HNC848五軸數(shù)控系統(tǒng)螺旋加工解決方案
2021-09-09 02:37:56張宗仁
制造技術(shù)與機(jī)床 2021年9期
張宗仁
(吉林工業(yè)職業(yè)技術(shù)學(xué)院,吉林 吉林 132013)
HNC848五軸數(shù)控系統(tǒng)是由華中數(shù)控股份有限公司開(kāi)發(fā)的高檔數(shù)控系統(tǒng),具有完全的自主知識(shí)產(chǎn)權(quán),在各大中、高職院校和部分工廠應(yīng)用廣泛。對(duì)于刀軸固定不變的加工常采用3+2定向加工,即通過(guò)G68.2指令建立特性坐標(biāo)系,將復(fù)雜的五軸編程問(wèn)題轉(zhuǎn)換為三軸編程[1-2]。使用過(guò)程中發(fā)現(xiàn)HNC848型五軸系統(tǒng)在定向加工時(shí)不支持螺旋插補(bǔ)指令。如表1所示,當(dāng)程序執(zhí)行到N109行時(shí),機(jī)床發(fā)出如圖1所示報(bào)警。經(jīng)詢(xún)問(wèn)相關(guān)技術(shù)人員,表示目前HNC848系統(tǒng),暫不支持在特性坐標(biāo)系下的螺旋插補(bǔ)指令。
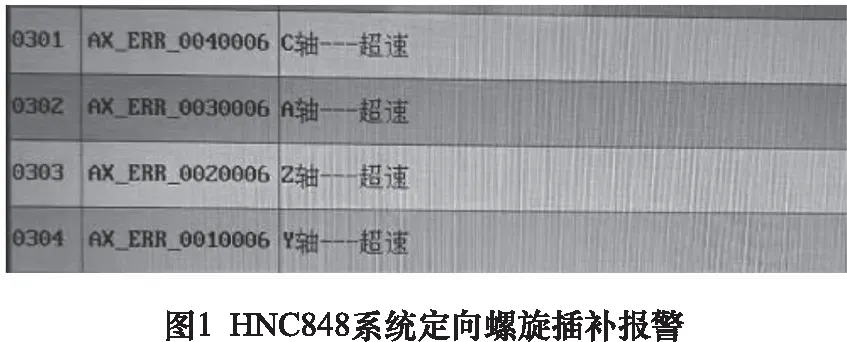
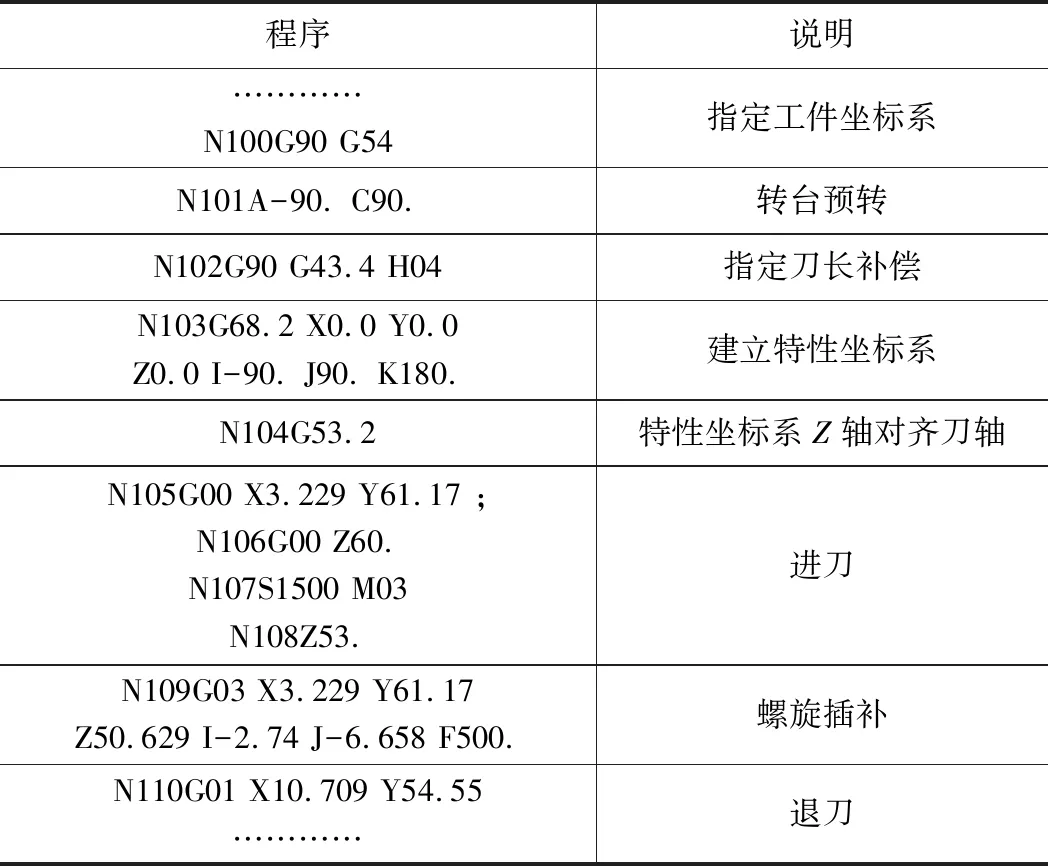
表1 在特性坐標(biāo)系下的螺旋插補(bǔ)指令
而在HNC三軸數(shù)控系統(tǒng)中,G02/G03指令除可以實(shí)現(xiàn)圓弧插補(bǔ)外,還可以通過(guò)指定第三軸的移動(dòng)距離實(shí)現(xiàn)螺旋線(xiàn)插補(bǔ)[3-4],其在XY平面編程格式如式(1)所示。運(yùn)用該功能可以實(shí)現(xiàn)螺紋銑削加工、孔加工等。

(1)
針對(duì)上述問(wèn)題提出3種螺旋加工解決方案,一是利用CAM軟件,以直代曲的方式生成相關(guān)代碼;二是利用系統(tǒng)用戶(hù)宏程序功能,重新構(gòu)建螺旋加工宏程序,通過(guò)調(diào)用用戶(hù)宏程序解決螺旋加工問(wèn)題;三是利用系統(tǒng)宏程序功能,重新構(gòu)建坐標(biāo)平移和旋轉(zhuǎn)的用戶(hù)宏程序。本文通過(guò)實(shí)例驗(yàn)證了這3種方案的可行性。
1 螺旋加工圖例
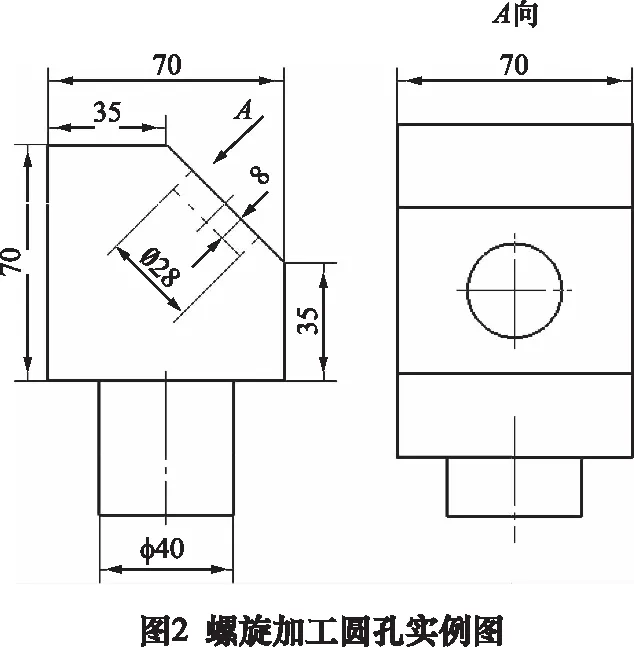
為了更好地說(shuō)明3種螺旋加工解決方案,以圖2所示的圖形為例,采用螺旋銑孔的方式加工直徑28 mm深度8 mm的圓孔。
2 CAM方案
UG-NX等CAM軟件具有強(qiáng)大的建模、編程、后處理能力,在數(shù)控加工領(lǐng)域中應(yīng)用廣泛[5-6]。本例操作步驟如下:
(1)建立模型,根據(jù)圖2,在軟件中繪制三維模型。
(2)創(chuàng)建加工環(huán)境,以零件的頂面中心為原點(diǎn),創(chuàng)建加工坐標(biāo)系;以零件模型為部件幾何體;采用φ16 mm的立銑刀作為加工刀具,并設(shè)置刀具號(hào)為1號(hào)刀。
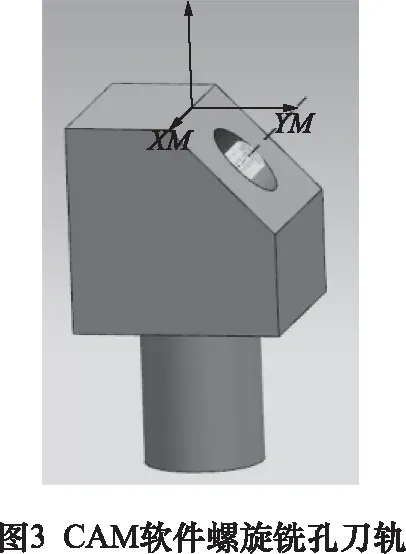
(3)創(chuàng)建螺旋銑孔工序,設(shè)置相關(guān)參數(shù),其生成的刀軌如圖3所示。
(4)選擇HNC848后處理,對(duì)所生成的刀軌進(jìn)行后處理,為了不輸出螺旋插補(bǔ)代碼,需要將后處理中變量mom_kin_helical_arc_output_mode的值設(shè)置為L(zhǎng)INEAR。后處理生成的代碼如表2所示。
CAM解決螺旋插補(bǔ)問(wèn)題有如下特點(diǎn):
優(yōu)點(diǎn):(1)方法通用性強(qiáng),編程人員容易掌握。(2)生成的程序可通過(guò)Vericut等仿真軟件仿真,安全性有保證。
缺點(diǎn):(1)操作過(guò)程復(fù)雜,所有零件加工都必須經(jīng)過(guò)建模-創(chuàng)建刀具-編程-后處理等一系列的操作。(2)生成的程序非常龐大,上例在內(nèi)外公差為0.03時(shí),共188行,占用系統(tǒng)空間。(3)存在逼近誤差,且不方便現(xiàn)場(chǎng)編程。
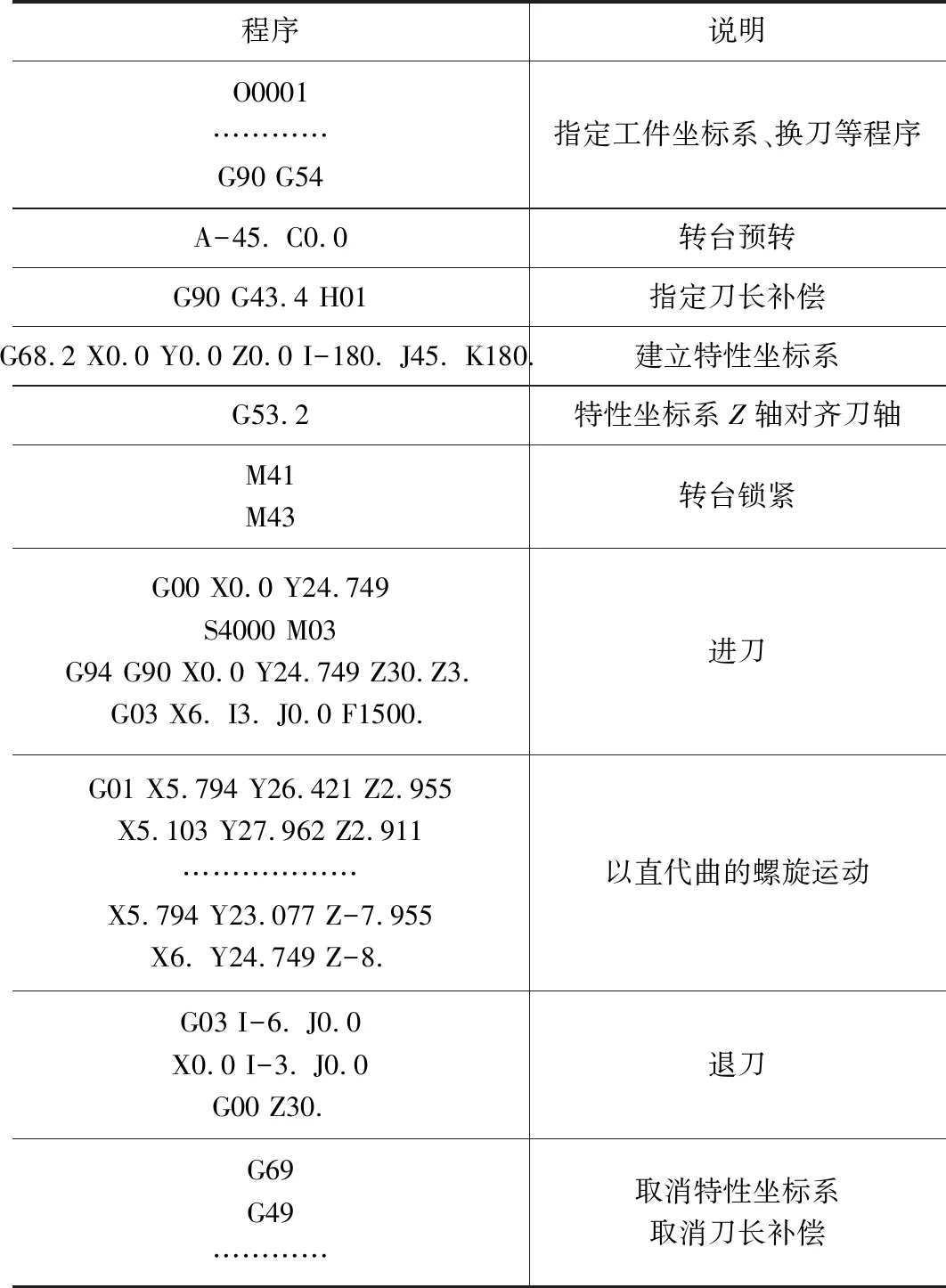
表2 CAM以直代曲螺旋銑孔程序代碼
3 構(gòu)建螺旋加工宏程序方案
在特性坐標(biāo)系加工模式下,HNC848不支持螺旋插補(bǔ)指令,但支持線(xiàn)性插補(bǔ)指令,可以通過(guò)用戶(hù)宏程序的方式[7-10],在數(shù)控系統(tǒng)中使用G01直線(xiàn)插補(bǔ)代替G02/G03螺旋插補(bǔ)的宏程序,從而解決程序過(guò)長(zhǎng)的問(wèn)題。
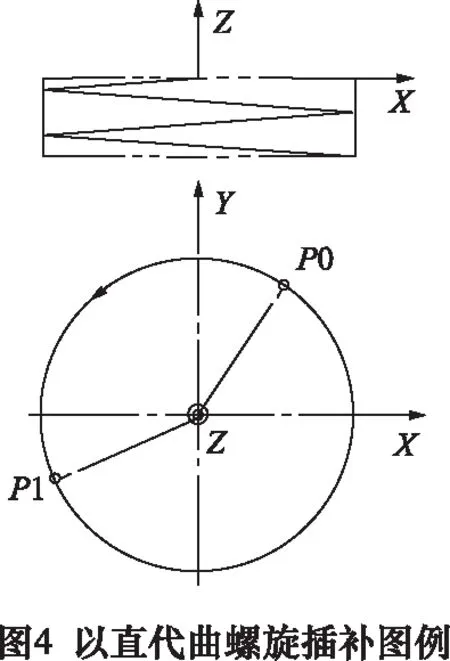
如圖4,從點(diǎn)P0(X0Y0Z0)逆時(shí)針螺旋插補(bǔ)至點(diǎn)P1(X1Y1Z1),表3為以G01代替G03的用戶(hù)宏程序O9030代碼(因篇幅原因,省略一些預(yù)定義內(nèi)容)。宏程序O9030的調(diào)用格式如下:
G65 P9030 X_Y_Z_I_J_E_Q_F_
參數(shù)含義:X、Y、Z為螺旋終點(diǎn)X、Y、Z坐標(biāo);I、J圓心相對(duì)于起點(diǎn)X、Y坐標(biāo);E直線(xiàn)擬合公差;Q螺旋總?cè)?shù);F進(jìn)給速度。
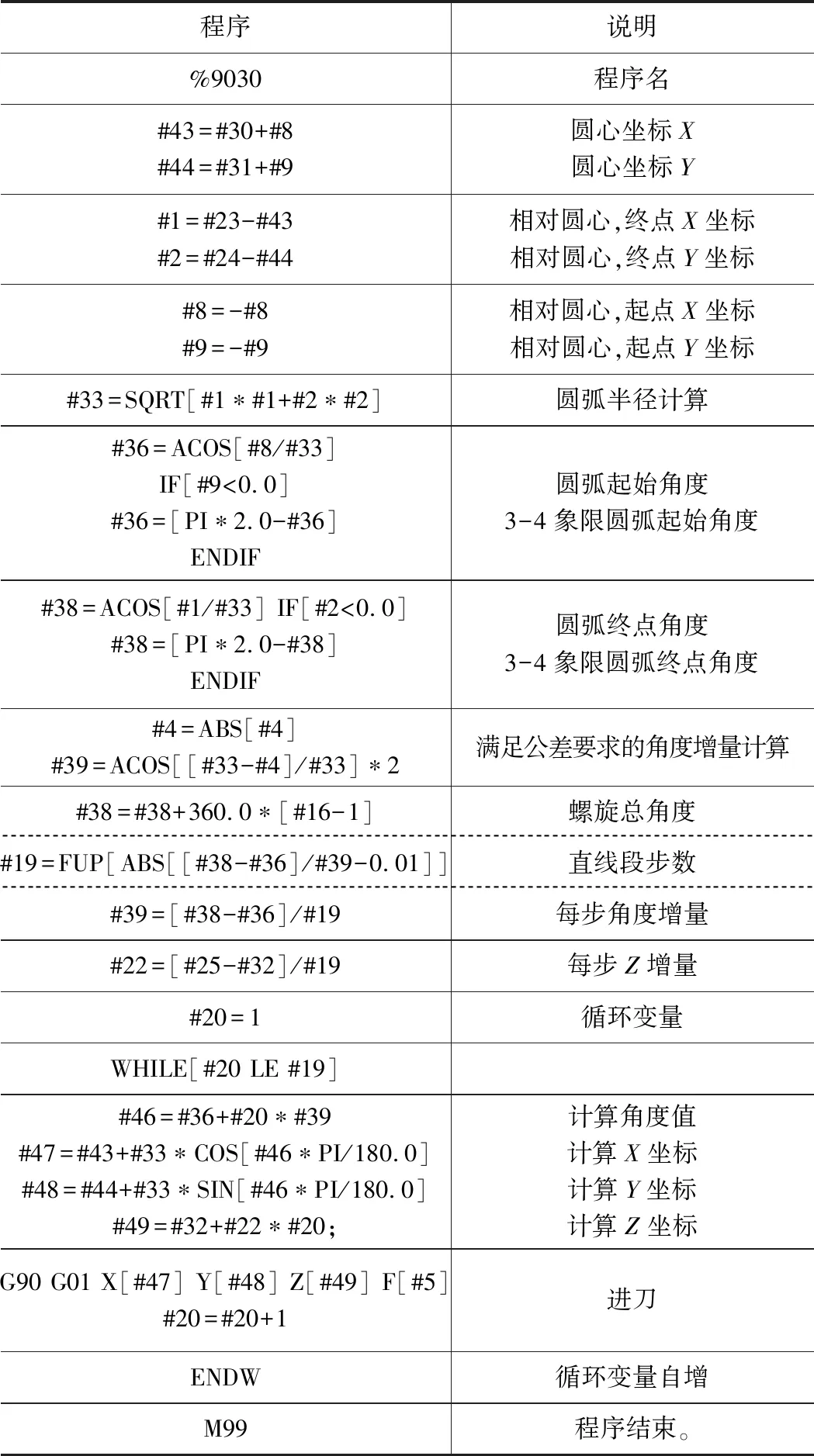
表3 以直代曲螺旋插補(bǔ)宏程序代碼
利用螺旋插補(bǔ)宏程序銑孔的主程序代碼如表4所示。
主程序共18行,相對(duì)方案一明顯簡(jiǎn)化。將程序O9030寫(xiě)入U(xiǎn)SERDEF.CYC文件中,即可通過(guò)G代碼調(diào)用該宏程序,使用非常方便。但是本質(zhì)上該方法依然是以小段直線(xiàn)代替螺旋線(xiàn),仍存在逼近誤差。
4 構(gòu)建坐標(biāo)平移和旋轉(zhuǎn)宏程序方案
3+2定向加工的實(shí)質(zhì)是三軸加工,對(duì)于雙轉(zhuǎn)臺(tái)的五軸數(shù)控機(jī)床,刀軸始終指向機(jī)械坐標(biāo)系Z+方向的。通過(guò)G68.2設(shè)置特性坐標(biāo)系后,加工過(guò)程中始終要求特性坐標(biāo)系的Z軸與機(jī)械坐標(biāo)系的Z軸完全重合,因此可以通過(guò)三軸坐標(biāo)的平移和旋轉(zhuǎn)達(dá)到與G68.2建立特性坐標(biāo)系相同的效果,而HNC三軸系統(tǒng)是支持螺旋插補(bǔ)的。
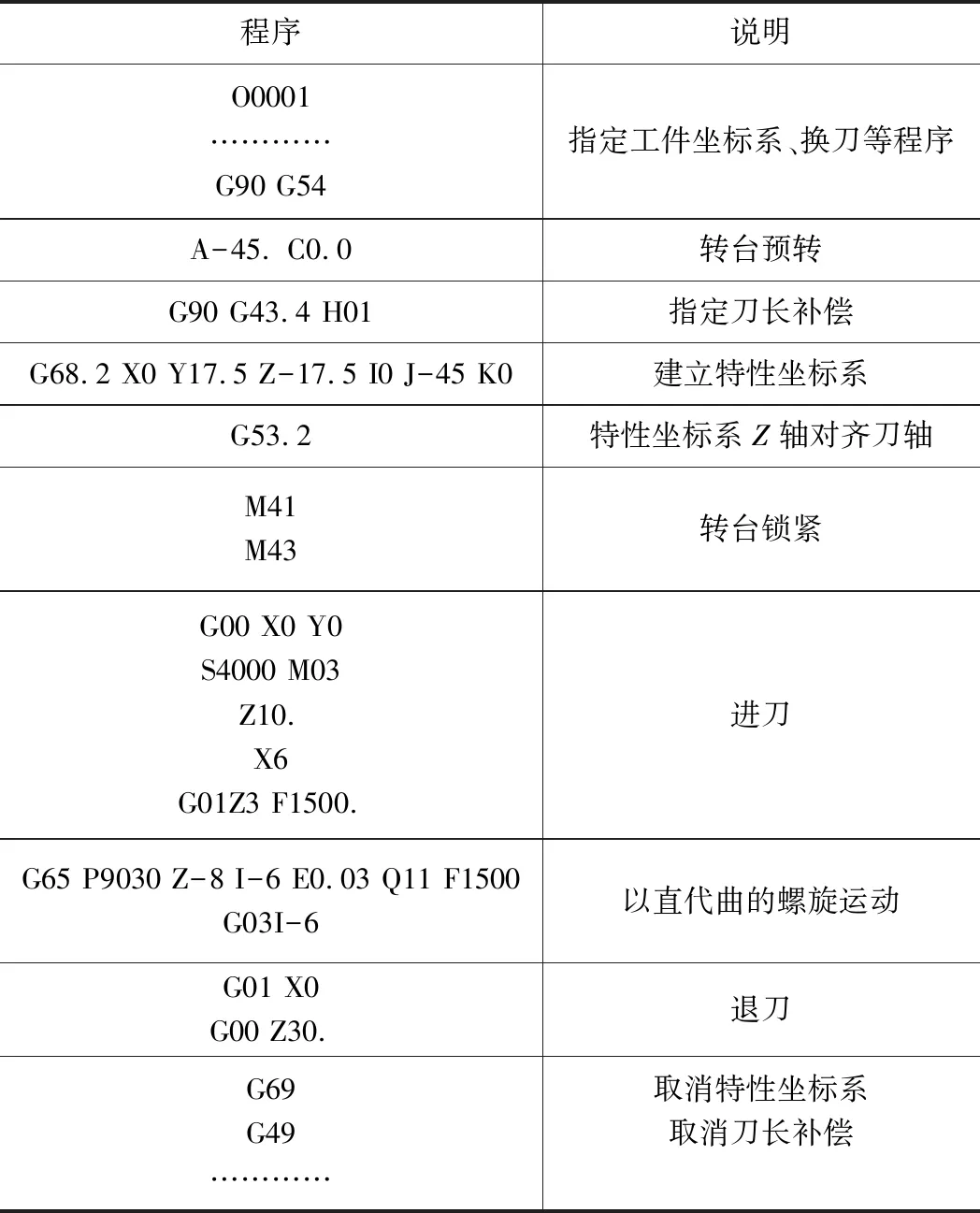
表4 以螺旋插補(bǔ)宏程序加工孔代碼
為便于理解和使用,依然采用歐拉角定義角度的方式來(lái)指定坐標(biāo)系的平移與旋轉(zhuǎn)。
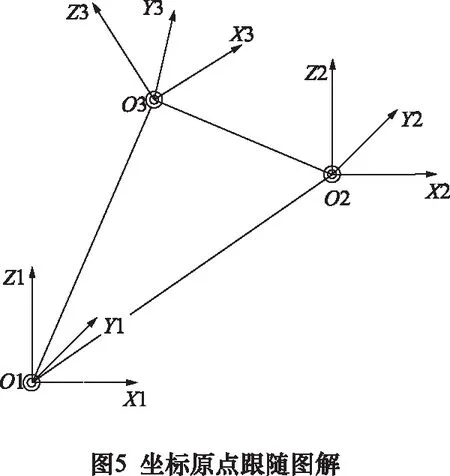
如圖5所示,坐標(biāo)系X1Y1Z1O1以轉(zhuǎn)臺(tái)回轉(zhuǎn)中心為原點(diǎn)(即C軸回轉(zhuǎn)中心與A軸回轉(zhuǎn)中心交匯點(diǎn)),坐標(biāo)系X2Y2Z2O2為在三軸狀態(tài)下G54坐標(biāo)系,坐標(biāo)系X3Y3Z3O3為通過(guò)歐拉角指定的坐標(biāo)系,為了使坐標(biāo)系X3Y3Z3O3的Z軸與機(jī)械坐標(biāo)系的Z軸重合,轉(zhuǎn)臺(tái)A軸和C軸發(fā)生轉(zhuǎn)動(dòng),轉(zhuǎn)動(dòng)后坐標(biāo)原點(diǎn)O3將發(fā)生改變,點(diǎn)O3坐標(biāo)值的改變量即為坐標(biāo)補(bǔ)償值。一般來(lái)講,A軸可以轉(zhuǎn)到正向也可以轉(zhuǎn)到負(fù)向,存在2個(gè)合理解,所以必須規(guī)定A軸的正負(fù)。
為了實(shí)現(xiàn)這一動(dòng)作,編制宏程序O9682,用于計(jì)算坐標(biāo)系XYZ軸的平移量、旋轉(zhuǎn)量及AC軸的旋轉(zhuǎn)角度,其詳細(xì)代碼如表5所示(因篇幅原因,省略一些預(yù)定義內(nèi)容)。
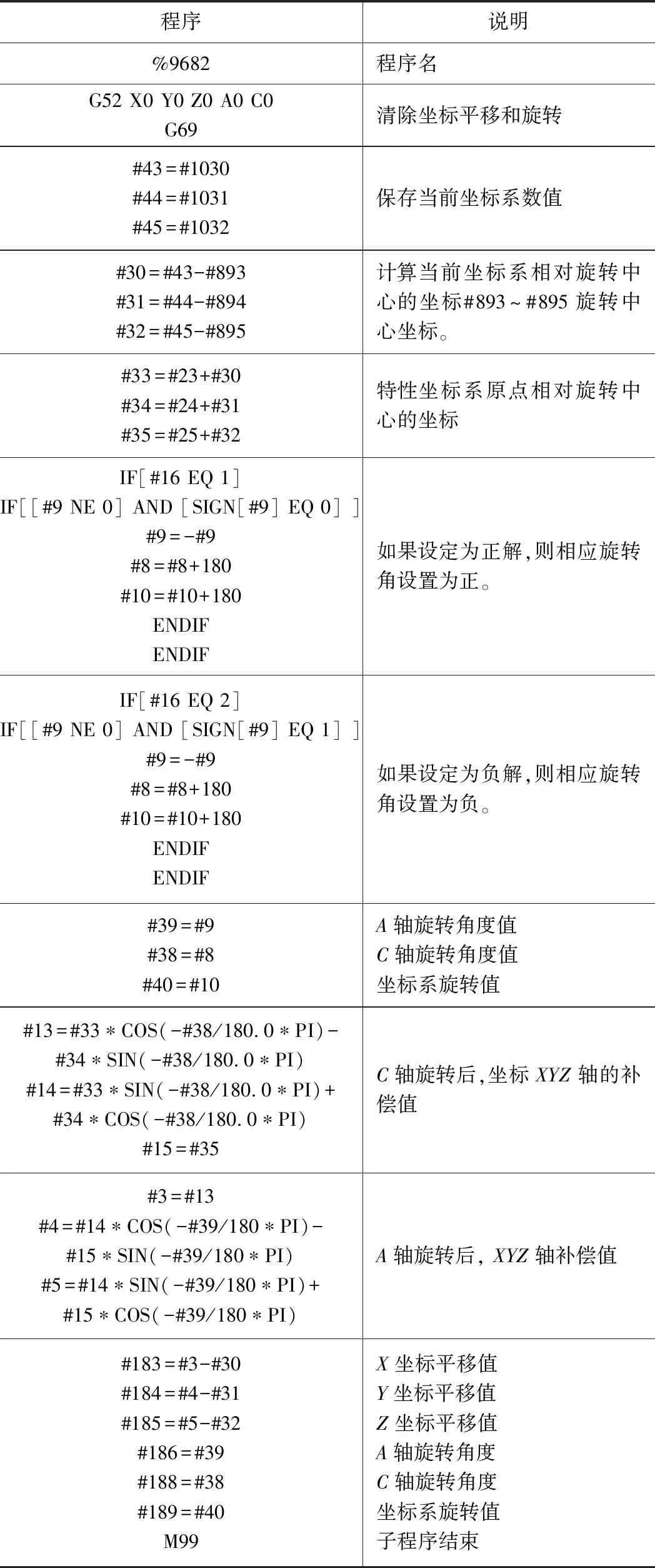
表5 坐標(biāo)平移、旋轉(zhuǎn)及AC軸角度計(jì)算宏程序代碼
利用O9682宏程序螺旋銑孔的主程序如表6所示。
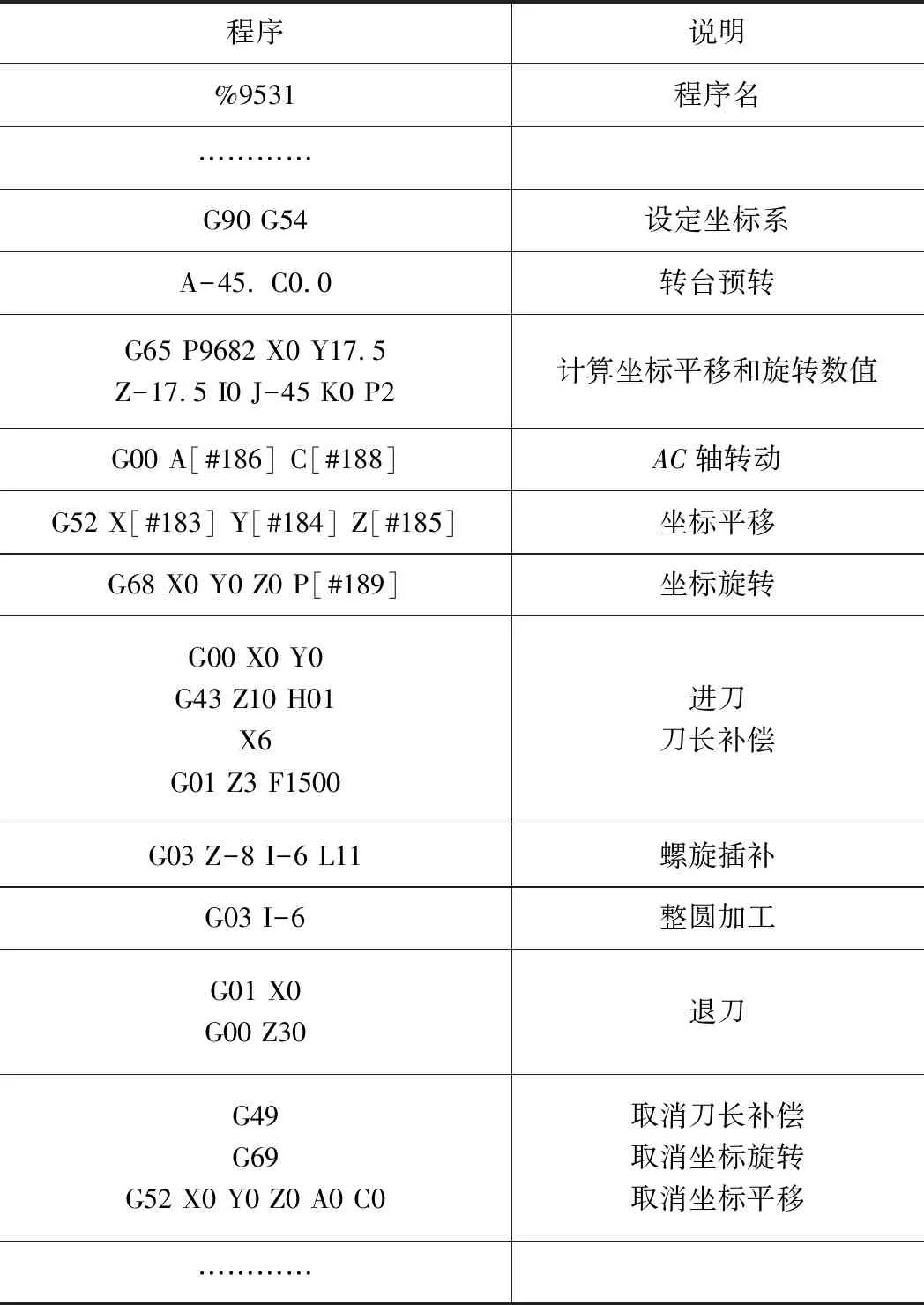
表6 O9682宏程序螺旋銑孔主程序代碼
主程序總計(jì)18行,相對(duì)方案一明顯簡(jiǎn)化。將程序O9682寫(xiě)入U(xiǎn)SERDEF.CYC文件中,就可以通過(guò)G代碼調(diào)用該宏程序,使用非常方便。通過(guò)G52和G68指令實(shí)現(xiàn)了與G68.2相同效果的坐標(biāo)系設(shè)定,且G52和G68指令能夠支持所有的三軸加工指令,包括螺旋插補(bǔ)指令,避免了以直代曲的逼近誤差,能夠滿(mǎn)足加工圓孔和銑螺紋的要求。
5 結(jié)語(yǔ)
目前國(guó)產(chǎn)HNC五軸數(shù)控系統(tǒng)還不是特別完善,需要在使用中持續(xù)改進(jìn),本文為解決HNC848五軸數(shù)控系統(tǒng)在3+2定向加工過(guò)程中不支持螺旋插補(bǔ)指令的問(wèn)題,提出了3種可行的解決方案,并已在機(jī)床上得到實(shí)踐驗(yàn)證。
第一種方案是通過(guò)CAM軟件,將螺旋線(xiàn)以線(xiàn)性的方式輸出,該方案生成的程序長(zhǎng),占用內(nèi)存空間,但不需要對(duì)機(jī)床進(jìn)行特別的設(shè)定,編程人員易掌握。
第二種方案是在機(jī)床系統(tǒng)內(nèi)存入以G01直線(xiàn)插補(bǔ)代替螺旋插補(bǔ)的宏程序,這種方案減少了編程程序段,但仍有逼近誤差,誤差的大小依賴(lài)于所給公差的大小。
第三種方案是通過(guò)G52和G68指令實(shí)現(xiàn)與G68.2相同效果的坐標(biāo)系設(shè)定,該方案支持三軸的所有加工指令,包括螺旋插補(bǔ)指令。通過(guò)這種方案走出的螺旋線(xiàn)避免了逼近誤差。
這3種解決方案各有特點(diǎn),可根據(jù)實(shí)際情況選用,如果零件的程序是由CAM軟件生成,建議使用第一種解決方案;如果采用手工編程則第三種方案更為方便。
另外,在五軸加工中,有較大的定向加工需求,為降低設(shè)備成本,可在三軸數(shù)控機(jī)床上加配雙轉(zhuǎn)臺(tái)實(shí)現(xiàn)五軸定向加工,這時(shí)可借鑒第三種方案,通過(guò)坐標(biāo)的平移和旋轉(zhuǎn)達(dá)到與五軸機(jī)床相同的定向加工效果。
猜你喜歡
科普童話(huà)·神秘大偵探(2023年1期)2023-05-30 12:48:10
汽車(chē)實(shí)用技術(shù)(2022年15期)2022-08-19 02:48:28
今日農(nóng)業(yè)(2020年20期)2020-12-15 15:53:19
測(cè)控技術(shù)(2018年5期)2018-12-09 09:04:26
能源(2018年10期)2018-12-08 08:02:48
電子測(cè)試(2018年18期)2018-11-14 02:30:34
電信科學(xué)(2016年10期)2016-11-23 05:11:56
能源(2016年10期)2016-02-28 11:33:30
汽車(chē)實(shí)用技術(shù)(2015年8期)2015-12-26 09:01:02
西安航空學(xué)院學(xué)報(bào)(2014年5期)2014-07-13 01:27:52