以銑代鏜工藝研究*
2021-09-09 02:37:50湯永凱盧秉恒
制造技術與機床 2021年9期
關鍵詞:工藝
王 磊 張 瓊 湯永凱盧秉恒
(①西安交通大學高端制造裝備協同創新中心,陜西 西安 710054; ②西安增材制造國家研究院有限公司,陜西 西安 710300)
在實際生產過程中,汽車動力總成、直升機變速器等箱體、殼體類零件設計有大量的高精度孔系加工需求。這些孔系包含有重要的安裝支承部位,如軸承座、齒輪軸的安裝孔,且一般設計為不同尺寸的孔徑、臺階孔等特征,往往加工精度要求高。孔加工精度對產品的裝配和后續使用性能有重要影響,加工效率對企業生產安排有重要影響。因此,孔加工工藝研究具有重要的意義和價值。
半精鏜、精鏜加工作為孔加工的關鍵工序一直以來受到工程師和研究者的關注[1-3]。一般孔加工工藝,采用鏜削加工要求達到H7精度。常規的鏜削加工具有低轉速、低進給量的特點,特別是單齒鏜刀是以點接觸的加工方式進行零件的加工,存在效率不高的特點。另外,由于孔加工過程中鏜刀尖會隨著切削的增加而逐漸磨損,特別是單刃鏜刀尖磨損會更快,再加上切削熱變形等因素容易造成被加工孔的孔徑誤差,也影響了孔的加工精度。
針對不同大小和特征的孔徑加工,為了保證生產節拍和效率,鏜削加工工藝需要使用對應尺寸大小的鏜刀進行加工。在實際生產過程中,則需要配備多種規格尺寸型號的高精度鏜刀,一方面帶來鏜刀成本費用居高不下,另一方面存在頻繁換刀的問題,延長了加工時間。且在實際生產安排中,為了滿足孔精加工和效率要求,含有不同孔徑以及臺階孔的零部件根據加工需要,往往工藝安排復雜或更換設備進行加工。更換加工設備勢必需要引入工裝誤差,一定程度上降低了加工精度和加工效率,且自動夾具成本也會隨之增加。
當前,針對銑孔加工,一般采用機床上的兩直線軸插補的形式進行。兩直線軸聯動插補的精度直接決定銑孔的精度。機床各進給軸在較高運動過程中插補銑孔的精度很難達到鏜孔精度等級,只能用于粗加工。當機床兩直線軸聯動過程中,插補圓的精度受限于進給軸過象限點的位置精度。為了避免進給軸在過象限點過大的加工缺陷,進給軸往往采用較低的運動速度,犧牲了加工效率。
筆者所在團隊自2014年開始提出并研究以銑代鏜工藝實現孔的高效加工,2016年先后申請了相關專利[4-5],并研發成功了一款包含雙偏心主軸的精密鏜銑復合加工中心。采用展成圓代替插補圓的原理設計了特殊的主軸結構,實現孔的以銑代鏜加工工藝。本文將采用正交實驗,研究不同切削工藝參數對孔特征精度(尺寸精度、圓度、孔壁粗糙度)的影響,從而得出影響孔特征精度的主要工藝參數。最后,實際選取某汽車變速箱殼體類零件加工進行對比實驗驗證。
1 工藝研究方案
1.1 工藝原理及實現方案
采用展成圓代替插補圓的原理設計了雙偏心的主軸結構如圖1所示。雙偏心主軸內部偏心調整機構能夠精確實現主軸半徑方向0~10 mm的偏心調整量(最小分辨率為0.2 μm),使得1把銑刀能夠在不采用雙直線軸插補的前提下,通過伺服調整在刀具切削直徑尺寸D基礎上,加工出(D~D+20)mm范圍內的高精度孔。
根據圖1a所示原理圖,利用三角函數建立如下關系式:
(1)
其中,a與b分別為雙偏心結構的實際加工尺寸大小;c為實際加工過程中所需的偏心調整量;θ為偏心結構所需偏轉的角度值。
通過式(1)所示關系式即可計算出當前所需偏心量調整量。在如圖1b所示的實際主軸設計中,通過采用偏心結構驅動伺服系統以及圓光柵信號反饋,精確控制偏心θ角,實現偏心量的精確控制。
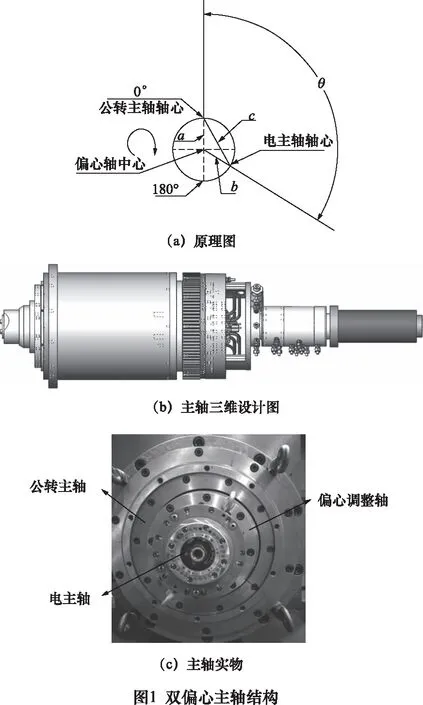
在動力主軸最大偏心尺寸范圍內,通過電主軸自轉、公轉主軸的回轉運動實現展成圓,與機床進給軸復合運動,實現螺旋銑孔運動。公轉軸精密軸承的徑向跳動量能保證銑削加工出高精度的成形孔,使其能夠達到鏜削孔的加工精度等級。在偏心調整范圍內,能夠實現1把銑刀加工出不同尺寸的高精度孔。
1.2 以銑代鏜工藝參數設定
由于具有特殊動力主軸結構系統,采用其動力主軸系統進行銑孔加工時,其加工工藝參數的運動模式具有特殊性和個異性。故在銑孔加工過程中,控制系統程序中輸入的參數也有所不同。
影響成形孔加工質量的工藝切削參數主要有:切削速度Vc(m/min)、刀具每齒進給量fz(mm)、軸向切深ap(mm)和徑向切深ae(mm)等。將傳統形式的雙直線插補運動替換為動力主軸系統中的公轉主軸回轉運動形式。針對傳統形式直線插補銑的切削工藝參數進行參數轉化:
(1)切削速度
(2)
主要影響因素為主軸轉速n,r/min;刀具切削直徑d,mm,此參數無需進行轉化。
(2)進給速度
Vf=fz×Z×n
(3)
式中:Z為切削刀具設計參數,此參數需要轉化為鏜銑床螺旋銑削中的公轉轉速N,r/min;公轉轉速與切削進給速度間關系為:
(4)
式中:D為切削孔徑大小,mm。
(3)軸向切深ap,mm,此參數需要轉化,且與公轉主軸轉速N之間存在的關系為:
(5)
式中:Fz為切削加工過程中Z向進給速度,mm/min。
2 以銑代鏜工藝研究實驗過程
本文采用課題組研制的一臺高效精密鏜銑床進行實驗,如圖2所示。該機床是將上述主軸系統進行系統集成,成為一臺精密的鏜銑復合加工中心。
在研究以銑代鏜工藝時,設定底孔尺寸為:φ28 mm,深度為20 mm,目標孔加工后孔尺寸為:φ30 mm,材料為7075鋁合金。加工刀具為國產鋁合金專用銑刀,刀具材料為硬質合金,切削刃數:3刃,全長為:100 mm,有效切削刃長為:45 mm,螺旋升角為:45°。
實驗加工工藝參數如表1所示以正交形式進行,每種工藝參數加工兩個孔,保證切削結果準確性。

表1 工藝參數設定
以銑代鏜工藝切削實驗過程如圖3所示,切削過程未使用潤滑冷卻液,采用風冷的形式,切削加工過程無鐵屑粘刀現象。

利用三坐標測量儀主要檢測成形孔的偏差以及圓柱度,孔壁粗糙度采用Mar粗糙度測量儀進行檢測。
3 以銑代鏜工藝研究數據結果分析
分析成形孔檢測數據統計數據發現:成形孔尺寸偏差最小值為8.1 μm,最大值為12.6 μm; 成形孔圓度最小值為2.1 μm,最大值為4.7 μm;孔壁粗糙度最小值為0.173 μm,最大值為0.356 μm。
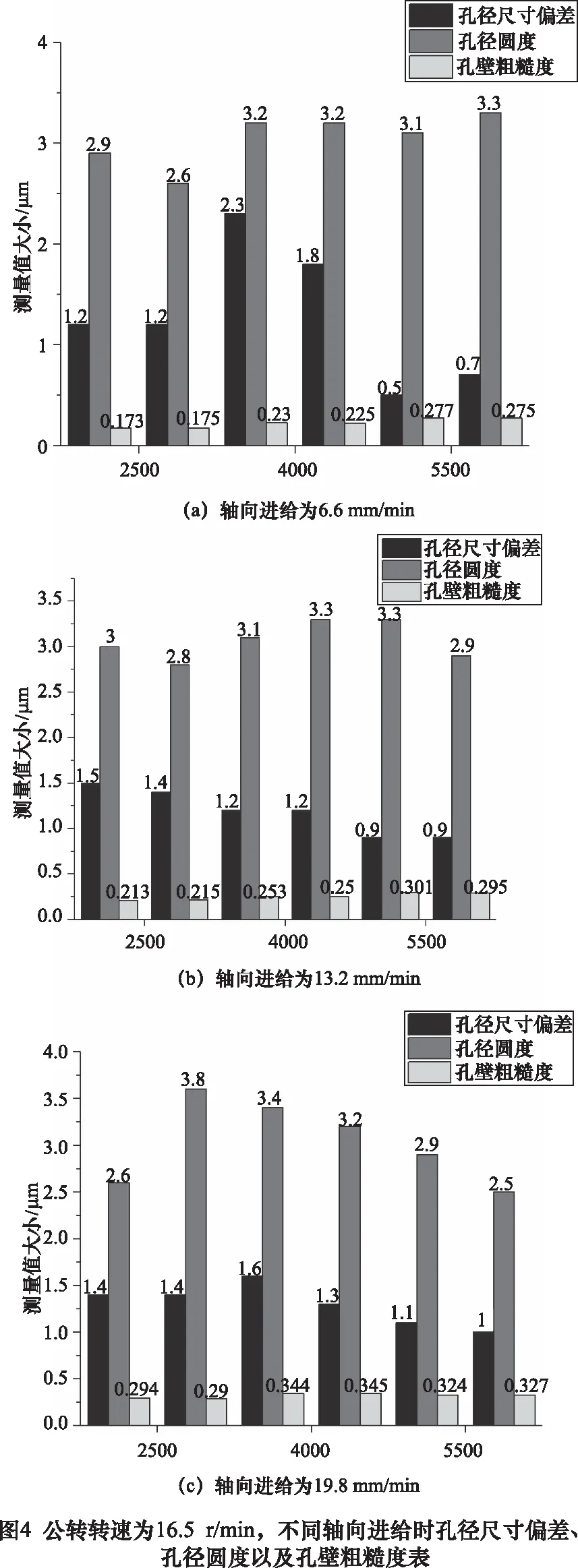
切削工藝參數對成形孔質量的影響分析如圖4~6所示。圖中,橫軸為主軸轉速:第一、二號數據對應2 500 r/min時的孔徑質量;第三、四號數據對應4 000 r/min時的孔徑質量;第五、六號數據對應5 500 r/min時的孔徑質量。縱軸為對應尺寸大小,具體數據均標注于柱狀圖上側。
(1)軸向進給速度對成形孔徑質量的影響
在公轉轉速為16.5 r/min的情況下,對比圖4數據的可發現,隨著軸向進給速度的增大,孔壁粗糙度呈現明顯上升趨勢。
在公轉轉速為22 r/min的情況下,對比圖5數據的可發現,隨著軸向進給速度的增大,孔壁粗糙度呈現明顯上升趨勢。
在公轉轉速為27.5 r/min的情況下,對比圖6中數據可發現,隨著軸向進給速度的增大,孔壁粗糙度上升趨勢不明顯,但在主軸轉速為4 000 r/min時,粗糙度上升較為明顯。
(2)公轉轉速對成形孔質量的影響
軸向切深ap為0.4 mm的情況下,對比圖4a、圖5a和圖6a中數據可以發現,主軸轉速在2 500 r/min時,隨著公轉轉速的變大,軸向進給速度也隨之變大,孔徑的偏差、孔壁粗糙度呈現變大趨勢,孔徑圓度呈現波動現象;主軸轉速在4 000 r/min時,隨著公轉轉速的變大,軸向進給速度也隨之變大,孔徑的偏差呈現變大趨勢,孔徑圓度呈現減小趨勢,孔壁粗糙度則呈現波動趨勢;主軸轉速在5 000 r/min時,隨著公轉轉速的變大,軸向進給速度也隨之變大,孔徑的偏差呈現先變小再變大趨勢,孔徑圓度變化不明顯,孔壁粗糙度則呈現先變小后變大趨勢。
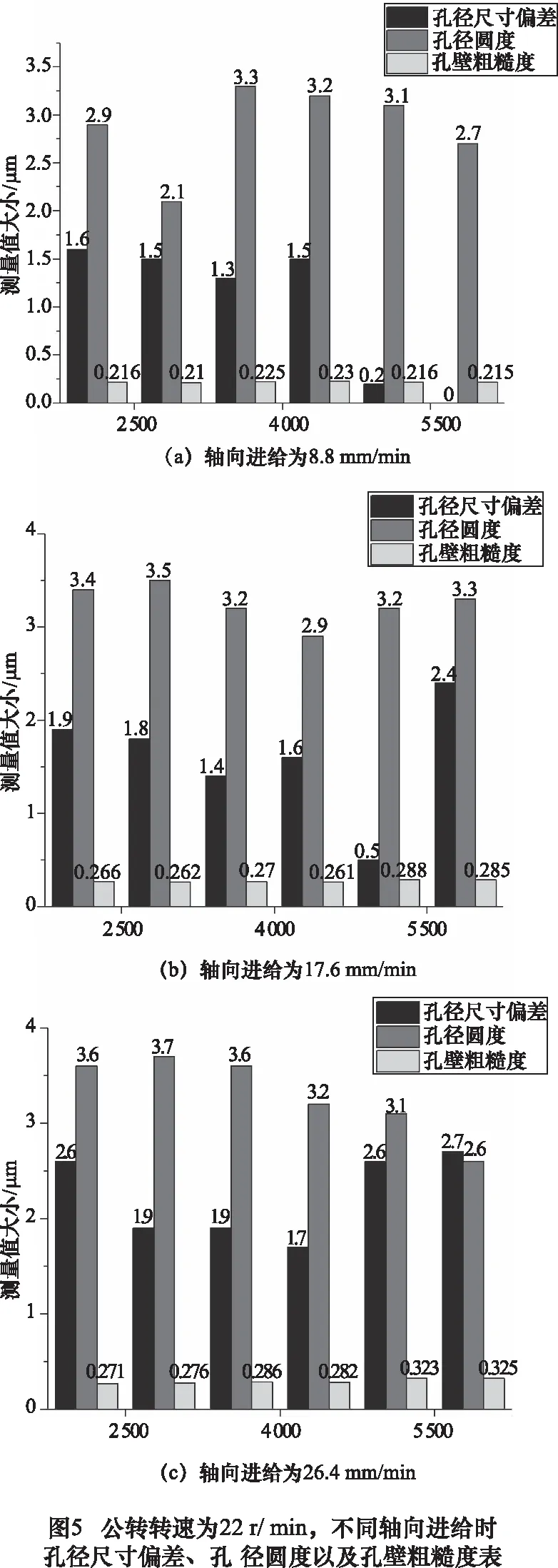
軸向切深ap為0.8 mm的情況下,對比圖4b、圖5b和圖6b中數據可以發現,主軸轉速在2 500 r/min時,隨著公轉轉速的變大,軸向進給速度也隨之變大,孔徑的偏差、孔壁粗糙度呈現變大趨勢,孔徑圓度呈現波動現象;主軸轉速在4 000 r/min時,隨著公轉轉速的變大,軸向進給速度也隨之變大,孔徑的偏差呈現變大趨勢,孔徑圓度、孔壁粗糙度則呈現波動趨勢;主軸轉速在5 000 r/min時,隨著公轉轉速的變大,軸向進給速度也隨之變大,孔徑的偏差整體呈現變大趨勢,孔徑圓度變化不明顯,孔壁粗糙度則呈現先變小趨勢。
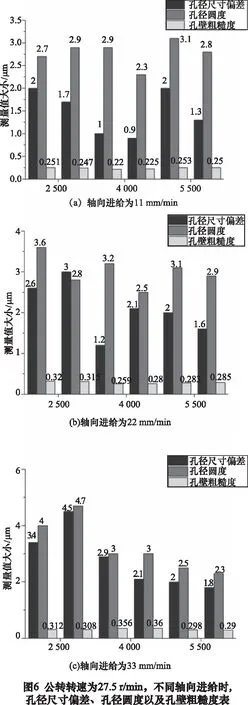
軸向切深ap為1.2 mm的情況下,對比圖4c、圖5c和圖6c中數據可以發現,主軸轉速在2 500 r/min時,隨著公轉轉速的變大,軸向進給速度也隨之變大,孔徑的偏差、孔徑圓度呈現變大趨勢,孔壁粗糙度呈現先變小再變大趨勢。主軸轉速在4 000 r/min時,隨著公轉轉速的變大,軸向進給速度也隨之變大,孔徑的偏差呈現變大趨勢,孔徑圓度則呈現變小趨勢,孔壁粗糙度呈現先變小再變大趨勢。主軸轉速在5 000 r/min時,隨著公轉轉速的變大,軸向進給速度也隨之變大,孔徑的偏差整體呈現先變大再變小趨勢,孔徑圓度呈現變小趨勢,孔壁粗糙度則呈現變小趨勢。
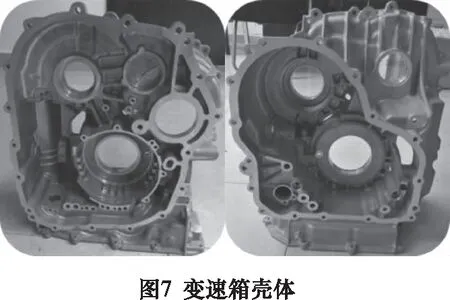
4 汽車變速箱以銑代鏜工藝驗證
目標零件為某型號變速箱殼體如圖7所示,鋁合金材質。變速箱殼體中存在多種規格尺寸的裝配孔,尺寸范圍在φ54~74.5 mm,精度等級要求較高,最高要求達到H7級。加工過程如圖8所示。
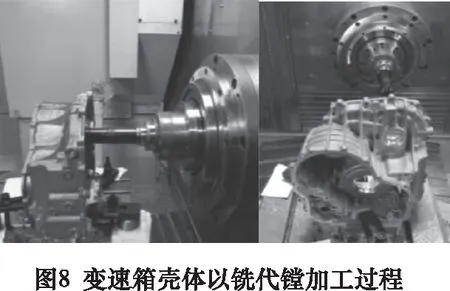
分別安排鏜削工藝和以銑代鏜工藝進行比較。為了獲得統一的邊界條件,這里將對比零件的粗加工采用粗鏜工藝統一處理,僅僅比較兩者的精加工精度和效率。針對汽車變速箱殼體中孔徑區間在φ54~74.5 mm的高精度孔加工。加工完成后,利用三坐標測量儀檢測孔徑尺寸,具體數據如表2所示,測量結果均滿足孔徑尺寸要求。
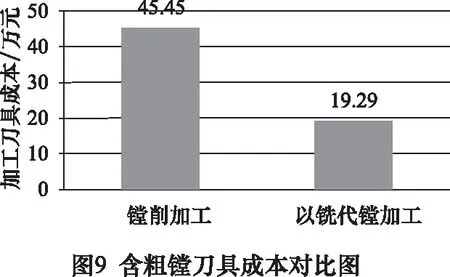
(1)含粗加工(粗鏜)加工刀具成本與加工總時長對比
變速箱殼體加工刀具成本對比如圖9所示,采用以銑代鏜加工方式相較于傳統鏜削刀具總成本減小57%。
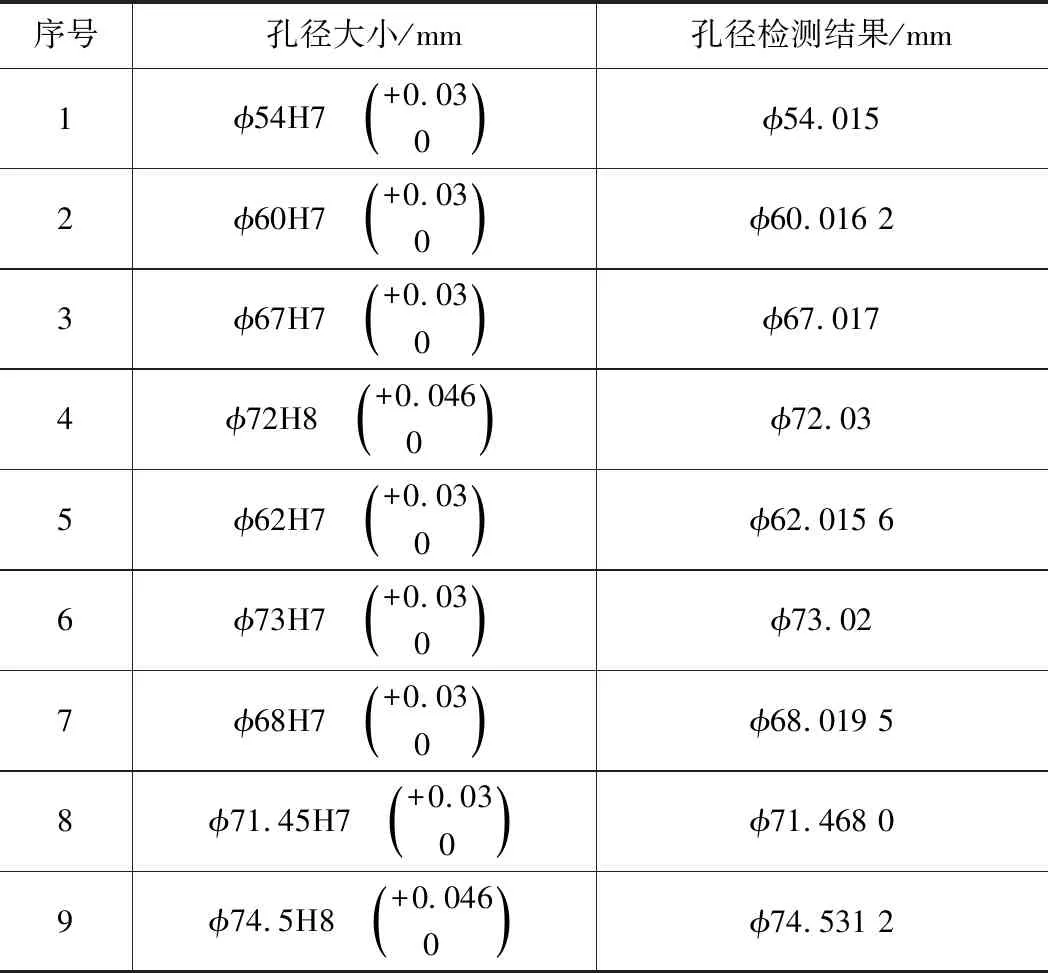
表2 變速箱殼體孔徑檢測結果
變速箱殼體加工總時長對比如圖10所示,以銑代鏜加工方式相較于傳統鏜削方式總時長縮短18%。

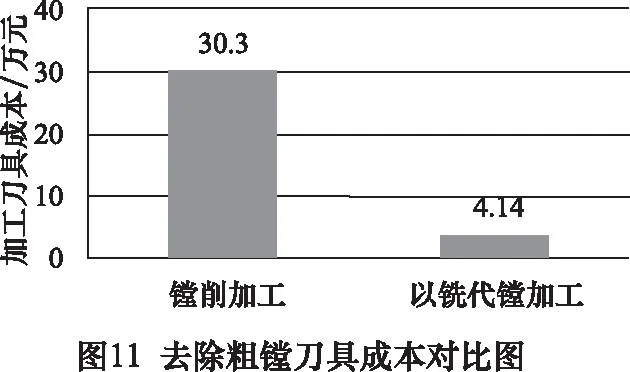
(2)去除粗加工(粗鏜)加工刀具成本與加工總時長對比
變速箱殼體加工刀具成本對比如圖11所示。以銑代鏜加工方式相較于傳統鏜削加工刀具總成本減少83%。
變速箱殼體加工總時長對比如圖12所示。以銑代鏜加工方式相較于傳統鏜削加工總時長縮短30%。

5 結語
本文提出采用展成圓代替插補圓的原理設計了特殊的主軸結構,實現孔的以銑代鏜加工工藝,并實驗驗證了可行性。
(1)在主軸結構確定的情況下,以銑代鏜加工工藝參數中,影響成形孔成形尺寸大小、圓度最大的因素為軸向進給速度,其次為主軸轉速(切削速度),影響孔壁粗糙度最大的因素為主軸轉速(切削速度)。
(2)針對箱殼體類零件孔類特征加工,在選擇合理的切削工藝參數下,在滿足一定加工精度的約束下,以銑代鏜工藝的是可以替代常規的鏜削加工,且具有更高的加工效率和成本優勢。
(3)在設備最大偏心調整范圍內的孔徑分布越多,刀具成本節省就越突出,加工時間也就節省得越多,能夠在實際生產加工過程中大大提高加工效率和節省加工成本。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52