內螺紋冷擠壓工藝的研究現狀與發展趨勢
2021-09-09 02:15:44侯紅玲
汽車實用技術 2021年16期
關鍵詞:工藝
陳 鑫,侯紅玲
(陜西理工大學機械工程學院,陜西 漢中 723001)
前言
內螺紋冷擠壓工藝是一種金屬塑性變形加工,這種加工方式是在工件上預制好相應尺寸的底孔,將擠壓絲錐導入工件預制底孔中,在扭矩的作用下,絲錐的擠壓棱齒逐漸擠入預制底孔內壁,底孔內壁上的金屬沿著擠壓棱齒表面流動,堆積在絲錐的螺紋槽內,從而形成內螺紋[1-2]。
傳統的內螺紋加工方式一般采用切削絲錐攻絲或者螺紋車刀車削[3]。在生產實踐中,常用切削絲錐進行內螺紋攻絲,其原理是利用切削絲錐上按順序排列的切削刃將工件預制底孔內壁上的金屬依次切除,形成內螺紋廓形,屬于連續切削工藝。但切削絲錐攻絲時,切削量的控制不容忽視,特別是在硬度低,粘性大和容易產生長條形切屑的材料上攻絲時,切屑極易在排屑槽內積聚,造成切削中斷甚至絲錐折斷。而車削加工則是在多軸機床或車床上,用螺紋車刀或小規格整體式鏜刀車削螺紋,但車削方式不能加工出小直徑內螺紋,且通常需要連續多次走刀才能獲得精確尺寸的內螺紋[4-5]。
1 內螺紋冷擠壓工藝的特點
擠壓內螺紋相比于切削內螺紋具有以下優點:
1.1 提高內螺紋的強度
內螺紋冷擠壓時,工件底孔內壁上的金屬處于三向壓應力狀態,若此時金屬發生塑性變形,材料內部的晶粒發生滑移,晶格扭曲,金屬纖維呈連續的流線型,組織結構緊密,使螺紋的強度大幅提升,抗拉強度提高20%以上,抗剪強度提高5%~10%,內螺紋表面的冷作硬化層厚度約為0.15 mm,硬度提高40%以上[1]。
1.2 提高內螺紋精度
使用擠壓方式加工的內螺紋,螺紋孔擴張量極小,擠壓過程中內螺紋的形位誤差小,內螺紋的成形精度較高,成形質量穩定[6]。
1.3 提高內螺紋表面質量
內螺紋冷擠壓過程中,擠壓絲錐的擠壓棱齒表面對內螺紋表面產生擠光作用,成形后的內螺紋表面光潔度極好,表面粗糙度可以達到Ra0.4~0.8[7]。
1.4 節約材料
內螺紋冷擠壓工藝是利用金屬的塑性變形從而形成內螺紋,加工過程中沒有切屑產生,所以又稱為“無屑攻絲”,大幅提升材料的利用率[8]。
1.5 適合深孔和盲孔加工
由于擠壓過程中不需要清除切屑,從而避免了因排屑困難或切屑擁塞而導致的絲錐崩刃、折斷[9]。
擠壓內螺紋與切削內螺紋表面形貌的區別如圖1所示,擠壓內螺紋因金屬沿著絲錐擠壓棱齒表面向中間流動聚攏,牙頂存在U形口,螺紋截面金屬組織結構緊密;切削內螺紋是利用切削刃將多余金屬切除,螺紋截面整齊,牙頂的形態由底孔直徑決定。

圖1 擠壓內螺紋與切削內螺紋表面形貌
2 內螺紋冷擠壓技術的研究現狀
內螺紋冷擠壓工藝的發展空間巨大,在航空航天、汽車、精密儀器制造等領域應用前景廣泛,其主要研究內容包括以下幾個方面[10-13]:
(1)擠壓絲錐結構參數的進一步優化、設計及制造。
(2)擠壓加工過程中的工藝參數,例如擠壓絲錐的結構參數、工件預制底孔直徑、擠壓速度、潤滑液種類和工件材料等。
(3)在有色金屬及其合金,低碳鋼及硬度較低的調質鋼、合金鋼、不銹鋼以及合金工具鋼等材料上擠壓中小直徑的內螺紋。
20世紀50年代,內螺紋冷擠壓技術剛剛興起,由于缺少實踐應用和深入研究,擠壓內螺紋時扭矩極大,且擠壓過程中產生大量的熱,擠壓絲錐的壽命很低。70年代后,英國BAJ Vickers Ltd公司在鉻鉬鋼上嘗試擠壓小直徑內螺紋,隨著高性能材料的出現,擠壓絲錐的性能也得到有效提升,國外的內螺紋冷擠壓技術不再局限于加工抗拉強度小于600 MPa、延伸率大于12%的有色金屬和合金鋼[14]。
20世紀60年代,日本的隈部淳一郎開始系統研究振動攻絲技術,由于其可以大幅降低擠壓扭矩和擠壓溫度,很快引起其他學者的關注,隨后俄羅斯、美國等也在此項技術中開展研究,直到60年代末,我國才開始對該技術進行初步探索。梁瑜軒等人[15-17]設計了一套如圖2所示的低頻振動攻絲系統,其振動方向沿螺紋升角方向,并且在Q460高強度鋼材料上進行了初步試驗,研究了激振頻率和激振力對擠壓扭矩的影響,研究結果表明:振動擠壓攻絲時擠壓扭矩較低,螺紋成形質量較高,表面形貌規整,并且振動攻絲可改善內螺紋表面的冷作硬化均勻程度,使其機械強度得到有效提高。

圖2 振動攻絲系統
Yongyi Li、黃小龍等人[18-22]簡化了內螺紋擠壓的有限元模型,如圖3所示,分析了金屬流動規律和振動輔助技術對擠壓攻絲的影響機理,并基于數值模擬技術對內螺紋冷擠壓成形的工藝參數進行了優化,結果表明:預制底孔直徑和摩擦系數對擠壓扭矩的影響最大,攻絲速度對擠壓溫度的影響最大,振動擠壓攻絲技術可以有效降低擠壓扭矩,提高螺紋加工精度和表面質量。
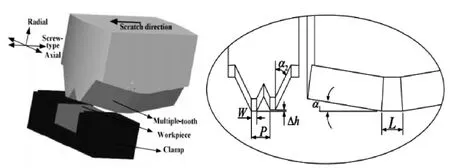
圖3 Yongyi Li簡化的有限元模型
B.M.明沙柯夫[22]系統地介紹了擠壓絲錐的結構參數設計、理論計算以及工藝參數的確定方法,為研究者提供了理論依據。國內王珉等人[23]根據內螺紋冷擠壓的成形機理對底孔直徑的計算公式進行了修正,并分析了冷擠壓內螺紋的抗疲勞性能和增壽機理,得到了內螺紋牙高率與螺紋強度的關系。
Bratan P N和劉志峰等人[24-25]基于有色金屬和純鋁材料的塑性變形實現內螺紋冷擠壓工藝,介紹了這些材料的優點,并優選了加工工藝參數。徐九華、王珉等人[26-27]在300M高強度鋼和35CrMo鋼上應用內螺紋冷擠壓工藝,搭建了擠壓扭矩和擠壓溫度的在線監測系統和螺紋成形質量測量系統,并對冷擠壓內螺紋的抗疲勞機理進行了研究。楊名大等[28-29]針對鈦合金材料的內螺紋加工困難的問題開發了切削-擠壓復合攻絲技術,解決了抗疲勞制造在鈦合金連接構件上的應用難的問題。
目前,國內外對于內螺紋冷擠壓工藝的研究主要集中在高強度材料、底孔直徑的計算方法、擠壓絲錐結構參數的設計優化以及加工過程工藝參數優化等方面,主要在一些高強度鋼、特種金屬、有色金屬及其合金等材料上進行小直徑或超大直徑內螺紋冷擠壓試驗探究。
3 內螺紋冷擠壓工藝簡介
3.1 擠壓絲錐
內螺紋冷擠壓工藝是利用擠壓絲錐在工件預制底孔上進行擠壓,圖4為擠壓絲錐的結構。

圖4 擠壓絲錐的結構
擠壓絲錐的種類有很多,通常按照不同的使用場合選擇擠壓絲錐,當擠壓材料強度較高、螺紋尺寸較大時,擠壓過程較為困難,通常選擇帶潤滑油槽的六棱擠壓絲錐;當材料塑性較好,螺紋尺寸較小時,擠壓過程相對容易,通常選擇帶引導錐的無槽擠壓絲錐。圖5為幾種常見的擠壓絲錐。

圖5 幾種常見的擠壓絲錐
3.2 內螺紋冷擠壓原理
內螺紋冷擠壓成形過程如圖6所示,由于擠壓絲錐的橫截面是一種特殊的曲邊棱形,所以在擠壓過程中,工件底孔內壁上的變形區金屬承載周期性變化的負荷,變化頻率與絲錐的棱數和機床轉速有關。當擠壓絲錐最前端的擠壓棱齒擠入時,底孔內壁上的金屬產生彈塑性變形,當這個擠壓棱齒離開后,材料產生一部分的彈性恢復,塑性變形則被保留;隨著絲錐旋轉,第二個擠壓棱齒再次對此處進行擠壓,材料再次發生彈塑性變形,此棱齒離開后,材料再次產生一部分彈性恢復,保留塑性變形,以此類推,當擠壓絲錐的所有棱齒全部離開后,底孔內壁上形成了完整的內螺紋牙形。

圖6 內螺紋擠壓成形原理
4 內螺紋冷擠壓技術的發展趨勢
由于我國制造業的迅猛發展,內螺紋冷擠壓工藝的應用領域越來越廣,擠壓絲錐、工裝夾具等的市場也越來越大。現代科技的不斷發展對內螺紋冷擠壓技術產生了極大的影響,例如計算機對內螺紋冷擠壓技術中的工藝分析、制造及工藝過程的控制及絲錐設計的影響。未來內螺紋冷擠壓凈成形工藝的發展趨勢應包含以下幾點:
4.1 擴大應用范圍
目前,內螺紋冷擠壓工藝通常應用在航空航天、汽車、精密儀器制造等領域,一般工廠中,若無特殊加工要求,內螺紋的加工仍然是以切削攻絲為主。內螺紋冷擠壓技術是一種綠色、無污染的加工方式,螺紋使用壽命長,符合“綠色制造”理念。因此,擴大內螺紋冷擠壓技術的應用范圍勢在必行[30]。
4.2 提高精度與表面質量
雖然冷擠壓內螺紋的尺寸精度和表面質量相比于切削螺紋已經有了很大的提高,但是在一些超高精度的應用場合,使用冷擠壓技術加工的內螺紋還要經過二次精磨和表面處理[31]。因此,要對內螺紋冷擠壓凈成形工藝進行合理規劃,以滿足超高精度的加工要求,并對加工后處理內螺紋表面毛刺、金屬粘連的方法進行改善,提高加工表面質量。
4.3 擴大加工材料的范圍
目前內螺紋冷擠壓技術只適用于加工塑性較大的金屬,例如銅、鋁合金、低碳鋼等斷裂延伸率大于7%、抗拉強度小于1200 N·mm-1的材料;對于一些脆性材料如灰鑄鐵、AZ91(鎂合金)或硅含量大于12%的金屬則較難加工[32]。隨著工業技術的發展,各種新型材料在高端制造領域的應用越來越廣泛,為了滿足構件之間的螺紋連接強度,內螺紋冷擠壓技術必須在材料應用范圍方面實現技術突破。
4.4 優化擠壓絲錐結構參數
擠壓絲錐的結構復雜、結構參數計算繁瑣,而且對于內螺紋擠壓加工,擠壓絲錐必須要根據螺紋的規定參數、性能要求等條件進行結構的定制設計[11]。在內螺紋擠壓過程中,工件金屬變形區會產生大量的熱,擠壓絲錐也承載著極大扭矩,擠壓溫度和扭矩直接影響著絲錐的使用壽命以及內螺紋的成形質量。擠壓絲錐的結構參數是影響擠壓溫度和扭矩的關鍵因素之一,對其進行合理的優化可大幅提高絲錐的耐用度,降低生產成本。
4.5 工件預制底孔直徑的計算
用擠壓絲錐加工內螺紋之前,必須要確定適當的預制底孔直徑,底孔直徑的合適與否直接影響到內螺紋的成形[30]。如圖7所示,若底孔直徑過大,螺紋成形不完整,工件報廢;若底孔直徑過小,則容易造成擠壓扭矩陡增、金屬流動阻塞,使擠壓絲錐卡死甚至折斷。由于工件材料的變形量與其本身的塑性有關,即使相同大小的底孔直徑在不同材料上的成形效果也不一樣。目前在生產實踐中一般根據經驗公式對預制底孔直徑進行大概估計,再進行多次加工調整。根據材料的塑性推導出合適的底孔直徑計算公式,減小加工誤差是內螺紋冷擠壓工藝中的一項重要研究內容。

圖7 底孔直徑與內螺紋成形效果
4.6 發展熱擠壓、高速擠壓等技術
由于一些特種金屬材料強度極高,對擠壓絲錐的使用壽命影響較大,所以發展熱擠壓工藝對特殊材料進行預熱處理,再進行等溫加工,會大幅降低擠壓難度。雖然內螺紋冷擠壓的加工效率已經是切削攻絲的2~3倍,但是生產節奏日漸高速化,內螺紋冷擠壓的加工速度也需要提高[33]。
5 結語
隨著制造業對加工精度、螺紋連接強度等的要求越來越高,內螺紋冷擠壓凈成形工藝將被應用到更多的領域。與切削內螺紋相比,冷擠壓內螺紋的強度更高、精度更好、使用壽命更長,內螺紋的加工效率也更高,經濟效益明顯。冷擠壓內螺紋的高強度、高精度、高壽命等一系列的優點可以滿足大多數工作場景的需求。
許多國外的生產廠家在擠壓絲錐的制造技術方面已經積累了大量的經驗,其生產的高性能擠壓絲錐幾乎占據了國際市場的所有份額。國內的內螺紋冷擠壓技術起步較晚,總體水平落后于國外,但隨著越來越多的中國學者對此技術進行研究,內螺紋冷擠壓技術已經逐漸接近先進水平。
由于內螺紋冷擠壓技術在眾多場合應用廣泛,將會有越來越多的學者對其進行研究、開發。內螺紋冷擠壓凈成形工藝將會朝向寬應用、高精度、高質量、高效率的方向發展。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
