煙包模具的機械精度要求與維修要點分析
2021-09-04 01:48:24金葉南
設備管理與維修 2021年15期
金葉南
(湖南福瑞印刷有限公司,湖南長沙 410100)
0 引言
在煙包印刷中,卷筒紙由凹印機印刷后,經過中間的燙金、二維碼印制等工序,最后進入離線模切機模切成為單個煙包。模具是離線模切機將紙卷模切成形的關鍵工作單元,是一種高精度、難維護、難調校、常需拆卸的機械組件(圖1)。質量上,要求煙包四周切邊光滑無紙毛紙灰,毛巾刃直角邊切透,小飛機處不帶廢;工藝上要求煙包無大小張,套印準確;刀刃耐磨損。因此,模具很大程度上制約機器運行速度和產品質量。模具圖案拼版方式有多種,現以2×8 煙包小盒為例進行闡述,分析其機械精度要求和維修要點,供同行參考。

圖1 2×8 煙包小盒模具
1 模具結構
模具為獨立的工作單元,通常由上輥、下輥、滾枕、機架、齒輪組等部件組成(圖2)。上輥與下輥兩端軸頭分別為2 個32016 軸承背靠背安裝,軸承安裝于軸承座孔內,然后與軸承座一起安裝于機架上;上、下機架通過其中間定位銷定位后,由4 根彈性拉桿鎖緊;滾枕安裝于上、下輥輥體兩端并貼緊,上、下輥由齒輪組帶動實現同步轉動。刀塊表面刻出刀刃,安裝于上輥表面相應的凹槽并拼成煙包形狀;下輥輥體表面加工M4 的螺紋孔,以安裝清廢針,輥體表面鍍硬鉻60 HRC。
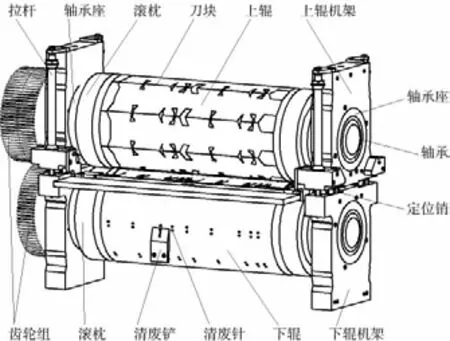
圖2 模具結構
(2)更換新的聯軸器符合過渡配合。設備開啟后軸頭泵振動符合標準范圍。
2 關鍵部位機械精度要求
2.1 上、下輥
上、下輥選用40Gr,經鍛造成形后,自然時效1 年以上,加工時做調質處理24~26 HRC,以減少加工變形。上輥刀塊凹槽需有粗、半精、精三道銑削工序,并保證寬度尺寸公差為0~0.015 mm、深度公差0~0.05 mm。下輥表面淬火55 HRC 后,表面鍍硬鉻,鉻層厚0.03~0.05 mm;清廢針螺紋孔M4 深度9±0.1 mm。
2.2 機架與機架組件
本部分包括機架、軸承座、拉桿、定位銷等;機架選用45#鋼,采用鍛壓和調質熱處理以改善其金相組織,減少成品變形。軸承座選用40Gr,并做調質處理30 HRC。機架內孔與軸承座配合為Φ170(H6/js5),加工時實配間隙為0.015~0.025 mm;軸承座內孔與軸承外圈配合為Φ125(H5/js6),裝配時選用合適的軸承,使其齒輪端實配間隙為0.005~0.01 mm,另一端為游動端,實配間隙為0.01~0.02 mm;上、下機架銷孔與定位銷配合為Φ20(H7/k6)。拉桿為Φ9 細長軸,45#鋼調質處理28 HRC。
2.3 刀塊
刀塊選用瑞士進口材料,采用專爐熱處理后表面淬火硬度60±1 HRC,其外周尺寸公差0~-0.015 mm(圖3)。刀刃高度1.3~1.6 mm,并采用復合角形式,刀刃頂部角度取55°、根部取45°;刃線寬度0.03~0.05 mm,新刀取0.03 mm 為宜。
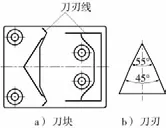
圖3 刀塊與刀刃
2.4 清廢鏟與清廢針
清廢鏟與清廢針均為易損件(圖4)。清廢針依次由扎針部分、六方、螺紋三部分組成,安裝于下輥表面M4 螺孔內,扎針露出輥體表面,采用不銹鋼材料,M4 螺孔深9 mm,六方+螺紋的長度8.7 mm,安裝時確保六方不高于輥體表面。清廢鏟采用優質黃銅,安裝時保證其底面與下輥表面相切,刃口緊貼輥體并確保間隙b=0.03~0.05 mm,避免與輥體表面摩擦而損壞鉻層;清廢鏟槽口兩側與清廢針均保證間隙a=0.2 mm。
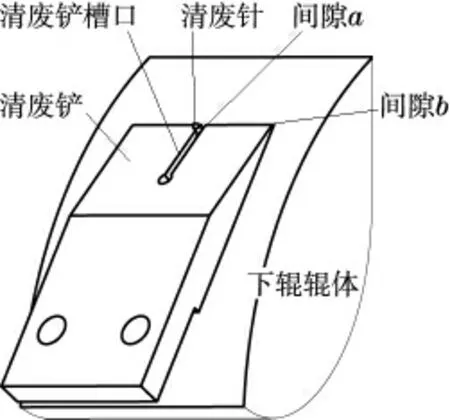
圖4 清廢鏟與清廢針
2.5 各部件裝配后整體精度
上輥部分:滾枕跳動≤0.01 mm,刀刃跳動≤0.005 mm。下輥部分:滾枕跳動≤0.01 mm,輥體表面跳動≤0.005 mm。上輥刀刃與下輥表面間隙0.002~0.003 mm。
3 實際問題與維修要點分析
模具在實際運行中,常表現出的問題有紙毛、紙灰、粘連、未切透、大小張等質量問題,以及刀刃崩裂、清廢針帶廢、刀刃線偏斜、局部未切透、連接點、清廢針斷裂、下輥表面掉鉻等機械問題。質量問題一般是模具日常使用的漸變過程,主要由刀塊加工和修磨工藝決定;機械問題一般由于各部件尺寸精度、形位精度、磨損、間隙變大、裝配精度等因素引起。
3.1 軸承、軸承座、機架
軸承、軸承座、機架三者是保證模具精度與正常工作的基礎件,當模具表現出振動大、刀刃異常磨損、下輥輥體表面鉻層出現線條壓痕等現象,則需考慮三者配合面磨損值超差。軸承座外圓與機架內孔間呈上下方向對稱磨損,此處間隙≥0.05 mm,則修磨機架內孔,軸承座外圓實配加工并保證設計間隙;齒輪端軸承為軸向定位安裝,其外圈與軸承座內孔間磨損較小,但游動端因間隙較大而致使磨損也大,當此處間隙≥0.04 mm,則需要更換軸承座和軸承。
3.2 機架、定位銷、拉桿
機架銷孔、定位銷之間的磨損是造成刀刃線偏斜、上輥刀刃與下輥表面間隙不能調平整的重要原因。定位銷與銷孔為小間隙過渡配合,是上輥刀刃與下輥軸線對中的關鍵點,維修時此處常被忽視。當二者配合間隙≥0.05 mm,則需要修正銷孔,并實配定位銷,保證設計間隙。
拉桿是將上、下輥通過機架鎖緊的部件,受力部位為Φ9細長軸,其作用是保證模具模切壓力,并力求壓力穩定。因為模切力不連續,拉桿表現為脈動式受力,承受交變載荷,容易疲勞。模具裝配時,用專用工具測量其受力后的伸長量為0.45 mm 即可。維修時,應反復測量其自由長度與受力后的伸長量,以確定拉桿是否疲勞。一般在模具運轉2000 萬轉時可以更換新拉桿。
3.3 刀塊
一方面,刀塊的損壞有兩種情況:①刀刃突然崩裂,為保證刀刃足夠的強度,刀刃截面采取復合角形式,根部采用45°夾角,確保刀刃寬度不過寬,頂部為55°夾角,確保刀刃耐磨,同時刀刃高度在1.3~1.6 mm,確保刀刃在切紙時能承受較大的折彎力矩,減少根部彎曲應力;②漸進式磨損,這屬于正常磨損,一般需要送修或加工新刀。
另一方面,刀塊與輥體刀塊凹槽的配合:當其表面刀刃與相鄰刀塊刀刃相連成一條刀刃線時為小間隙配合,一般為0.01~0.02 mm,否則兩刀刃相連處間斷點間距大,模切時煙包上留有連接點甚至出現切不斷的現象;如果此處為小過盈配合,相鄰刀刃受擠壓,刃尖將因此而崩裂受損。
3.4 清廢鏟與清廢針
清廢鏟與清廢針安裝不正確,將使二者磨損過大過快,是模具異常損壞的關鍵點。常表現為模具帶廢,廢紙再次進入模切區,廢紙與待模切紙張疊加,刀刃因受到突變且倍增的切斷力而被壓壞甚至崩刀。安裝時,注意將清廢針擰緊、六方擰緊部位不高于輥體表面、不歪斜、扎針尖鋒利不卷曲;同時確保扎針與清廢鏟槽口兩側間隙a=0.2 mm,當槽口磨損時兩側間隙a≥1.0 mm 時,應更換新清廢鏟。清廢鏟一般存在刃口缺口、刃口不平正、槽口寬度太寬等問題,安裝時其底面與輥體表面相切、刃口緊貼輥體、間隙b=0.03~0.05 mm。清廢鏟與清廢針需要常檢查、常更換。
4 總結
模具作為一個工作單元,組成部件多,影響模具精度和使用壽命的因素也很多。維修過程中,不僅需檢測單個部件精度是否符合要求,還應規范裝配,保證各配合部位合理的間隙;不能僅關注刀刃、輥體表面的磨損,還應檢查機架、軸承等運轉部件的磨損量。只有嚴格控制過程參數,模具維修和使用才能邁上更高的臺階。