三工位氣動機械手設計
2021-09-03 18:27:17錢正華
今日自動化 2021年6期
錢正華
[摘 ? ?要 ]針對凸輪片淬火機床上料機械手抓取效率低、定位精度差等問題,文章設計了一種三工位氣動機械手,抓取時夾緊凸輪片內徑,利用一套柔性定位裝置,實現凸輪片的精確定位,通過將三套夾具集裝在一個懸臂上,實現凸輪片的高效抓取。
[關鍵詞]凸輪片;機械手;三工位;氣動;柔性
[中圖分類號]TS203 [文獻標志碼]A [文章編號]2095–6487(2021)06–00–02
[Abstract]Aiming at the problems of low grasping efficiency and poor positioning accuracy of the feeding manipulator of the cam piece quenching machine tool, this paper designs a three-station pneumatic manipulator, which clamps the inner diameter of the cam piece during grasping, and uses a set of flexible positioning device to realize the cam The precise positioning of the cams can be achieved by integrating three sets of fixtures on a cantilever to achieve efficient grasping of the cams.
[Keywords]cam piece; manipulator; three-station; pneumatic; flexibility
隨著科學技術的發展以及人們對于產品品質的更高追求,制造自動化已經成為企業提高產品質量、參與國際市場競爭的必要條件,是制造業發展的必然趨勢[1]。機械手廣泛應用于工業自動化生產線中物料的抓取和投放,使用合適的機械手不僅可以提高加工精度,提高生產效率,而且還可以減輕勞動強度。
目前,凸輪片淬火機床普遍使用單工位機械手,該機械手對工件定位要求高,用在自動化生產線中需要人工干預的概率高。隨著用工成本的增加和競爭的加劇,各企業對生產成本和加工效率要求也隨之提高,因此設計一套高效、高精度的機械手就迫在眉睫。本文設計的三工位氣動機械手不僅可以保證抓取上料精度,減少人工干預概率,而且抓取效率亦比用單工位機械手提高了3倍。
1 三工位氣動機械手的設計方案
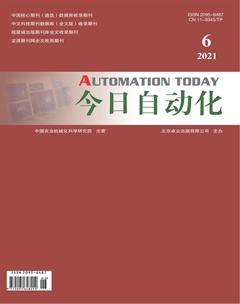
凸輪片厚度12~16 mm外形如圖1所示,可以看出,不同種類的凸輪片外形輪廓差異較大,但內孔形狀和尺寸基本相同。氣動機械手形式多樣,而氣動手指是目前氣動機械手在抓取技術中應用最普遍的方式之一[2],因此可通過內撐式氣動手指抓取凸輪片內徑。
本機械手的主要任務是將自動輸送過來的三件“等間距”、非精確定位工件抓走,由于輸送過來的工件只通過擋板簡單定向,凸輪處并不區分前后,對于工件2和4,三件工件內圓的中心的間距并不完全等距,需要機械手有一定的行程,既能保證三工位機械手同時伸入凸輪內徑,又能夾緊凸輪片,保證同時抓取三件工件。
凸輪片淬火前,工件為鍛造件,內孔有一定錐度,且尺寸上下制造公差較大,達到±0.4 mm,但淬火機床要求機械手抓取的工件必須等距且不得有傾斜,考慮到機械手適用的凸輪片厚度不同,因此機械手需設置柔性定位裝置。
2 機械手結構及主要參數的確定
2.1 機械手的結構
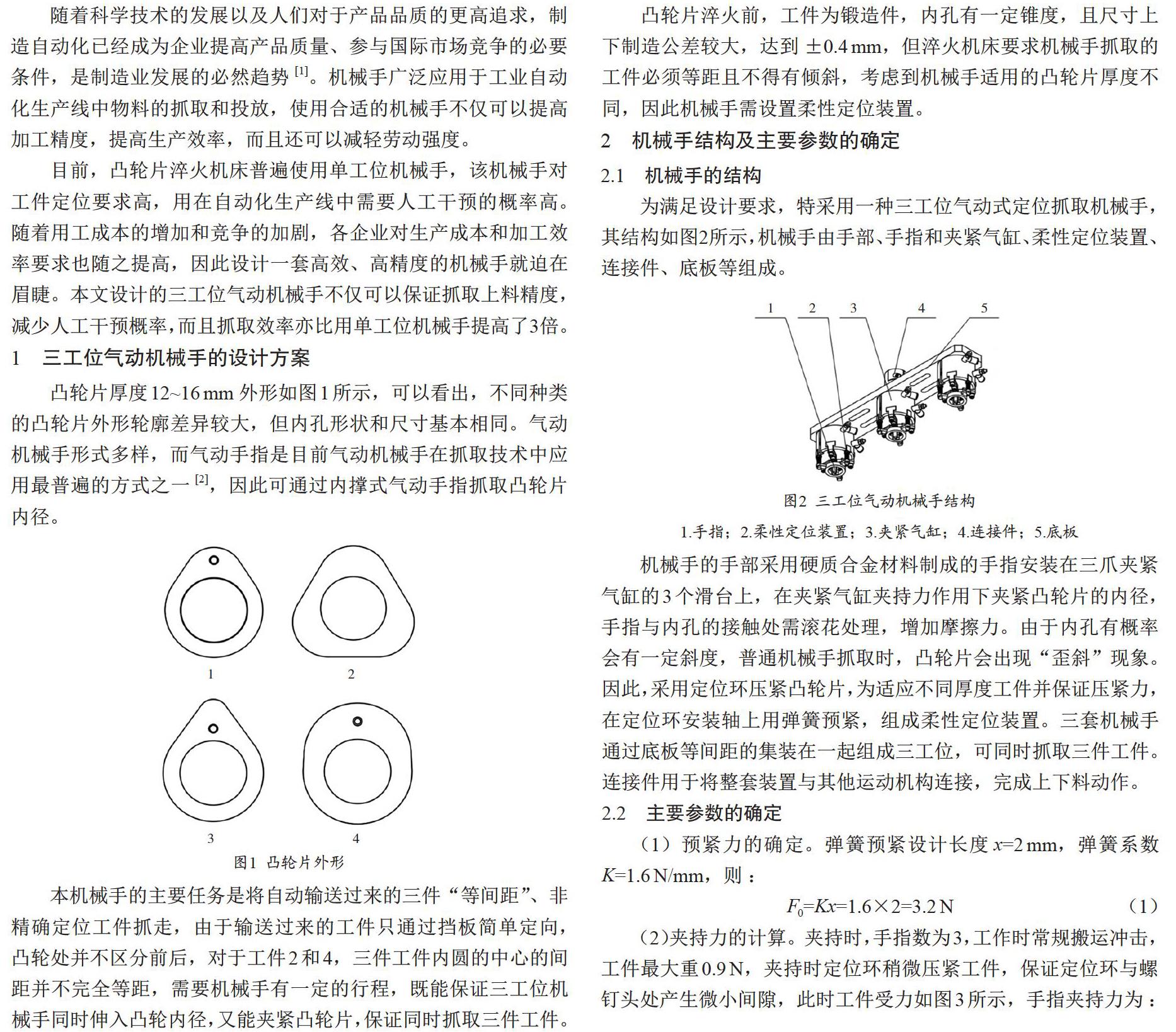
為滿足設計要求,特采用一種三工位氣動式定位抓取機械手,其結構如圖2所示,機械手由手部、手指和夾緊氣缸、柔性定位裝置、連接件、底板等組成。
機械手的手部采用硬質合金材料制成的手指安裝在三爪夾緊氣缸的3個滑臺上,在夾緊氣缸夾持力作用下夾緊凸輪片的內徑,手指與內孔的接觸處需滾花處理,增加摩擦力。由于內孔有概率會有一定斜度,普通機械手抓取時,凸輪片會出現“歪斜”現象。因此,采用定位環壓緊凸輪片,為適應不同厚度工件并保證壓緊力,在定位環安裝軸上用彈簧預緊,組成柔性定位裝置。三套機械手通過底板等間距的集裝在一起組成三工位,可同時抓取三件工件。連接件用于將整套裝置與其他運動機構連接,完成上下料動作。
2.2 主要參數的確定
(1)預緊力的確定。彈簧預緊設計長度x=2 mm,彈簧系數K=1.6 N/mm,則:
F0=Kx=1.6×2=3.2 N (1)
(2)夾持力的計算。夾持時,手指數為3,工作時常規搬運沖擊,工件最大重0.9 N,夾持時定位環稍微壓緊工件,保證定位環與螺釘頭處產生微小間隙,此時工件受力如圖3所示,手指夾持力為:
式(2)中,F為夾持力(N);α為余裕率,a=4;G為工件重量(N);μ為摩擦系數,取0.4;F0為彈簧預緊力。
將上述各值代入(2)可得夾持力F=35 N。
(3)扭矩驗算。當凸輪片內孔有一定斜度時,3個手指與凸輪片內徑接觸位置不同,產生扭矩,從而迫使凸輪片發生傾斜。發生傾斜趨勢時,由于扭矩作用,一側彈簧當量伸長Δx,碰到預緊定位端,此時該側彈簧對工件的作用力為零;另一側彈簧當量縮短Δx,在預緊力作用下,該側彈簧對工件的作用力抵抗工件傾斜,為使Δx足夠小需滿足:
F0L≥Fh (3)
式(3)中,L為預緊力的力臂,L=40 mm;h為夾持力的力臂,h=3 mm。
代入驗算可得128 N·mm≥105 N·mm,滿足要求。
(4)參數的確定。根據以上計算,確定氣動三工位機械手的主要參數。①夾緊氣缸:缸徑50 mm×行程8 mm。②氣缸手指數:3。③氣源壓力:0.4 MPa。④彈簧線徑:0.8 mm。⑤彈簧長度:18 mm。⑥彈簧螺距:1.8 mm。⑦定位方式:柔性定位。
3 氣動系統
機械手的三工位三爪氣缸由各自的電磁閥獨立控制,同時完成夾緊或松開動作,亦可單獨完成相應動作。氣動系統設有壓力反饋,系統原理如圖4所示。
4 控制系統
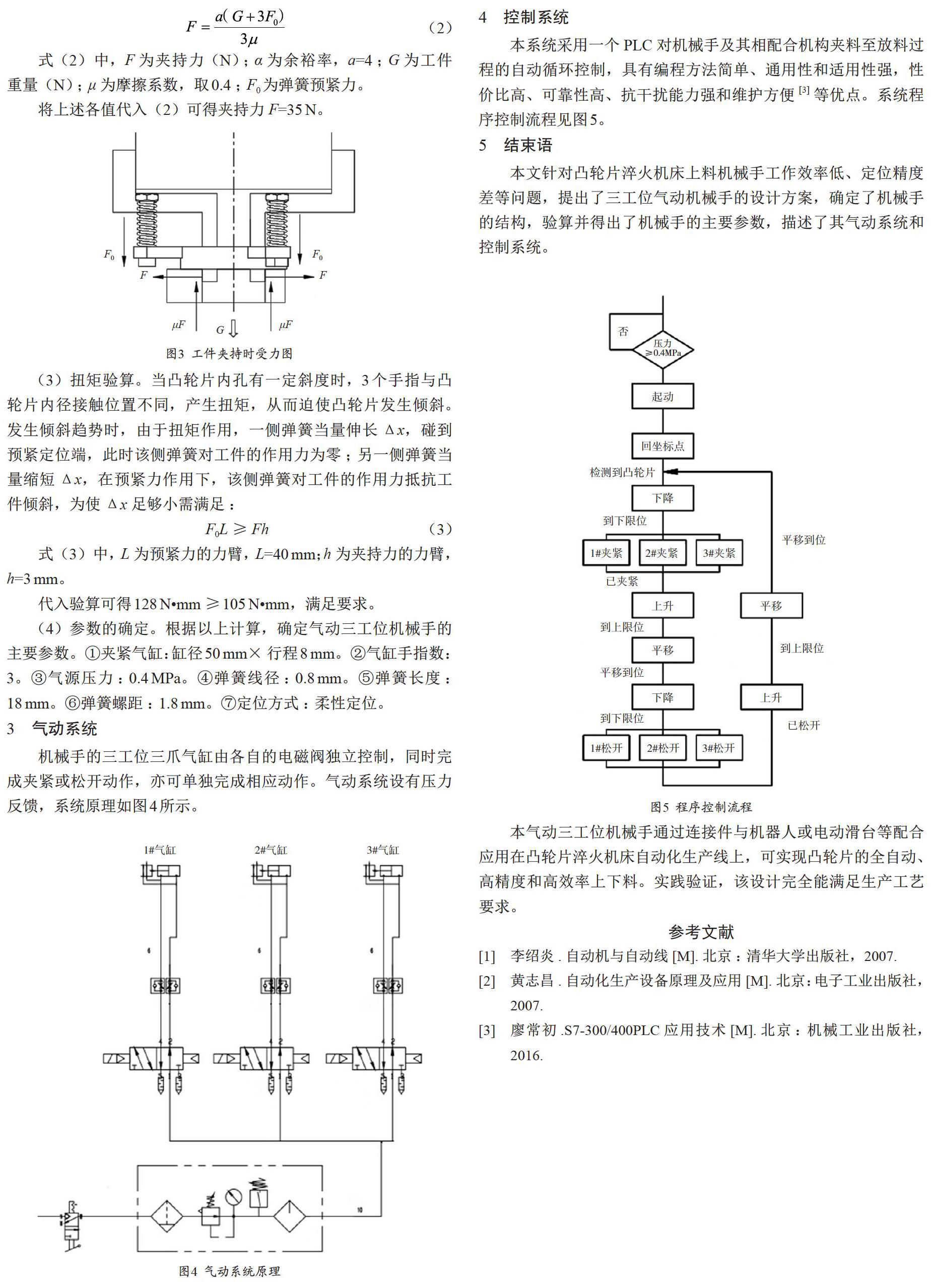
本系統采用一個PLC對機械手及其相配合機構夾料至放料過程的自動循環控制,具有編程方法簡單、通用性和適用性強,性價比高、可靠性高、抗干擾能力強和維護方便[3]等優點。系統程序控制流程見圖5。
5 結束語
本文針對凸輪片淬火機床上料機械手工作效率低、定位精度差等問題,提出了三工位氣動機械手的設計方案,確定了機械手的結構,驗算并得出了機械手的主要參數,描述了其氣動系統和控制系統。
本氣動三工位機械手通過連接件與機器人或電動滑臺等配合應用在凸輪片淬火機床自動化生產線上,可實現凸輪片的全自動、高精度和高效率上下料。實踐驗證,該設計完全能滿足生產工藝要求。
參考文獻
[1] 李紹炎.自動機與自動線[M].北京:清華大學出版社,2007.
[2] 黃志昌.自動化生產設備原理及應用[M].北京:電子工業出版社,2007.
[3] 廖常初.S7-300/400PLC應用技術[M].北京:機械工業出版社,2016.