基于ABAQUS軟件的海底電纜反應(yīng)力錐切削仿真及切削參數(shù)優(yōu)化
2021-09-03 09:41:30曲愛(ài)濤高常青吳紹聰
關(guān)鍵詞:優(yōu)化
曲愛(ài)濤, 高常青, 余 超, 吳紹聰, 楊 波
(濟(jì)南大學(xué) 機(jī)械工程學(xué)院, 山東 濟(jì)南 250022)
反應(yīng)力錐的切削是大長(zhǎng)度海底電纜在制作軟接頭時(shí)的重要工序, 具體操作是將絕緣層切削成錐狀, 預(yù)留足夠長(zhǎng)度的銅導(dǎo)線。 目前反應(yīng)力錐主要依靠人工進(jìn)行切削, 隨著海底電纜等級(jí)的提高, 截面絕緣層加厚, 人工切削效率低下。 為了提高切削效率, 相關(guān)切削設(shè)備逐漸涌現(xiàn)。 趙謙益[1]研究了雙刀切削絕緣錐套的加工方式, 在加工絕緣錐套時(shí), 先對(duì)錐面進(jìn)行粗車(chē),然后采取雙刀對(duì)稱(chēng)的方式細(xì)車(chē);該方式能夠解決單面切削時(shí)因受切削力影響而造成錐套變形的問(wèn)題,但是車(chē)刀的材料去除效率較低,不適用于大截面反應(yīng)力錐的切削。邢忠海等[2]設(shè)計(jì)了電纜切削裝置,包括驅(qū)動(dòng)機(jī)構(gòu)和切削機(jī)構(gòu),切削機(jī)構(gòu)包括圓筒狀的連接段和錐狀的切削段,切削段的內(nèi)壁上設(shè)有至少1個(gè)刀片,另一端與驅(qū)動(dòng)機(jī)構(gòu)相連并設(shè)有手持機(jī)構(gòu);與現(xiàn)有人工相比,切削出的反應(yīng)力錐的表面形狀更加規(guī)則,但是仍需要人工保持裝置的平衡。姚德利[3]設(shè)計(jì)了一種新型反應(yīng)力錐剝切器,主要結(jié)構(gòu)由刀體、手柄、刀片、調(diào)節(jié)螺母等組成;刀片能夠靈活調(diào)節(jié),用于切削不同尺寸的反應(yīng)力錐;設(shè)備優(yōu)勢(shì)在于適應(yīng)性較好,可以切削多種規(guī)格的電纜,但是切削力仍由人工控制。綜合分析已有的切削裝置,大都以刀片、車(chē)刀為切削末端配合人工輔助操作,切削力由人工控制,切削表面質(zhì)量易受人工影響。
作為切削設(shè)備的執(zhí)行端,切削刀具的選擇及切削力的穩(wěn)定性尤為重要。合適的切削方式不僅能提高切削效率,還能改善反應(yīng)力錐表面質(zhì)量。本文中通過(guò)分析反應(yīng)力錐的形狀及材料性能,選擇合適的切削刀具及切削方式。采用ABAQUS軟件的顯式模塊,對(duì)切削過(guò)程中所需要的扭矩進(jìn)行仿真,并建立切削力響應(yīng)曲面模型,選取合適的切削參數(shù),保證切削過(guò)程的平穩(wěn)性。
1 反應(yīng)力錐
1.1 反應(yīng)力錐結(jié)構(gòu)
海底電纜是用絕緣材料包裹的電纜,鋪設(shè)在海底,主要用于水下大功率電能的傳輸[4]。在制作接頭之前,需要將電纜端部絕緣層切削成錐狀,切削出的反應(yīng)力錐表面要求形狀規(guī)整。如果切削表面存在缺陷,在電場(chǎng)影響下極易形成放電通道,導(dǎo)致表面放電,進(jìn)而造成擊穿[5-6]。圖1所示為切削后的海底電纜反應(yīng)力錐結(jié)構(gòu)。
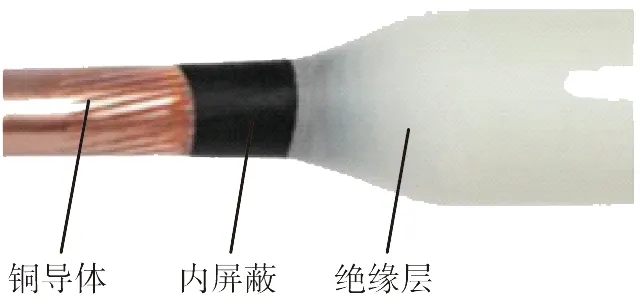
圖1 切削后的海底電纜反應(yīng)力錐結(jié)構(gòu)
反應(yīng)力錐的表面形狀理論上是復(fù)對(duì)數(shù)曲線。在實(shí)際的工廠切削中,不易切削出復(fù)雜曲線,因此企業(yè)規(guī)定了一定的工藝尺寸,由直線代替反應(yīng)力錐曲線。
1.2 絕緣層材料性能
海底電纜絕緣層一般采用交聯(lián)聚乙烯(XLPE)材料。絕緣材料XLPE的應(yīng)力-應(yīng)變曲線如圖2所示。從圖中可以看出,應(yīng)力-應(yīng)變曲線分為彈性區(qū)和塑形區(qū)2個(gè)部分,彈性區(qū)對(duì)應(yīng)曲線剛開(kāi)始階段,應(yīng)變基本不變,應(yīng)力急速增大,在應(yīng)力為12 MPa時(shí)進(jìn)入塑性區(qū)。塑性區(qū)內(nèi)的應(yīng)力-應(yīng)變關(guān)系較復(fù)雜,試樣先后經(jīng)歷應(yīng)變軟化、細(xì)頸及趨向硬化的過(guò)程。最后在應(yīng)力為24 MPa時(shí),試樣被拉斷,對(duì)應(yīng)的應(yīng)力即為拉伸強(qiáng)度[7]。
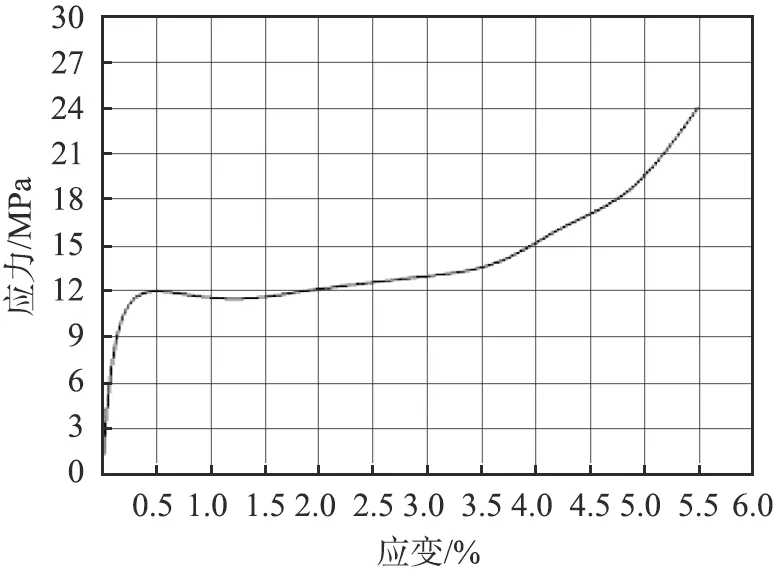
圖2 絕緣材料交聯(lián)聚乙烯的應(yīng)力-應(yīng)變曲線
2 切削方案制定
2.1 刀具選取
XLPE屬于熱固性材料,加熱后不易熔化。切削熱固性材料與切削脆性金屬的過(guò)程類(lèi)似,切屑變形時(shí)不存在塑性變形區(qū),切屑呈崩碎狀[8]。由于塑料的導(dǎo)熱系數(shù)較小,切削時(shí)產(chǎn)生的熱量不能及時(shí)散發(fā),熱量容易聚積于刀刃,因此對(duì)于XLPE材料的切削,宜采用前角較大的刀刃工具,并且刀具材料選用導(dǎo)熱系數(shù)大的高速工具鋼[9-10]。
由于海底電纜本身質(zhì)量大,不能回轉(zhuǎn),因此需要刀具本身進(jìn)行自轉(zhuǎn)和公轉(zhuǎn)才能完成反應(yīng)力錐的切削。考慮到切削效率以及刀具散熱問(wèn)題,選擇圓柱形銑刀以及周銑的方式進(jìn)行切削反應(yīng)力錐。圖3所示為齒數(shù)為12的圓柱形銑刀的主視圖與側(cè)視圖。
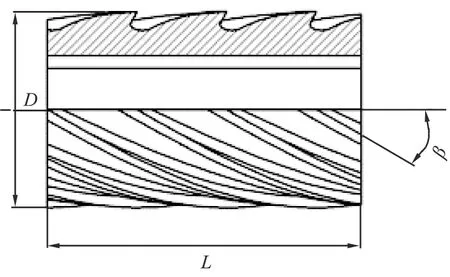
(a)主視圖
圓柱形銑刀具有刀齒多、刀刃前角大、刀刃總長(zhǎng)度大、多刃旋轉(zhuǎn)切削溫度低等特點(diǎn)。切削方式采用更容易切下切削層的順銑方式,切削過(guò)程中切削層厚度由大到小,刀齒磨損較少,在保證反應(yīng)力錐表面質(zhì)量的同時(shí)提高刀具耐用度[11]。
2.2 切削方式確定
切削反應(yīng)力錐過(guò)程中應(yīng)避免刀具傷及線芯。 線芯出現(xiàn)損傷后, 在實(shí)際應(yīng)用時(shí)會(huì)導(dǎo)致電荷集中, 劣化接頭電氣性能, 同時(shí)綜合考慮切除效率以及反應(yīng)力錐的形狀, 因此切削形式采用螺旋進(jìn)給的切削方式, 如圖4所示。 在切削絕緣過(guò)程中, 刀具轉(zhuǎn)速為n, 刀具軸線與海底電纜軸線夾角固定并圍繞電纜旋轉(zhuǎn), 轉(zhuǎn)速為ω, 同時(shí)沿海底電纜軸線螺旋進(jìn)給, 進(jìn)給速度為v。
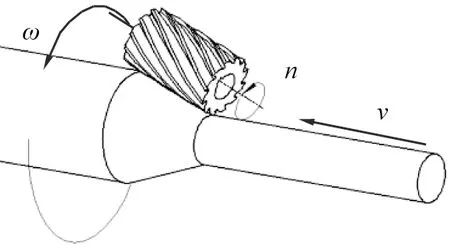
v—軸向進(jìn)給速度; n—刀具轉(zhuǎn)速; ω—回轉(zhuǎn)角速度。
3 基于ABAQUS軟件的切削仿真
3.1 切削力分析
在刀具總切削過(guò)程中,主運(yùn)動(dòng)的回轉(zhuǎn)軸線所產(chǎn)生的扭矩為切削力,直接影響著工件質(zhì)量、刀具壽命、機(jī)床動(dòng)力消耗等因素。切削力的變化通常與很多因素有關(guān),不同的切削參數(shù)以及工件曲率的變化均對(duì)刀齒的進(jìn)刀角、退刀角和切削厚度造成影響,進(jìn)而影響切削力的大小。研究切削用量的優(yōu)化選擇對(duì)減小切削力具有重要的指導(dǎo)意義[12-14]。
圓柱形銑刀切削過(guò)程中的切削力如圖5所示。銑削力R為主切削力,正交分解為R1、R2,R1、R2分別為工件對(duì)刀具的支撐力、進(jìn)給抗力[15-16]。
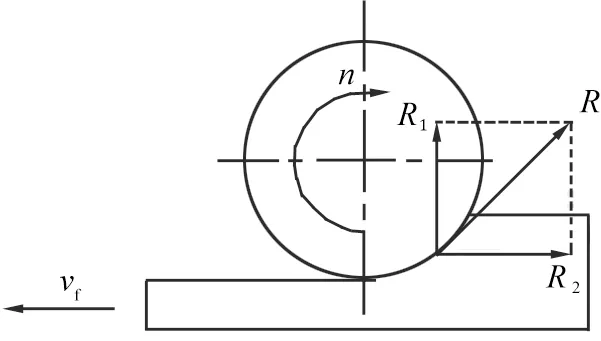
vf—工件速度; R—主切削力; R1、 R2—主切削力的正交分力; n—刀具轉(zhuǎn)速。
3.2 有限元模型建立
利用Solidworks軟件建立三維模型,并將模型導(dǎo)入ABAQUS軟件。在切削過(guò)程中,刀具切削寬度逐漸增大,當(dāng)切削寬度最大,即完全切出錐體時(shí),切削力達(dá)到穩(wěn)定,并且取得最大值。本文中直接建立海底電纜切削力達(dá)到穩(wěn)定時(shí)的有限元模型。
建立有限元模型基于以下假設(shè)條件: 1)不考慮工件和刀具的振動(dòng); 2)不考慮切削溫度對(duì)切削力的影響; 3)忽略加工過(guò)程中受溫度導(dǎo)致的材料屬性變化。
建立的切削反應(yīng)力錐有限元模型如圖6所示。刀具為解析剛體,工件設(shè)定為可變形體。建立參考點(diǎn)及刀具坐標(biāo)系,以便于施加邊界條件及輸出切削扭矩。

圖6 海底電纜切削反應(yīng)力錐有限元模型
3.3 材料塑性定義
XLPE絕緣材料參數(shù)如下:密度為1 400 kg/m3,泊松比為0.38,屈服應(yīng)力為12.2 MPa。
分別定義ABAQUS軟件中材料的彈性和塑性,塑性定義中的應(yīng)變指塑性應(yīng)變,需要用真實(shí)應(yīng)力-應(yīng)變曲線中的應(yīng)變減彈性應(yīng)變得到。一般地,在材料試驗(yàn)測(cè)試時(shí),測(cè)出的試驗(yàn)曲線是名義應(yīng)力-應(yīng)變曲線,真實(shí)應(yīng)力應(yīng)變可由圖2中名義應(yīng)力-應(yīng)變曲線轉(zhuǎn)換得到[17]。
真實(shí)應(yīng)變?chǔ)排c名義應(yīng)變?chǔ)舗om之間的關(guān)系為
ε=ln(1+εnom)
。
(1)
真實(shí)應(yīng)力σ、 名義應(yīng)力σnom與名義應(yīng)變?chǔ)舗om之間的關(guān)系為
σ=σnom(1+εnom)
。
(2)
選用剪切破壞(shear damage)定義材料失效準(zhǔn)則。輸入相應(yīng)的斷裂應(yīng)變、剪切應(yīng)力率和應(yīng)變比率,損傷演化的類(lèi)型為位移,給定值為0,表示一旦有損傷萌生即判定單元失效。材料剪切失效的剪切應(yīng)力率θs為
θs=(q+kspq)/τmax
,
(3)
式中:q為Mises等效應(yīng)力;ks為剪切應(yīng)力系數(shù);p為靜水壓力;τmax為最大剪切應(yīng)力。
3.4 網(wǎng)格劃分
圖7所示為圓柱形銑刀及海底電纜反應(yīng)力錐模型的網(wǎng)格劃分。切削絕緣屬于顯式三維應(yīng)力分析,絕緣力錐采用四面體網(wǎng)格劃分,網(wǎng)格類(lèi)型選為C3D10M;以圓柱形銑刀作為殼體,采用三角形網(wǎng)格劃分,網(wǎng)格類(lèi)型選為R3D3;采用種子布局的方式進(jìn)行網(wǎng)格調(diào)整,將刀具與絕緣接觸面細(xì)化,以提高計(jì)算精度,縮短運(yùn)算時(shí)間。

圖7 圓柱形銑刀及海底電纜反應(yīng)力錐模型的網(wǎng)格劃分
3.5 邊界條件設(shè)定
采用圓柱形銑刀進(jìn)行銑削應(yīng)力錐時(shí),刀具的進(jìn)給是圍繞海底電纜的圓周運(yùn)動(dòng)。由于刀具與海底電纜軸線存在夾角,因此銑刀齒在各處的每齒進(jìn)給量不同,本文中涉及的每齒進(jìn)給量均為銑刀遠(yuǎn)離銅導(dǎo)端的每齒進(jìn)給量。XLPE材料的布氏硬度HB為100,質(zhì)地較軟。為了研究實(shí)際切削力受參數(shù)的影響變化,在圓柱形銑刀銑削相應(yīng)硬度材料的推薦參數(shù)的基礎(chǔ)上,擴(kuò)大研究范圍。確定參數(shù)的范圍如下:每齒進(jìn)給量fz(z為刀具齒數(shù))為0.10~0.30 mm, 切削速度為30~120 m/min, 本文中選取的圓柱形銑刀外徑為50 mm, 因此選擇轉(zhuǎn)速為200~800 r/min。綜合切削反應(yīng)力錐時(shí)切削效率及公件曲率,選擇側(cè)吃刀量研究范圍為2~6 mm[18-19]。
設(shè)定仿真切削初始參數(shù)如下:添加銑刀轉(zhuǎn)速為300 r/min,側(cè)吃刀量為6 mm,刀具進(jìn)給速度為0.011 61 m/s。 為了便于加載,將刀具進(jìn)給速度等效為海底電纜旋轉(zhuǎn)角速度,取值為0.27 rad/s。
3.6 仿真結(jié)果
基于ABAQUS軟件的切削仿真結(jié)果云圖如圖8所示,圖9所示為刀具切削過(guò)程中扭矩隨時(shí)間的變化。從圖9中可看出,刀具在時(shí)間步長(zhǎng)約為0.005 s時(shí)切入工件,在時(shí)間步長(zhǎng)為0.01 s時(shí),切削刃接觸長(zhǎng)度達(dá)到最大,并且切削扭矩趨于平穩(wěn),約為2.0 N·m。
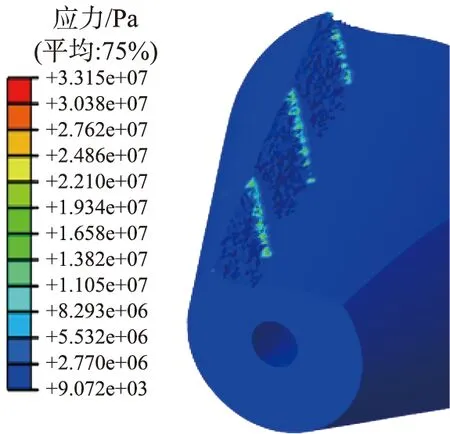
圖8 基于ABAQUS軟件的切削仿真結(jié)果云圖
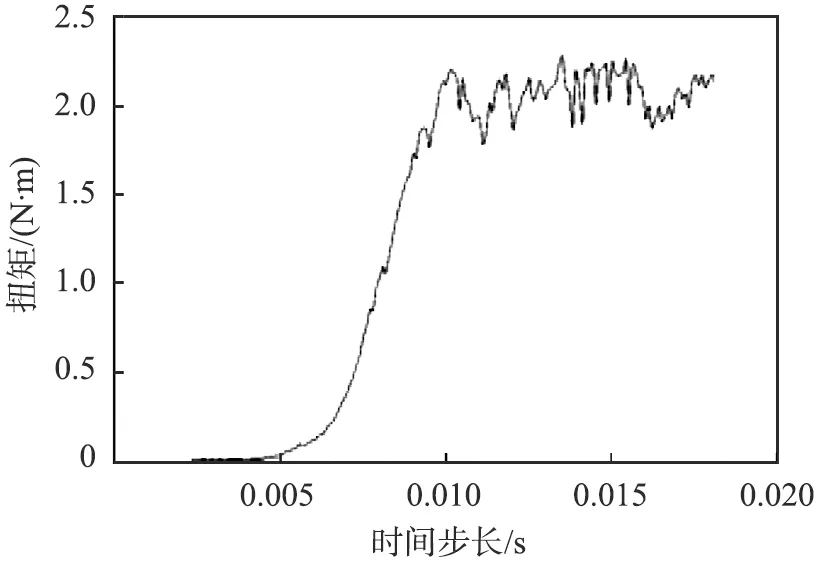
圖9 刀具切削過(guò)程中扭矩隨時(shí)間的變化
4 切削力的響應(yīng)曲面分析
4.1 響應(yīng)曲面模型建立
響應(yīng)面中存在對(duì)應(yīng)關(guān)系的試驗(yàn)點(diǎn)為(x1,x2,…,xi,y),其中i為試驗(yàn)因素個(gè)數(shù),y為響應(yīng)指標(biāo),本文中因素個(gè)數(shù)為3,響應(yīng)指標(biāo)為切削扭矩。選取試驗(yàn)點(diǎn)的原則有多種,本文中采用應(yīng)用較廣泛的中心復(fù)合設(shè)計(jì)取點(diǎn)法[20]。
根據(jù)3.5節(jié)中確定的參數(shù)研究范圍,計(jì)算各水平對(duì)應(yīng)的比例數(shù)值,建立因素水平表,如表1所示。
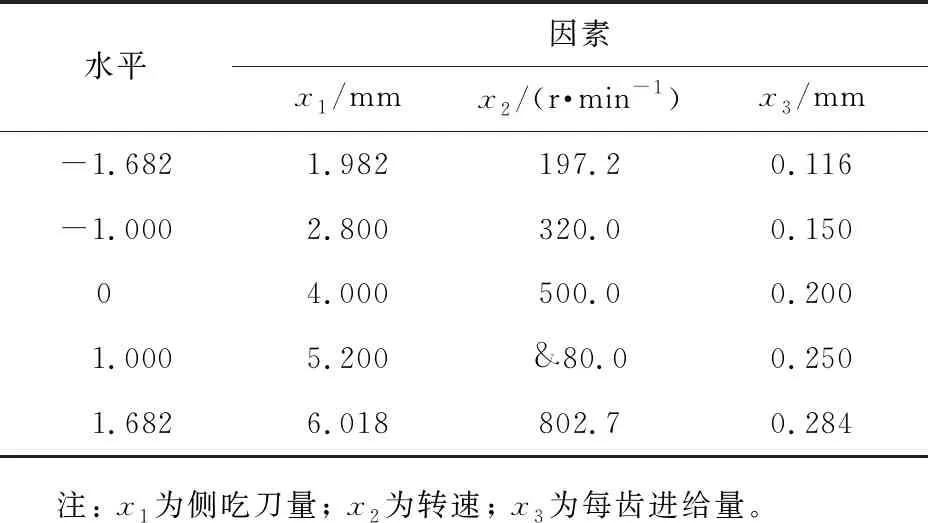
表1 切削力的響應(yīng)曲面因素水平設(shè)計(jì)
將表1導(dǎo)入Design-expert軟件,自動(dòng)生成試驗(yàn)設(shè)計(jì)方案。設(shè)計(jì)方案由6個(gè)軸點(diǎn)、 8個(gè)析因點(diǎn)、 6個(gè)中央點(diǎn)組成。共20組試驗(yàn)方案[21]。表2所示為各因素設(shè)計(jì)方案及仿真結(jié)果。
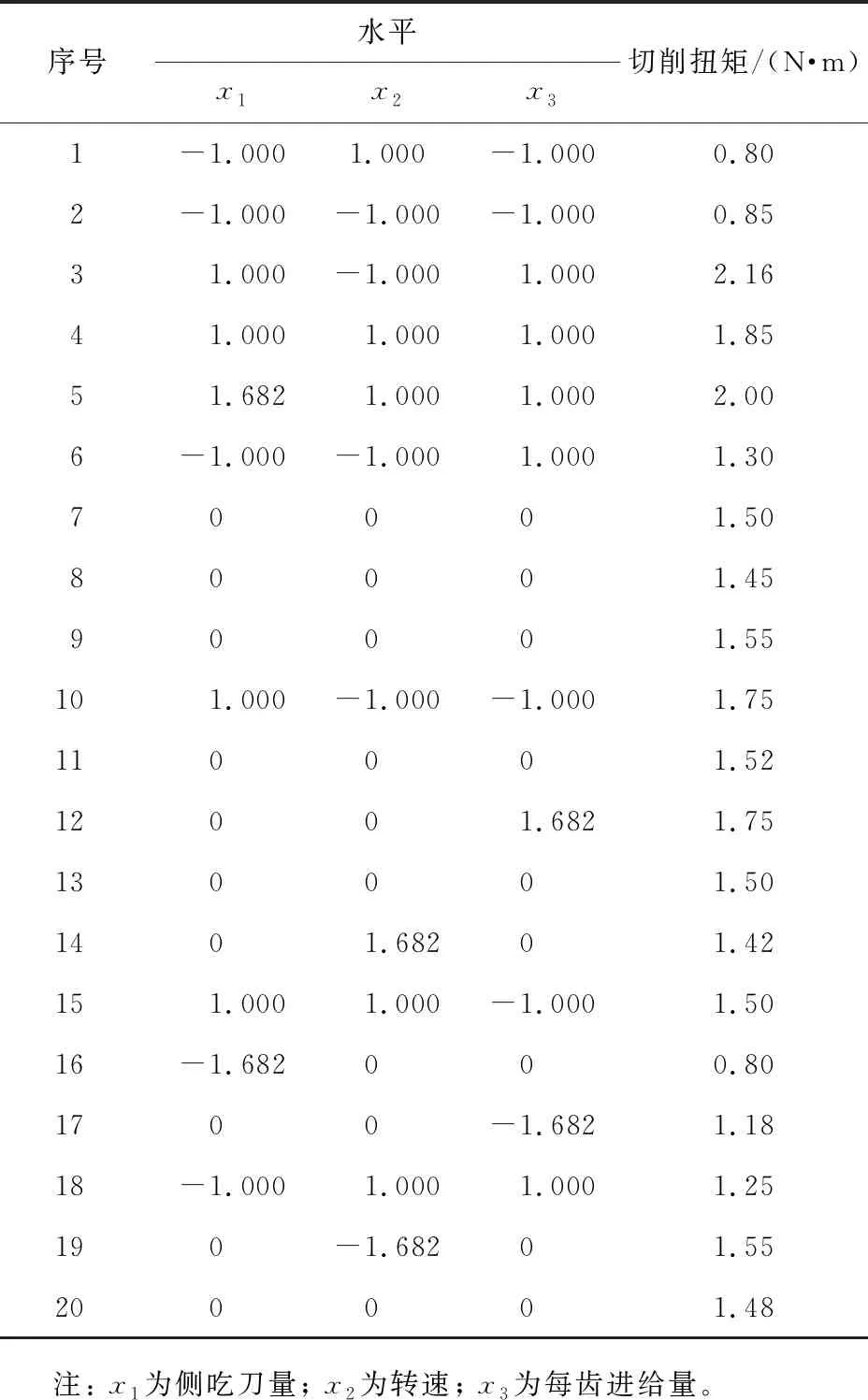
表2 各因素設(shè)計(jì)方案及仿真結(jié)果
利用Design-expert軟件對(duì)試驗(yàn)點(diǎn)進(jìn)行回歸分析,結(jié)果如表3所示。
分析表3中對(duì)應(yīng)項(xiàng)回歸關(guān)系顯著性檢驗(yàn)值p值,如果p≤0.05則該項(xiàng)對(duì)影響顯著;若p≤0.01,則該項(xiàng)對(duì)切削扭矩的影響極其顯著;若p>0.05,則該項(xiàng)對(duì)切削扭矩影響不顯著;一般將不顯著項(xiàng)剔除,重新進(jìn)行回歸分析[22]。表4所示為修正后回歸分析結(jié)果。
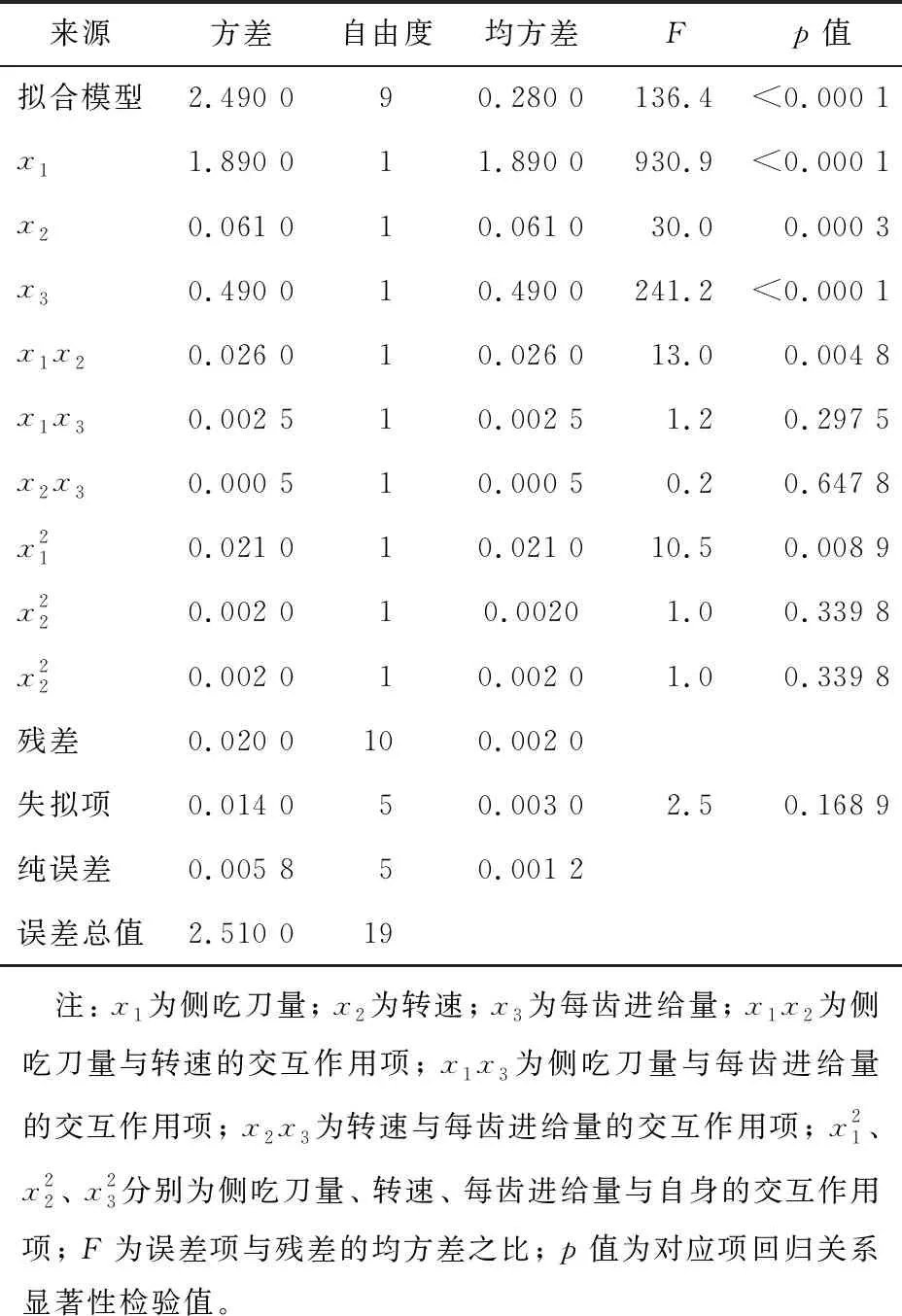
表3 切削力回歸分析結(jié)果
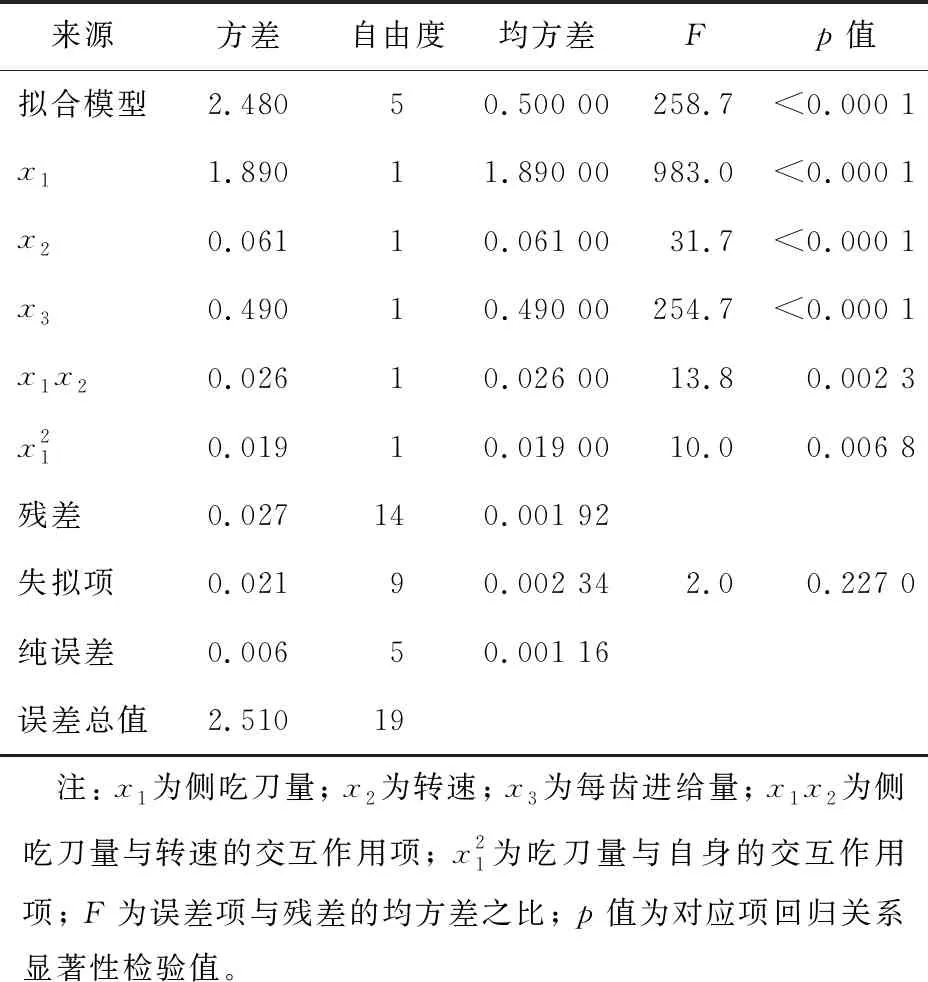
表4 修正后回歸分析結(jié)果
如果擬合模型中p≤0.05, 說(shuō)明切削扭矩與切削參數(shù)的回歸關(guān)系是顯著的; 如果p≤0.01, 說(shuō)明回歸關(guān)系是極其顯著的; 如果p>0.05, 說(shuō)明回歸關(guān)系是不顯著的, 建立的回歸方程不能用。 從表4中可以得出, 回歸方程擬合效果極其顯著, 回歸方程可用。
建立響應(yīng)值與自變量之間的擬合表達(dá)式,獲得切削扭矩的二次多項(xiàng)式回歸方程為
y1=1.48+0.37x1-0.067x2+
(4)
式中:x1為側(cè)吃刀量;x2為轉(zhuǎn)速;x3為每齒進(jìn)給量;y1為切削扭矩的擬合值。
由回歸分析的p值可得,各因子的貢獻(xiàn)率均很顯著,切削扭矩受切削參數(shù)影響顯著。圖10所示為單因素對(duì)切削扭矩的影響趨勢(shì)。從圖中可以看出,切削扭矩隨著每齒進(jìn)給量和側(cè)吃刀量的增加而增大,側(cè)吃刀量的影響更大。銑刀轉(zhuǎn)速對(duì)切削扭矩的影響最小,轉(zhuǎn)速增大時(shí)切削扭矩略有減小。各因素對(duì)切削力影響由大到小的排序?yàn)閭?cè)吃刀量、每齒進(jìn)給量、轉(zhuǎn)速。
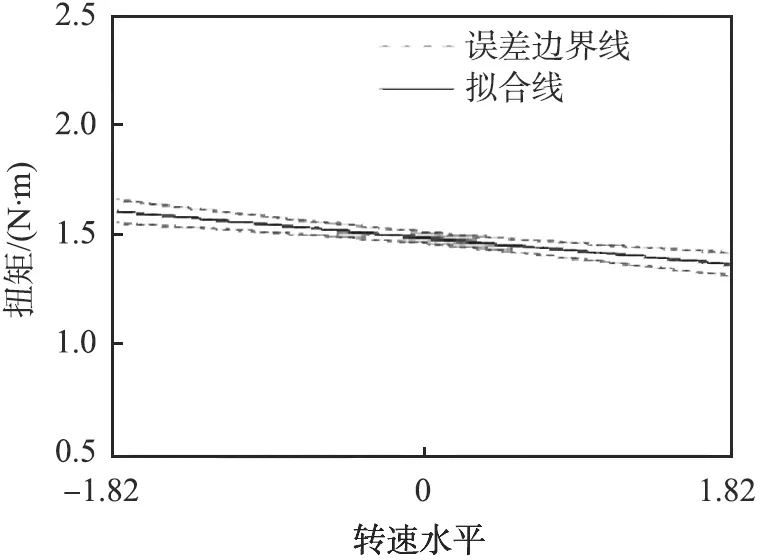
(a)轉(zhuǎn)速
根據(jù)表3可以得出,除單因素外,只有側(cè)吃刀量與銑刀轉(zhuǎn)速的交互作用對(duì)切削力影響顯著。圖11所示為交互作用響應(yīng)曲面模型。從圖中可以看出:當(dāng)側(cè)吃刀量較小時(shí),轉(zhuǎn)速對(duì)切削力的影響很小;當(dāng)側(cè)吃刀量增大時(shí),隨著轉(zhuǎn)速的減小,切削力更大。
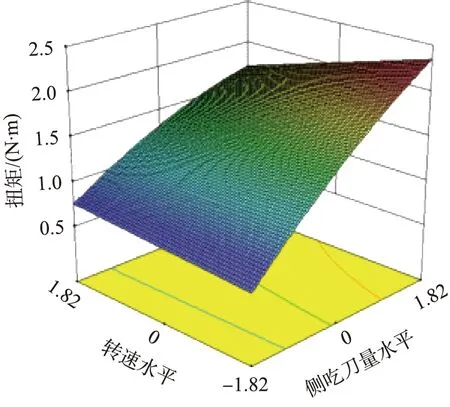
圖11 交互作用響應(yīng)曲面模型
4.2 切削參數(shù)優(yōu)化
切削參數(shù)直接影響切削扭矩的大小。為了保證切削質(zhì)量以及切削的穩(wěn)定性,需要制定合理的切削參數(shù)以減小切削扭矩。由響應(yīng)曲面模型分析可知,可以通過(guò)減小側(cè)吃刀量和每齒進(jìn)給量的方式減小切削扭矩,但是切削效率也會(huì)隨之降低。
切削效率可用切削反應(yīng)力錐所消耗的時(shí)間來(lái)衡量。以切削耐壓等級(jí)為110 kV的海底電纜為例。海底電纜絕緣層外徑為86 mm,按照軟接頭制作要求,單側(cè)海底電纜反應(yīng)力錐切削后裸露銅導(dǎo)長(zhǎng)度約為200 mm,則切削單個(gè)應(yīng)力錐所需時(shí)間t(單位為min)為
(5)
式中:d為絕緣層外徑;l為裸露導(dǎo)體長(zhǎng)度。
將初始切削參數(shù)代入式(5),計(jì)算可得切削反應(yīng)力錐所需時(shí)間為36.55 min。
將切削用時(shí)和切削力共同作為試驗(yàn)指標(biāo)。將20組切削試驗(yàn)參數(shù)分別代入式(5),將結(jié)果導(dǎo)入Design-expert軟件,通過(guò)擬合得到切削時(shí)間的回歸方程為
y2=32.96-13.19x1-17.09x2-10.63x3+4.79x1x2+
(6)
式中y2為切削用時(shí)的擬合值。
通過(guò)Design-expert軟件的響應(yīng)面優(yōu)化模塊,對(duì)切削參數(shù)進(jìn)行優(yōu)化,參數(shù)優(yōu)化范圍及優(yōu)化目標(biāo)如表5所示。考慮到絕緣導(dǎo)熱系數(shù)較小,因此減小切削速度有助于控制切削溫度,延長(zhǎng)刀具壽命,避免材料粘刀[23-24]。
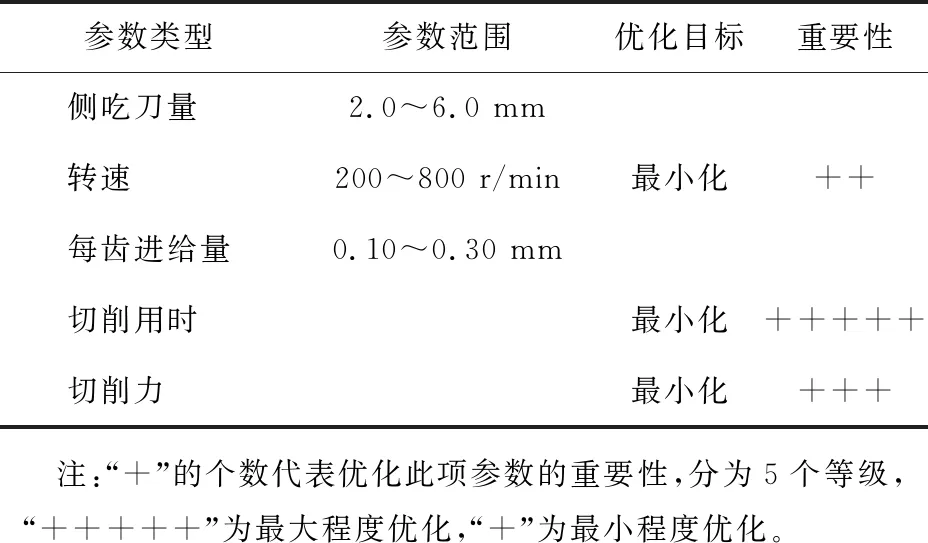
表5 參數(shù)優(yōu)化范圍及優(yōu)化目標(biāo)
由Design-expert軟件求解得到,當(dāng)側(cè)吃刀量為2.25 mm,轉(zhuǎn)速為520 r/min,每齒進(jìn)給量為0.28 mm時(shí),切削扭矩較小,數(shù)值為1.18 N·m,切削所需時(shí)間為37.92 min。為了驗(yàn)證響應(yīng)面優(yōu)化的準(zhǔn)確性,利用ABAQUS軟件對(duì)優(yōu)化參數(shù)進(jìn)行切削仿真,結(jié)果如圖12所示。由圖可知,所需切削扭矩為1.1 N·m。根據(jù)式(5)可得切削時(shí)間為40.21 min。擬合值與仿真值的誤差約為6%。優(yōu)化前、 后切削參數(shù)及效果如表6所示。由表可知,優(yōu)化后切削扭矩減小了45%,切削用時(shí)延長(zhǎng)了9%。
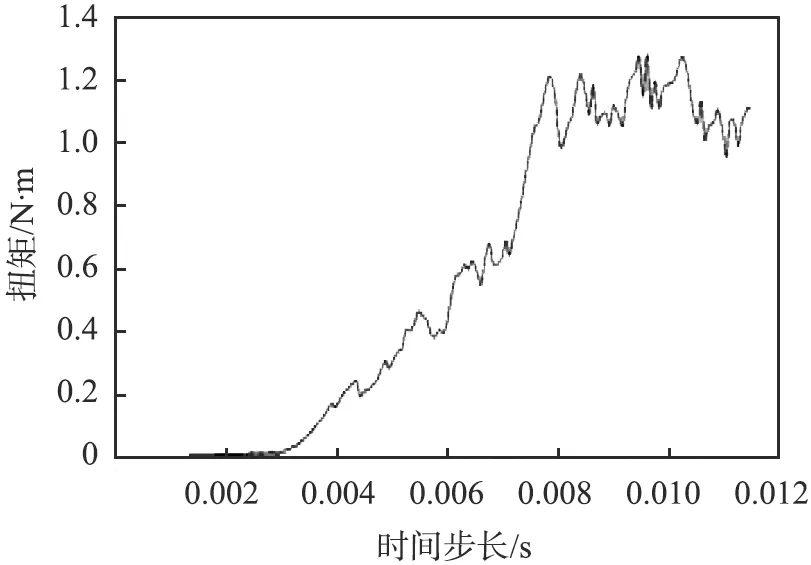
圖12 優(yōu)化后切削扭矩隨時(shí)間的變化
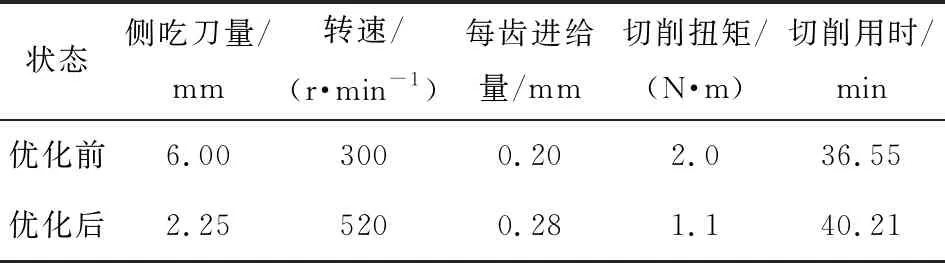
表6 優(yōu)化前、 后切削參數(shù)及效果
5 結(jié)論
1)通過(guò)分析XLPE材料性能,選擇圓柱形銑刀作為切削刀具,采用圍繞海底電纜軸線螺旋進(jìn)給的方式切削反應(yīng)力錐。
2)通過(guò)ABAQUS軟件仿真,得出圓柱形銑刀在給定切削參數(shù)條件下切削反應(yīng)力錐過(guò)程中所需要的切削扭矩為2.0 N·m。
3)在保證切削效率的同時(shí)減小切削扭矩, 運(yùn)用響應(yīng)面優(yōu)化法對(duì)銑削參數(shù)進(jìn)行優(yōu)化設(shè)計(jì), 優(yōu)化后的切削參數(shù)如下: 側(cè)吃刀量為2.25 mm, 轉(zhuǎn)速為520 r/min, 每齒進(jìn)給量為0.28 mm; 新的切削參數(shù)條件下切削扭矩為1.1 N·m, 切削所需時(shí)間為40.21 min。 相比優(yōu)化前, 切削扭矩減小了45%, 切削用時(shí)延長(zhǎng)了9%。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
