菠蘿銑刀切削CFRP1表面形貌研究
2021-08-31 04:56:04袁信滿鄢旭東
組合機床與自動化加工技術 2021年8期
關鍵詞:碳纖維
周 進 ,袁信滿 ,鄢旭東
(1.成都飛機工業(集團)有限責任公司,成都 610092;2.西南石油大學機電工程學院,成都 610500)
0 引言
碳纖維增強復合材料(CFRP),是以環氧樹脂作為基體,細絲狀結構的碳纖維為增強材料,加工成為預浸料,再經過賦型和固化而形成的一種新的非均質高性能材料[1-3]。由于碳纖維增強復合材料具有重量輕、模量高、強度大、耐熱沖擊、耐腐蝕、耐高溫、熱膨脹系數低、吸振性好等一系列優點,在軍事及民用工業的各種領域得到廣泛的應用,它是發展航空航天等尖端技術必不可少的復合材料[4-6]。然而碳纖維材料固化成型后,需要進行二次加工,銑削加工是常用的加工方式之一[7]。但是,由于CFRP的力學性能呈現各向異性,且層間結合強度較低,是典型的難加工材料,銑削過程中,如果參數選擇不合理,會導致切削力過高,加工過程中易形成毛刺、分層、崩邊等缺陷,并且加劇刀具的磨損[8-9]。為了揭示CFRP加工缺陷形成的原因,國內學者已做了相關研究。Davim J P等[10]通過實驗研究了加工參數對CFRP加工毛刺的影響,并得出毛刺長度經驗公式。Schulz V等[11]通過試驗得出CFRP銑削缺陷與刀具刃口半徑的關系。王福吉等[12]纖維切削角、刀刃鈍圓半徑及銑刀運動特點對 CFRP 銑削加工表層損傷的機理的影響。周井文等[13]通過實驗研究了金剛石涂層硬質合金銑刀在銑削單向CFRP時,進給速度和纖維方向對表面形貌的研究。可以發現,現有CFRP形貌的研究大多是針對于加工參數對CFRP加工質量的影響規律分析,均未涉及對刀具本身的分析。
本文以碳纖維增強復合材料通用菠蘿銑刀為對象,開展了不同進給速度及切削距離下的切削形貌試驗,并進行了數字化表征,基于表征結果,研究了切削缺陷產生的機理,分析了刀具結構設計對加工質量的影響。
1 切削表面形貌形成試驗
1.1 試驗設備
試驗使用機床為意大利產GTF2725-6000,搭載FIDIA C20系統,該機床為橋式結構,主軸形式為電主軸,最高轉速24 000 r/min,搭配HSK63A刀柄,適用于高速加工。其中機床精度為當月試驗進行時的機床定檢精度。表面形貌觀測設備采用VK-X1000形狀測量激光顯示系統、BIJIA 0500手持式數碼顯微鏡、POCKET SURF表面粗糙度測量儀及Kistler9257B三向測力儀。
1.2 試驗材料及刀具
試驗所用材料為A350項目提供的兩種T700碳纖維層合板,其基本信息見表1。
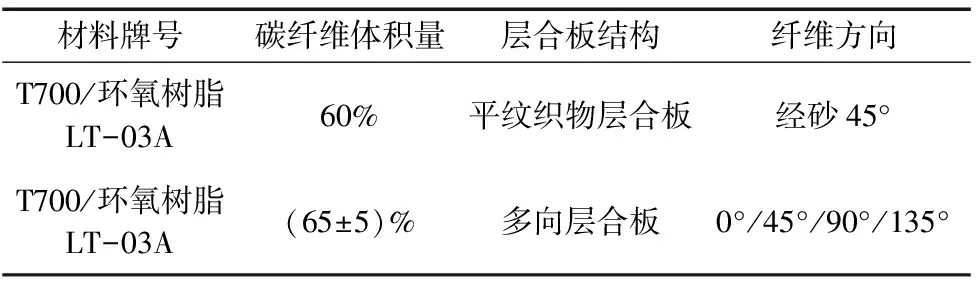
表1 A350項目T700碳纖維層合板材料
試驗所用刀具為碳纖維增強復合材料最常用的銑削刀具—菠蘿銑刀,如圖1所示。該刀具在右旋切削刃上沿左旋向交錯開槽。銑削時,左、右螺旋切削刃同時作用于纖維層材料。本次試驗所使用的刀具信息見表2。
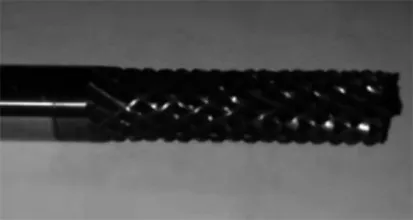
圖1 試驗用菠蘿銑刀

表2 試驗所用刀具信息
1.3 試驗方案
不同進給速度下對菠蘿銑刀的壽命進行試驗,并對菠蘿銑刀各壽命階段進行表面形貌分析,旨在通過量化菠蘿銑刀的切削質量、切削效率、刀具壽命,分析在該刀具銑削作用下,碳纖維表面缺陷的產生過程與形成機理。
試驗分兩批,每批各4組進行。分別試驗菠蘿銑刀對平紋織物層合板、多向帶層合板的加工效果。同批試驗中,不同試驗組采用相同規格的菠蘿銑刀(參數見表1),分別以不同的進給速度銑削相同規格的碳纖維增強復合材料層合板,銑削長度5600 mm(單件試驗材料的長度為800 mm),銑削方式均為逆銑,各組試驗參數見表3(試驗所用轉速為某機型碳纖維擾流片構件銑削加工的實際使用轉速)。
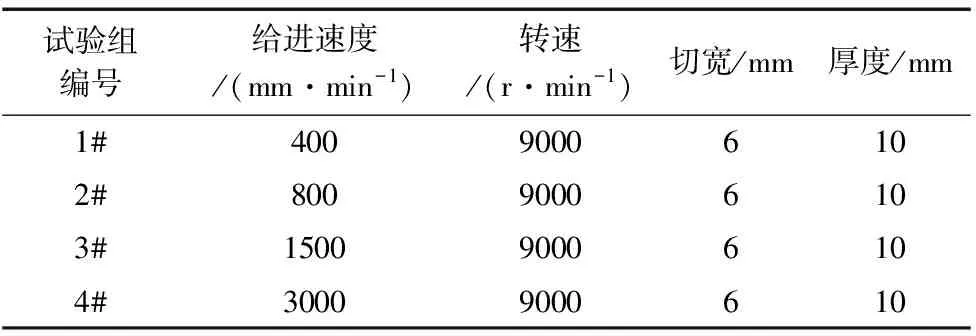
表3 菠蘿銑刀銑削試驗參數表
試驗過程中,使用Kistler9527B測力儀測量加工過程中的切削力,并在試驗結束后,使用VK-X1000形狀測量激光顯示系統、BIJIA500手持式數碼顯微鏡、POCKET SURF表面粗糙度測量儀對加工表面進行形貌觀測,評價加工表面的表面粗糙度及表層纖維缺陷情況(撕裂、毛刺、分層)。為客觀反映刀具磨損與加工表面形貌變化趨勢,銑削長度每800 mm進行一次觀測,圖2為試驗加工現場。
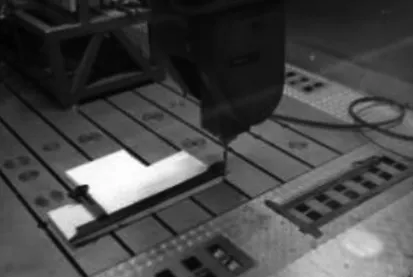
圖2 碳纖維增強復合材料試驗現場照片
2 試驗結果與結論
2.1 平紋織物層合板試驗結果
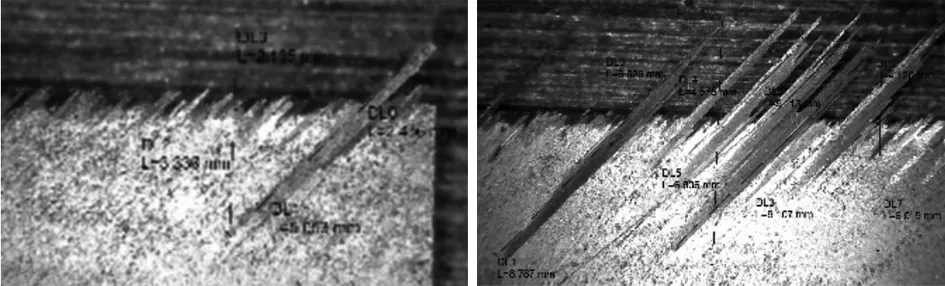
銑削試驗后,對兩類碳纖維層合板的表面形貌進行了觀測。對于平紋織物層合板來說表層纖維毛刺隨著刀具切削距離的增長而加劇。圖3為進給速度為400 mm/min,不同切削距離L時表層纖維毛刺長度情況。可以看出,刀具使用初期,碳纖維已加工邊緣的毛刺概率較低,4 mm的視野長度范圍內僅出現一處明顯毛刺,毛刺長度0.265 mm。隨著銑削距離的增長,毛刺概率顯著提高,且出現了連續毛邊的情況,毛刺的最大長度也提高到0.678 mm,呈現出肉眼明顯可見的缺陷,圖4統計了各進給速度下不同切削距離的毛刺情況。
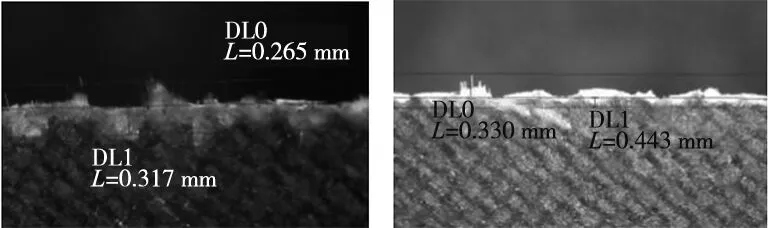
(a) L=800 mm毛刺情況 (b) L=2400 mm毛刺情況
(c) L=4000 mm毛刺情況 (d) L=5600 mm時毛刺情況圖3 F400情況下,不同切削距離形成的表面缺陷
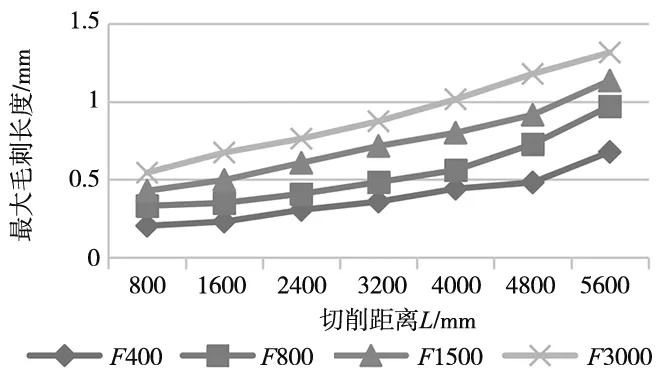
圖4 各進給速度下,不同切削距離的毛刺長度統計表
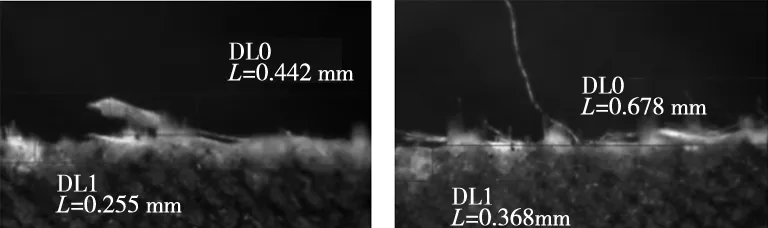
平紋織物層合板表層纖維毛刺情況隨著進給速度的提升而加劇。對比不同組別刀具在相同切削距離時的毛刺情況,結果如圖5所示。從圖中結果可知,當進給速度為400時,切削距離4000 mm時的毛刺長度為0.442 mm,而隨著進給速度的提高,相同切削距離下,毛刺的長度也顯著變長,當F=3000時,切削距離4000 mm處的毛刺已經達到了1.016 mm的長度,完全不滿足碳纖維輪廓銑削的質量要求。圖6統計了各切削距離下不同進給速度所對應的毛刺情況。
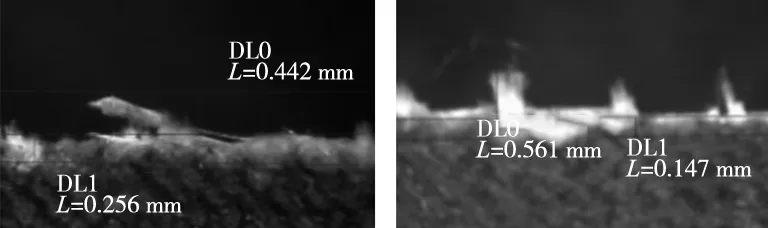
(a)F400時毛刺情況 (b)F800時毛刺情況

(c)F1500時毛刺情況 (b)F3000時毛刺情況圖5 4000 mm切削距離下,不同進給形成的表面缺陷
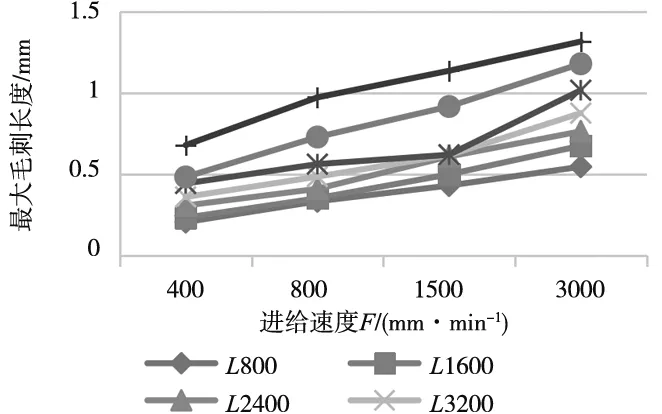
圖6 各切削距離,不同進給速度的毛刺長度
2.2 多向層合板試驗結果
CFRP多向層合板在高進給、長切削距離的條件下,偶有分層缺陷發生。在試驗條件為進速度3000 mm/min,切削距離約等于5200 mm時,碳纖維增強復合材料出現局部分層(如圖7所示),分層長度約7.8 mm,分層層數為5層。其余進給與切削距離均未發生分層現象,其發生有一定的偶然性。
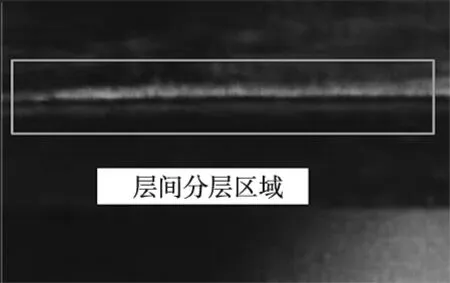
圖7 銑削試驗中出現的分層
CFRP多向層合板的加工表面粗糙度隨進給速度的提高與切削距離的增長而降低。使用VK-X1000形狀測量激光顯示系統對加工表面進行微觀形貌觀測,發現在低進給、低切削距離的情況下,已加工表面平整、光滑(如圖8所示),隨著切削距離的增長與進給速度的提高,已加工表面逐漸呈現出溝壑狀,且沿刀具運動方向延伸(如圖9所示)。使用POCKET SURF/Ra=(0.03-6.35) μm粗糙度測量儀測量各進給參數下,不同切削距離的表面粗糙度,結果如圖10所示,可見,進給速度與切削距離對碳纖維增強復合材料已加工表面的粗糙度有顯著影響。
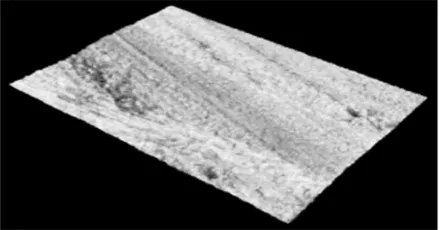
圖8 F400、L1600時表面微觀形貌
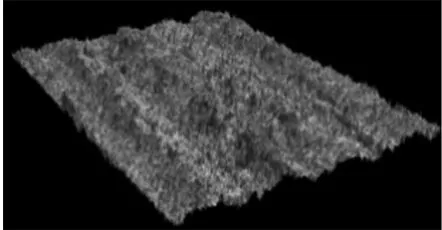
圖9 F400、L5600時表面微觀形貌
另外,試驗過程中還存在明顯的碳纖維增強復合材料燒灼情況,即刀具銑削長度達到5000 mm左右時(各組試驗刀具情況略有差異),加工過程中有青煙產生,加工完成后,觀察發現碳纖維粉末有燒結、結塊、粘連的現象,碳纖維已加工表面呈現出明顯的糊狀,表面質量極差。
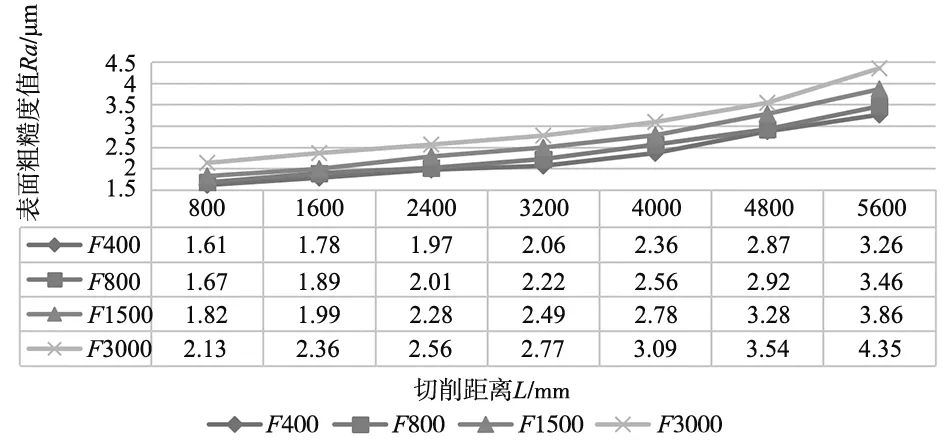
圖10 各進給參數下,不同切削距離的表面粗糙度
在對多向帶層合板進行上述銑削試驗時,受層間強度的影響,試驗過程中,毛刺、撕裂等缺陷大量存在(圖11),毛刺長度范圍0.755 mm~5.258 mm,毛刺長度與進給速度及切削距離之間的相對關系滿足平紋織物層合板的試驗結論。同時,已加工表面呈毛絨狀(圖12),并形成肉眼可見的波紋,已無法測量表面粗糙度,完全不滿足材料加工要求。毛刺長度統計表如圖13所示。
(a)F1500、L4000表面毛刺情況 (b)F3000、L4000表面毛刺情況圖11 多向帶層合板銑削加工時的毛刺情況
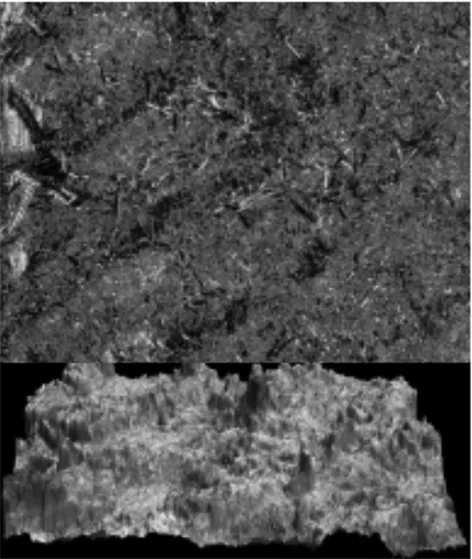
圖12 毛絨狀加工表面SEM圖

圖13 多向帶層合板毛刺長度統計表
從試驗情況來看,菠蘿銑刀加工多向帶層合板時,進給速度超過3000 mm/min時,表層纖維損傷嚴重,毛刺大量產生,基體損傷、纖維絲拔出等缺陷也大量出現,已完全不具備工程應用價值。綜上所述,菠蘿銑刀銑削存在的問題如圖14所示。
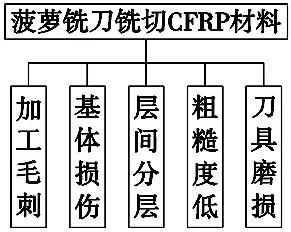
圖14 菠蘿銑刀銑削存在的問題
3 缺陷形成機理分析
試驗中的加工表面缺陷可以分為兩類:表層纖維缺陷與加工表面粗糙度較低。缺陷的形成原因有碳纖維增強復合材料本身材料特性與菠蘿銑刀刀具結構。
在碳纖維增強復合材料材料特性方面,碳纖維絲的各向異性體現在延絲束方向的力學性能明細強于其他兩個方向層面,層合板通過膠合不同方向的碳纖維絲束,消除了在一層之內的碳纖維材料力學性能的方向性,使得碳纖維材料的各向異性體現為各層碳纖維鋪層之間的連接強度遠小于其他兩個方向,這就是造成碳纖維層合板出現表層纖維撕裂、毛刺等諸多表面缺陷的根本原因。
為了盡量克服上述碳纖維層合板的固有缺陷,諸多學者在碳纖維銑削刀具上,都希望通過改善刀具結構,減少切削時的軸向分力,從而避免因材料層間強度不足引起的表面缺陷。菠蘿銑刀的結構設計也是基于這種原理。
菠蘿銑刀的切削刃為密集的菱形齒,如圖15所示。在銑削時,周向相鄰切削齒之間存在一定的楔形夾角,借此形成局部的剪切效應,從而在一定程度上抵消材料受到的軸向力,實現碳纖維材料的高質銑削。圖16為碳纖維束受菠蘿銑刀刀齒剪切作用示意圖。
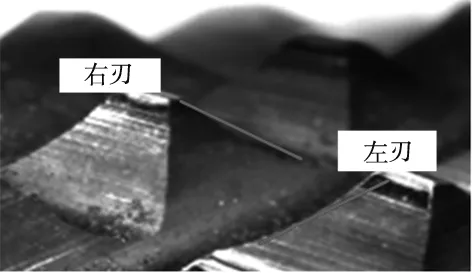
圖15 菠蘿銑刀刀具結構
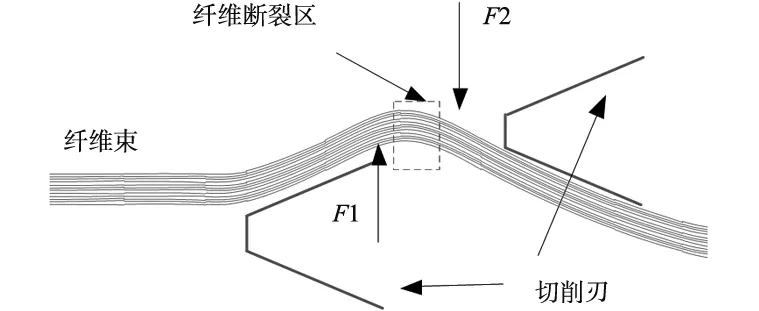
圖16 菠蘿銑刀對碳纖維束的剪切作用
但由于碳纖維復合材料在切削過程中,被切除材料是以碳纖維粉末形式排出,而這種菠蘿銑刀的刀齒密集分布,排屑空間有限(如圖17),因此加工過程中被切削掉的碳纖維復合材料無法及時排出。殘留在刀齒間間隙的碳纖維粉塵,導致加工時刀具和零件無法有效散熱;同時,伴隨著切削的進行,刀具表面涂覆的金剛石涂層會不斷消耗、脫落,刀具磨損情況愈加嚴重。在二者共同作用下,大量而集中的熱量會增加樹脂基材料的流動性,一方面會降低零件被切削部位的表面質量,也會造成刀具或零件過熱損傷。
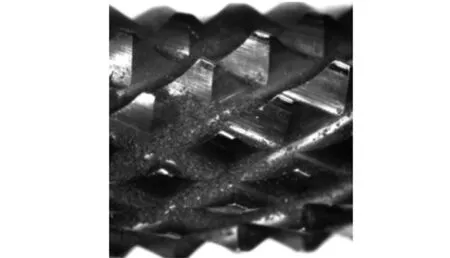
圖17 排屑槽經初步清理后的菠蘿銑刀
菠蘿銑刀的磨損體現在兩個方面:一是刀齒齒尖磨損,二是刀齒側刃磨損(圖18)。齒尖磨損會使刀具加工碳纖維材料基體的能力變差,刀具與碳纖維增強復合材料之間的摩擦力增大,且由于各刀齒磨損程度不一致,會造成切削表面的波紋,從而影響切削表面的表面粗糙度;側刃磨損會使相鄰刀齒之間的楔形夾角增大(圖19),影響菠蘿銑刀“軸向剪切”效果(圖20),碳纖維材料表層纖維受到的軸向力增大,最終超過材料的層間強度,導致毛刺、分層等宏觀缺陷產生。這也正是菠蘿銑刀加工碳纖維增強復合材料時,初始表面質量極好,而隨著加工距離的提高表面質量急速下降的根本原因。

(a)齒尖磨損情況 (b)側刃磨損情況圖18 菠蘿銑刀刀齒磨損情況
圖19 菠蘿銑刀磨損后的幾何形態變化
圖20 菠蘿銑刀磨損后對纖維束作用的改變
通過以上分析可知,菠蘿銑刀菱形齒形成的剪切作用對碳纖維銑削加工具有重要意義,但由于菠蘿銑刀自身結構的缺陷,進給速度與刀具壽命均受到嚴重制約。
4 結論
本文使用菠蘿銑刀對不同形式CFRP層合板進行銑削實驗,觀測不同的進給速度與切削距離情況下形成的CFRP加工表面形貌,得到如下結論:
(1)使用菠蘿銑刀加工CFRP時,工件表面質量隨加工距離和進給速度的增加而逐漸降低。進給速度越大其最大加工距離越小。
(2)菠蘿銑刀壽命有限的原因是菠蘿銑刀的刀齒密集分布,排屑及散熱受限;同時菠蘿銑刀材質為硬質合金及其涂層,銑刀涂層容易脫落。
(3)分析菠蘿銑刀加工碳纖維增強復合材料時表面缺陷的形成過程與機理,揭示其在加工效率與刀具壽命方面存在的不足,為CFRP高速銑削刀具的設計奠定了理論基礎。
猜你喜歡
紡織科學研究(2021年6期)2021-12-02 20:32:56
建材發展導向(2021年14期)2021-08-23 00:56:58
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年1期)2018-12-07 00:40:26
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
中國塑料(2016年6期)2016-06-27 06:34:16
機械工程師(2015年10期)2015-02-02 01:14:08