353132A型大軸重貨車軸承熱軸故障原因分析及防范
2021-08-30 02:55:36張俊琴張關震張澎湃趙方偉
鐵道車輛 2021年4期
張俊琴,張關震,吳 斯,張澎湃,趙方偉
(1. 中國鐵路太原局集團有限公司 車輛部,山西 太原 030013;2. 中國鐵道科學研究院集團有限公司 金屬及化學研究所,北京 100081)
軸承作為車輛走行部的核心部件,其安全可靠性受到了廣泛關注。我國幅員遼闊,地區間氣候環境差異大,高速、重載條件下列車長交路運行,以及風沙、腐蝕侵害等運行條件,使得軸承的服役條件變得十分苛刻,不可避免地會發生失效。探明軸承失效的原因,對提高軸承的可靠性,保障列車正常運行具有重要作用[1-3]。
在瓦日線運行的某C80E型敞車(裝用353132A型軸承),經探測站時報激熱故障。將故障軸承分解后,發現其外排內圈滾道存在剝離。檢查軸承所屬組件狀態,與其配合的承載鞍無裂損、組裝錯位等情況,同時所屬輪對狀態良好,車輪踏面無擦傷、剝離等損傷。本文將運用失效分析手段探明該軸承內圈的剝離原因,并從軸承鋼材料源頭質量控制角度提出相關預防建議。
1 試驗內容及方法
通過宏觀觀察確定軸承內圈剝離處的形貌特征,同時判斷剝離性質及裂紋源位置。在裂紋源區切取小試樣,采用FEI-Quanta 400型掃描電鏡及Leica DMI5000M型光學顯微鏡觀察裂紋源區的微觀形貌及顯微組織,依據JB/T 8881—2011《滾動軸承 零件滲碳熱處理技術條件》評定軸承內圈的顯微組織級別。采用ARL4460直讀光譜儀檢驗軸承內圈化學成分,借助HRS-150型數顯洛氏硬度計和FM-7型數字式顯微硬度計分別檢驗軸承內圈硬度和淬硬層深度,依據TB/T 2235—2016《鐵道車輛滾動軸承》對所檢內圈的化學成分、硬度和淬硬層深度結果進行判定。
2 試驗結果
2.1 宏觀形貌
該套故障軸承的損傷主要存在于外排內圈,損傷的表現形式為剝離,其宏觀形貌如圖1所示。由圖1可見:剝離處的面積為15 mm×19 mm,剝離坑中可觀察到明顯的貝紋狀疲勞擴展弧線,呈現典型的滾動接觸疲勞損傷特征。剝離坑兩側還伴有劃傷和咯痕,其原因應是內圈剝離后,剝離碎屑隨軸承的后續運轉卡滯、滑動于該側軸承內外圈和滾子間所致。
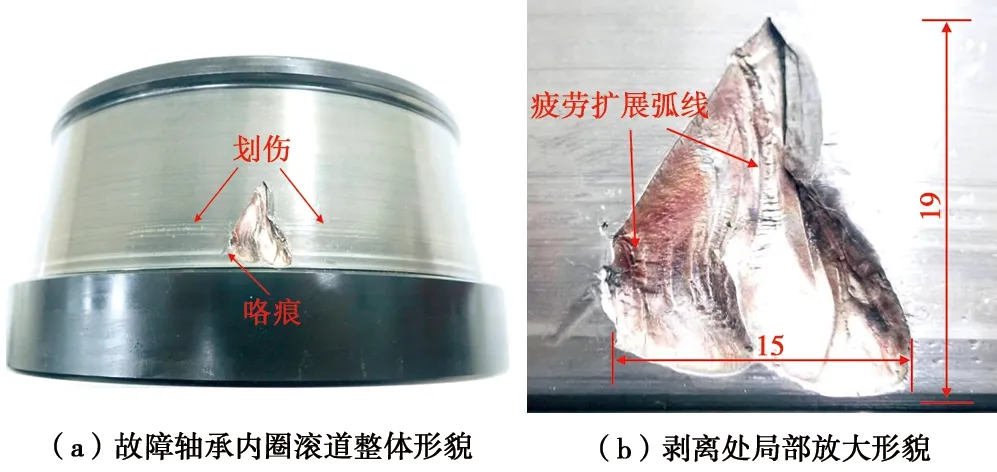
圖1 軸承內圈剝離處的宏觀形貌
2.2 裂紋源微觀特征
剝離區域及裂紋源區的掃描電鏡形貌如圖2所示。由圖2可觀察到明顯的疲勞弧線起自滾道淺表層并向內部擴展,疲勞弧線所匯集處為裂紋源位置。裂紋源區可觀察到破碎和殘留的碎屑存在,如圖3(a)所示。經能譜分析(圖3(b)),這些碎屑主要含有Al、O等元素,由此判斷其為Al2O3脆性夾雜物。結合裂紋源區殘留夾雜物的破損狀態判斷,裂紋源區初始的夾雜物有可能在軸承后續運行過程中已隨剝離碎屑一起脫落。
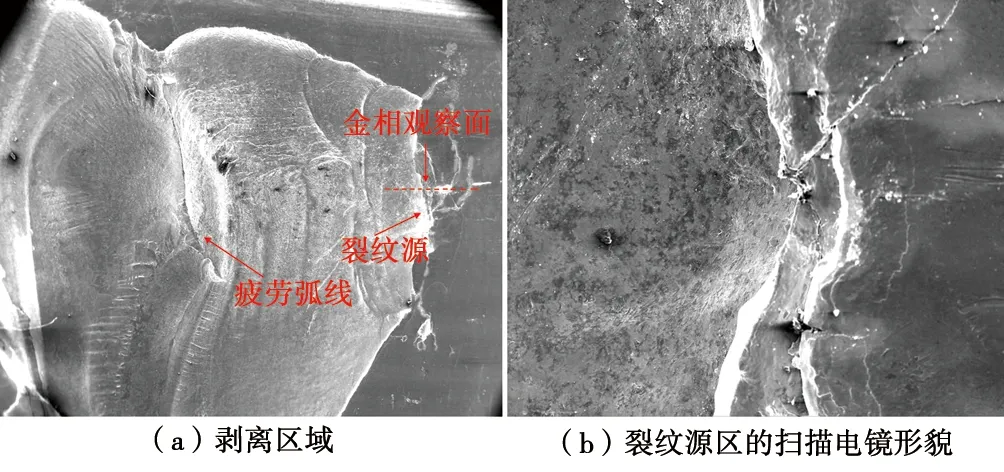
圖2 剝離區域及裂紋源區的掃描電鏡形貌
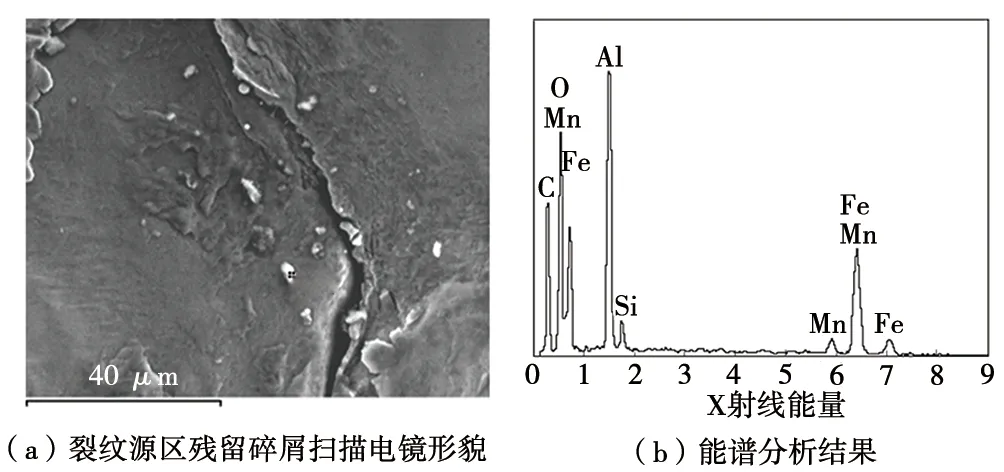
圖3 裂紋源區殘留碎屑掃描電鏡形貌及能譜分析結果
將裂紋源切開,觀察其截面金相,在裂紋源截面金相中也發現一定尺寸的非金屬夾雜物存在(圖4(a)),該夾雜物呈鏈狀,其長度約為0.2 mm,最寬處約為0.009 mm。如圖4(b)所示,該夾雜物的能譜分析結果表明其同樣為Al2O3脆性夾雜物。
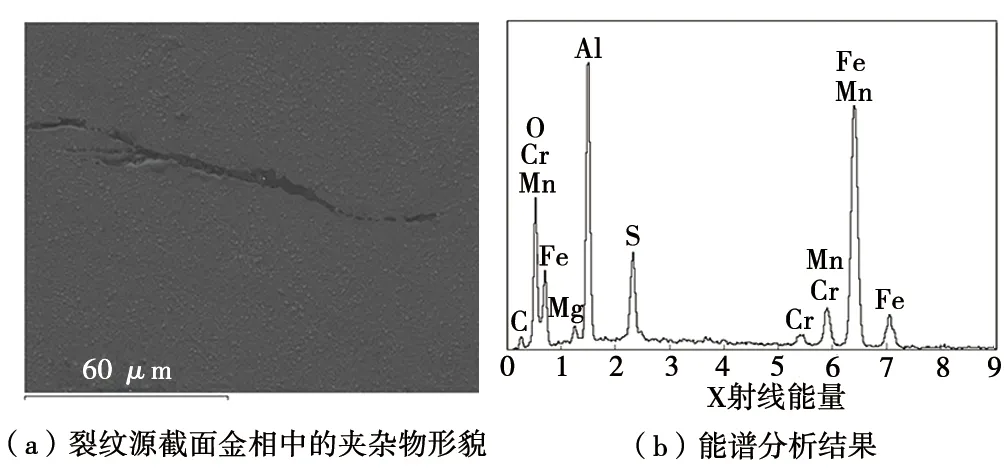
圖4 裂紋源截面金相中發現的夾雜物形貌及能譜分析結果
2.3 化學成分
故障軸承內圈采用滲碳軸承鋼,其實測化學成分見表1。由表1可知,故障軸承內圈的化學成分符合TB/T 2235—2016標準中G20CrNi2MoA滲碳軸承鋼(電渣重熔)的要求。

表1 故障軸承內圈實測化學成分(質量分數) %
2.4 顯微組織和淬硬層深度
采用金相顯微鏡對故障軸承內圈滲碳層組織和心部組織進行觀察,結果如圖5所示。按照JB/T 8881—2011標準中第五級別圖(滲碳層)、第六級別圖(心部)的要求對圖5所示的組織進行評級和判定,結果見表2。
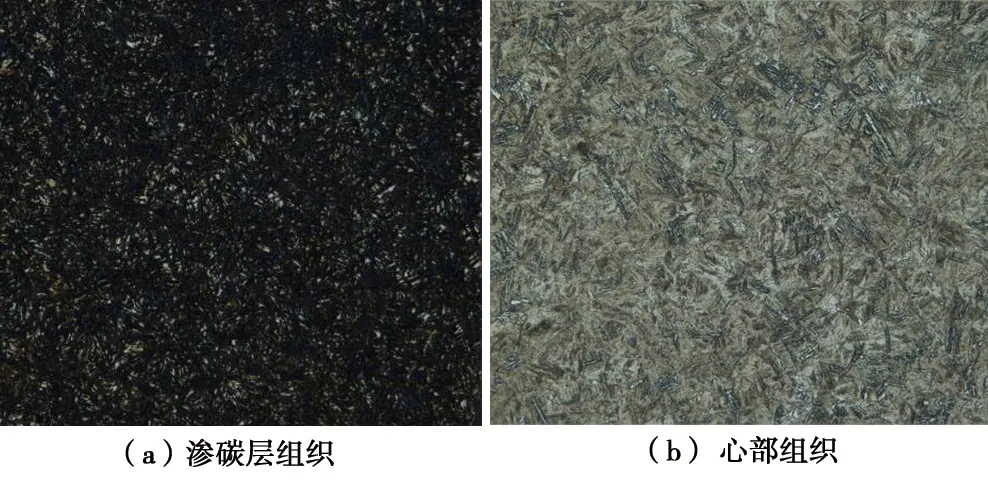
圖5 故障軸承內圈顯微組織
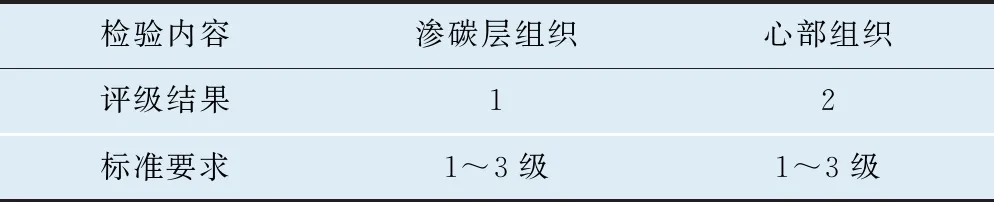
表2 軸承內圈滲碳層組織和心部組織級別
由圖5和表2可知:故障軸承內圈滲碳層為二次淬火、回火后的組織,心部為板條狀馬氏體、貝氏體和少量鐵素體組織,各組織級別均符合JB/T 8881—2011標準要求。
對軸承內圈淬硬層深度進行檢驗,檢驗結果為:滲碳層深度為2.0 mm,滿足TB/T 2235—2016標準的相關要求(1.5~2.3 mm)。
2.5 硬度
在故障軸承內圈小端面周向均勻布置3個測點(測點1、測點2和測點3),3個測點的洛氏硬度檢驗結果見表3。由表3可知,故障軸承內圈表面和心部硬度均符合TB/T 2235—2016標準要求。
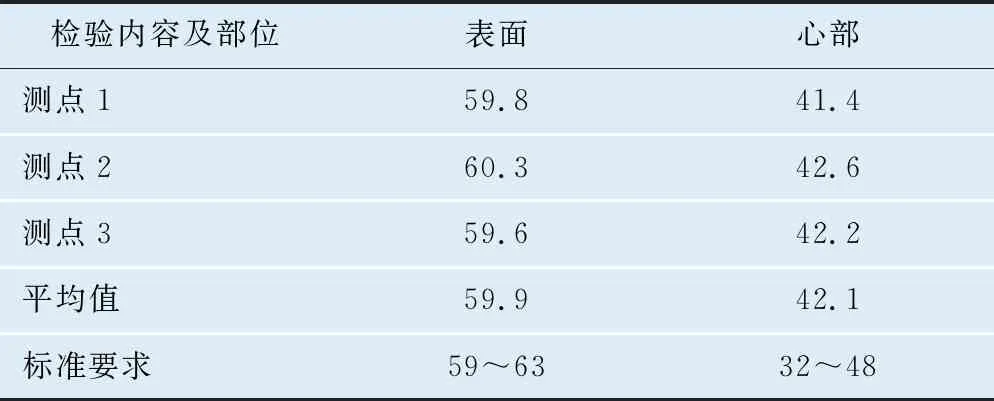
表3 故障軸承內圈表面和心部洛氏硬度檢驗結果 HRC
3 原因分析和討論
由以上宏觀、微觀觀察和檢驗結果可知,故障軸承內圈的化學成分、顯微組織、淬硬層深度以及硬度均符合相關標準要求,由此可初步排除因軸承鍛造和熱處理質量問題造成內圈剝離的原因。
軸承內圈剝離處呈現典型的疲勞損傷特征,盡管疲勞裂紋源區在軸承后續運行過程中有一定程度的破損,但仍能觀察到殘留和破碎的非金屬夾雜物存在,裂紋源截面金相中也發現一定尺寸的非金屬夾雜物,這些夾雜物主要為Al2O3脆性夾雜物。
3.1 非金屬夾雜物引起軸承內圈剝離的機理淺析
軸承鋼中的非金屬夾雜物,尤其是脆性夾雜物(如Al2O3),它與基體的熱膨脹系數、彈性模量等熱機性能均存在差異[4](表4),導致夾雜物與軸承基體的熱變形速率和變形程度不同。因此,軸承運行過程中,在滾動接觸應力和溫度場的循環作用下,夾雜物和軸承基體二者的交界處會產生拉應力,拉應力的直接作用效果是導致夾雜物與軸承基體分離、脫開,嚴重時形成微裂紋或引起夾雜物破碎、脫落形成空洞[5]。這種微裂紋或空洞是導致軸承疲勞裂紋萌生的重要因素。因此,脆性非金屬夾雜物對疲勞裂紋的形成起到了直接成核的效果。
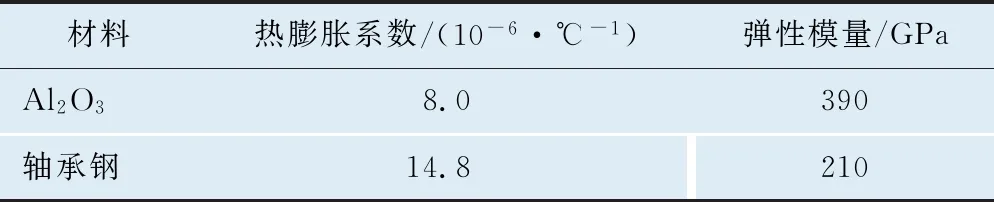
表4 Al2O3夾雜物和軸承鋼材料的熱膨脹系數和彈性模量
此外,剝離處的裂紋源位于內圈滾道淺表層,研究發現,軸承在運行過程中滾道淺表層區域所承受的剪切應力最大。非金屬夾雜物在鋼材料中的分布極具隨機性,軸承滾道淺表層材料中若分布有非金屬夾雜物,在上述接觸應力及剪切應力的綜合作用下,該處夾雜物所在局部區域的變形將尤為劇烈。若軸承持續運行,這些區域的變形就會反復進行,局部區域也將出現應力集中,進而加速該區域疲勞產生,萌生疲勞裂紋[6]。疲勞裂紋首先會平行于滾道表面擴展,隨后在軸承持續的滾動接觸載荷作用下形成二次裂紋并沿組織的弱化區向上擴展至滾道表面,最終發展為宏觀剝離[7]。
3.2 關于防范此類剝離損傷的討論
基于鋼鐵材料自身的屬性,其材料中不可避免地會存在非金屬夾雜物,即便目前國際上最先進的鋼鐵冶煉水平也難以完全去除軸承鋼中的非金屬夾雜物。同時隨著貨運列車載重以及客運列車運行速度的不斷提高,軸承的服役條件將變得更加苛刻。因此,可以預測在未來很長一段時間內,因非金屬夾雜物導致的軸承失效將不會消失。但是,鋼鐵和軸承制造企業不能因此而推卸自身產品質量責任,應不斷提高軸承鋼的純凈度水平,采取有效的方法改變夾雜物尺寸、形態、性質及分布狀態,降低因非金屬夾雜物導致軸承剝離等損傷的概率,這同樣是衡量和評判軸承制造企業或鋼鐵企業制造能力以及質量水平高低的標準。軸承鋼制造企業應加強原材料生產的源頭質量控制,明確和加強對軸承鋼有害夾雜物含量及等級的內控規定,進一步優化軸承鋼非金屬夾雜物的尺寸,改變夾雜物的形態、性質及分布狀態等,同時嚴格控制軸承鋼原材料的成材率,確保鋼坯缺陷較為集中的頭尾部切除干凈等。
4 結論與建議
(1) 軸承內圈的剝離是由于滾道淺表層脆性非金屬夾雜物引起疲勞損傷導致,屬于軸承原材料質量問題。軸承運用過程中,分布于滾道淺表層的一定尺寸的脆性夾雜物由于熱機性能與軸承基體材料存在顯著差異,導致其在滾動接觸應力的作用下極易引起應力集中,萌生疲勞裂紋,疲勞裂紋在持續滾動接觸載荷作用下逐步擴展至滾道表面形成宏觀剝離。
(2) 故障軸承內圈的化學成分、顯微組織、淬硬層深度以及硬度均滿足TB/T 2235—2016標準中對G20CrNi2MoA滲碳軸承鋼(電渣重熔)的相關要求。
(3) 軸承內圈故障屬于軸承原材料質量問題,建議軸承鋼制造企業加強原材料生產的源頭質量控制,明確和加強對軸承鋼有害夾雜物含量及等級的內控規定,同時嚴格控制軸承鋼原材料的成材率,確保鋼坯缺陷較為集中的頭尾部切除干凈。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
汽車維修與保養(2019年7期)2020-01-06 03:30:42
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39