基于Dynaform 的電池殼充液成形實驗與仿真分析
2021-08-28 09:49:24張維烜楊家春周福鑫
汽車實用技術 2021年15期
關鍵詞:實驗
張維烜,楊家春,李 健,周福鑫
(廣西科技大學 廣西車輛零部件與整車技術重點實驗室,廣西 柳州 545006)
前言
隨著技術的提高發展,利用液壓成形技術代替鍛造、沖壓、焊接等傳統工藝進行生產的現象越發普遍[1-3],其中液壓成形工藝又包括管材液壓成形工藝與板材液壓成形工藝。本文以沖壓、焊接技術生產的電池外殼為研究對象,其大小為148 mm×60 mm×50 mm,厚度2 mm,如圖1 所示。利用充液拉深成形工藝代替傳統沖壓工藝進行電池殼仿真分析,給電池殼充液拉深工藝的實際應用提供參考。
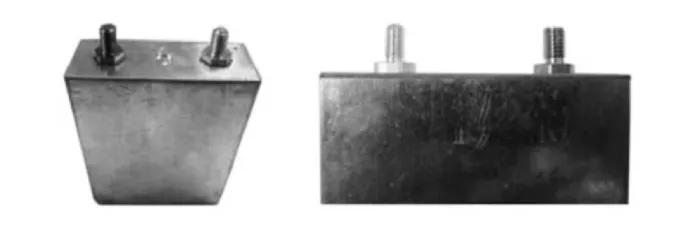
圖1 沖壓焊接電池外殼
因為傳統沖壓件在成形過程中坯料與凸模剛性接觸,容易出現破裂和起皺等問題[4],而充液拉深工藝是利用在凹模中充以液體,凸模下行時壓迫液體產生壓力,將板坯壓緊在凸模上,同時由于下壓作用,液體可以從板坯法蘭與凹模之間溢出,減少摩擦阻力,提高板材成形極限,減少起皺、破裂現象出現[5]。其中許多盛、王欣芳等人[6-7]以盒體為目標,進行充液拉深仿真,討論壓邊間隙和凸模圓角半徑對盒形件成形質量的影響。竇鳳樓、梁鵬等人[8-9]對鈑金件充液成形過程中壓邊力、摩擦系數等參數對板件厚度變化的影響規律進行研究。
本文首先借助自行設計的板材充液成形實驗平臺進行實驗,其次利用Dynaform 進行典型板件的仿真,用以驗證有限元模型及仿真方法的正確性,在此基礎上再對電池殼進行充液拉深仿真。
1 典型樣件充液脹形實驗平臺搭建及實驗
根據板材液壓成形原理及參考相關文獻[10],依據液體作用方式的不同,板材充液成形可分為被動式充液拉成形及主動式充液成形,在典型樣件的充液成形中,其模具深度不大,因此通過被動式充液成形的方式進行實驗,充液成形的實驗平臺及工作原理如圖2 所示,實驗平臺主要由手持液壓泵,高壓軟管,成形模具、節流閥組成。
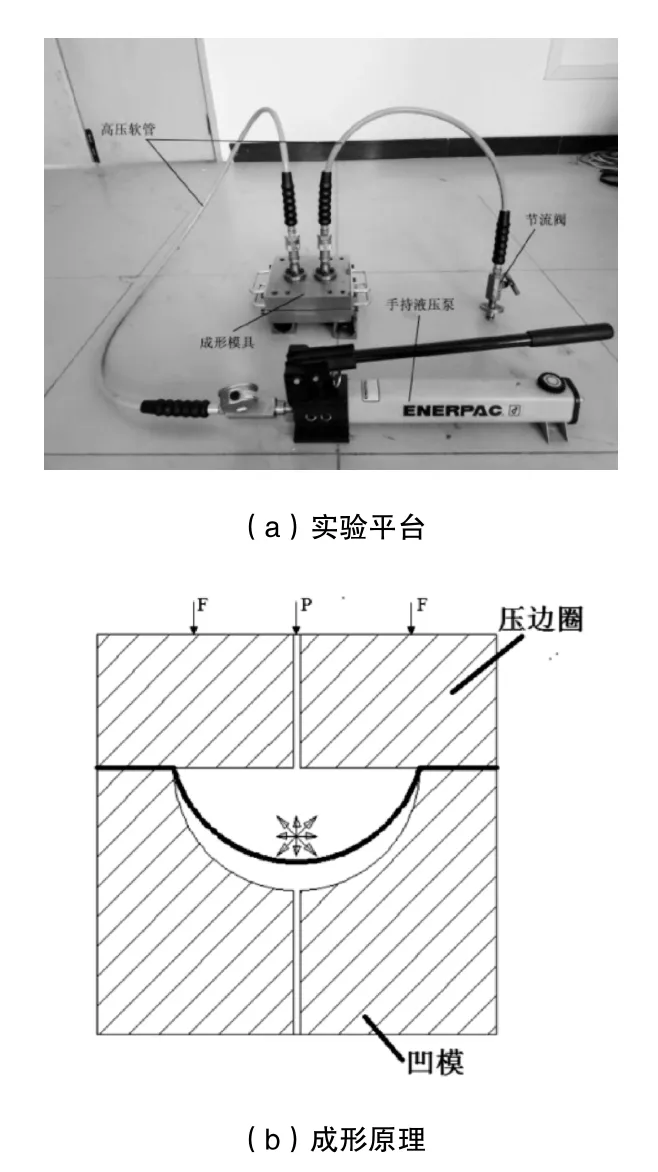
圖2 充液成形實驗平臺及原理圖
影響板材成形質量的因素包括:液壓壓力P、板材厚度t、壓邊圈壓力F。若液壓壓力過小,則坯料不能完全貼膜,成形高度降低;若液壓壓力過大,板材容易發生破裂。壓邊圈的作用是保證坯料在液壓成形過程中與模具精密貼合,不發生壓力泄漏。所以若壓邊圈壓力過大,坯料與模具之間的摩擦力增大,板材不能向內補料,易導致板材發生破裂;若壓邊圈壓力過小,坯料與模具不能形成密封,油液會發生泄漏。根據相關參考文獻[10]主動式充液成形公式(1)、(2)對液壓壓力及壓邊圈壓力進行估算,求得液壓壓力不大于35 MPa,壓邊圈壓力不小于150 kN。利用自行搭建液壓試驗平臺進行實驗,實驗結果如圖3 所示。因為成形結果為軸對稱圖形,因此取1/4 模型并按圖4 所示測點,測量成形結果壁厚,壁厚分布曲線如圖5 所示。
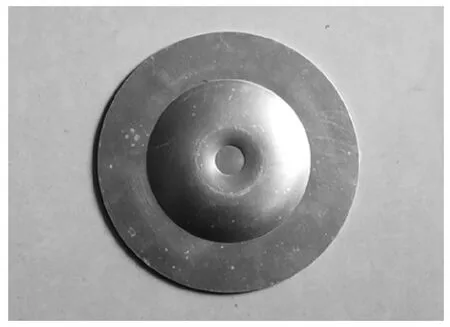
圖3 板材成形實驗結果
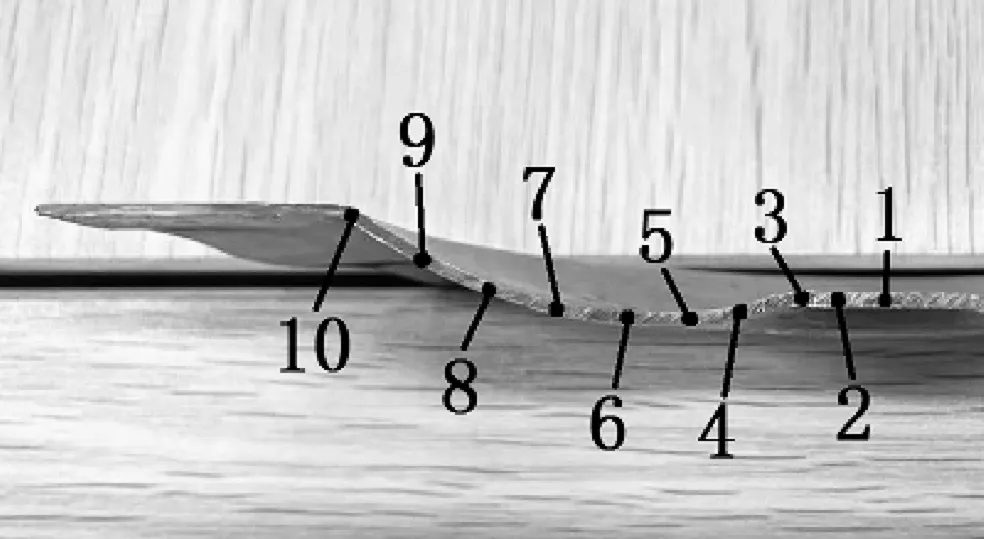
圖4 實驗結果壁厚測量
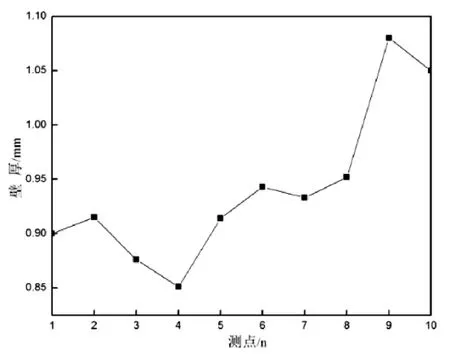
圖5 實驗結果壁厚分布曲線

其中:P——液壓壓力;σ——坯料所受應力;r——最小曲率半徑;t——坯料厚度;Ff——壓邊圈壓力;S——坯料成形面積;Pseal——壓邊圈壓力與液壓壓力的差值;Sseal——壓邊圈與坯料之間的作用面積;β——安全系數。
2 典型樣件充液成形仿真分析
2.1 AA6061 拉伸測試
選擇AA6061 鋁鎂合金作為典型樣件的成形材料,并根據GB/T228—2002[11]《金屬材料室溫拉伸試驗方法》制備拉伸試樣,借助SANS-CMT6104 萬能材料測試機對試樣進行拉伸測試,得到工程應力—應變曲線,如圖6 所示。根據參考文獻[12]利用公式(3)(4)對工程應力—應變曲線進行擬合,得到真實應力—應變曲線,如圖7 所示,AA6061 鋁鎂合金的力學性能參數如表1 所示。
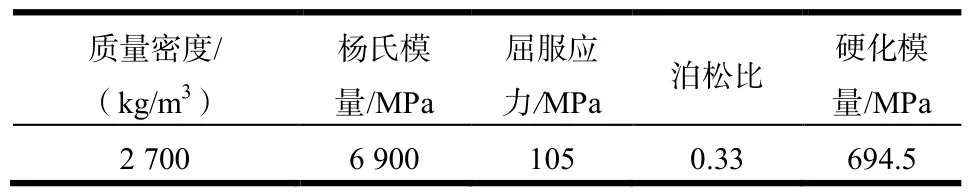
表1 AA6061 材料力學特性
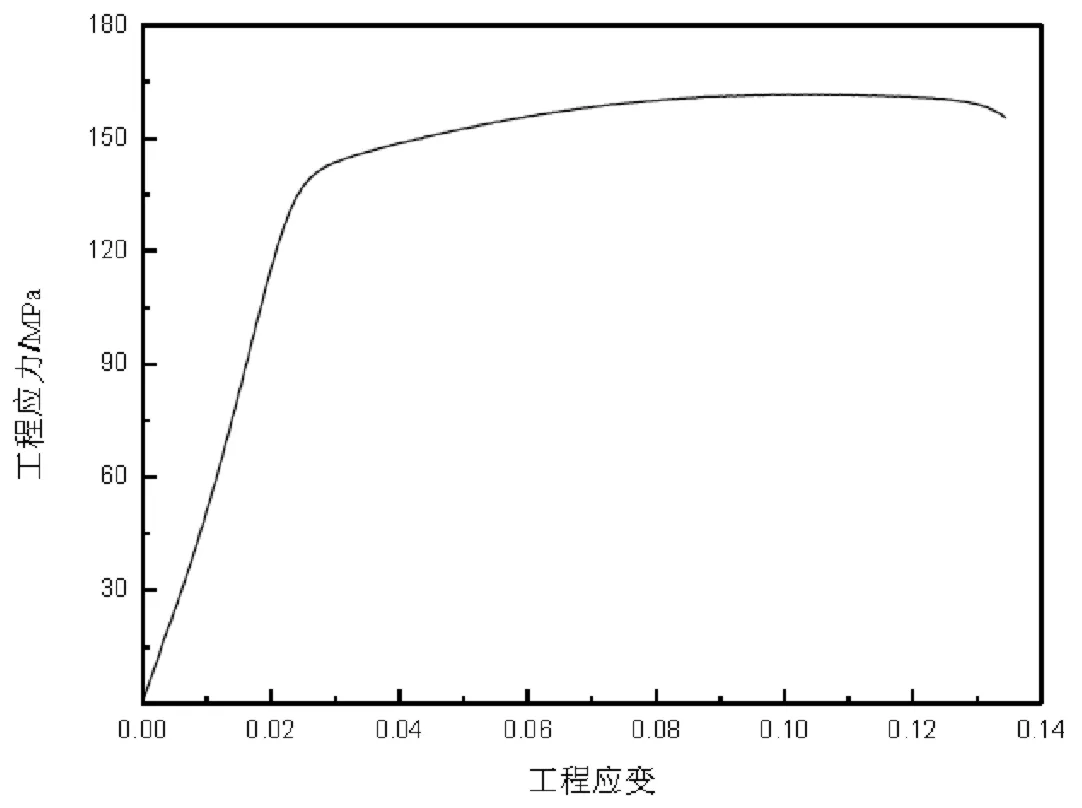
圖6 AA6061 工程應力—應變曲線
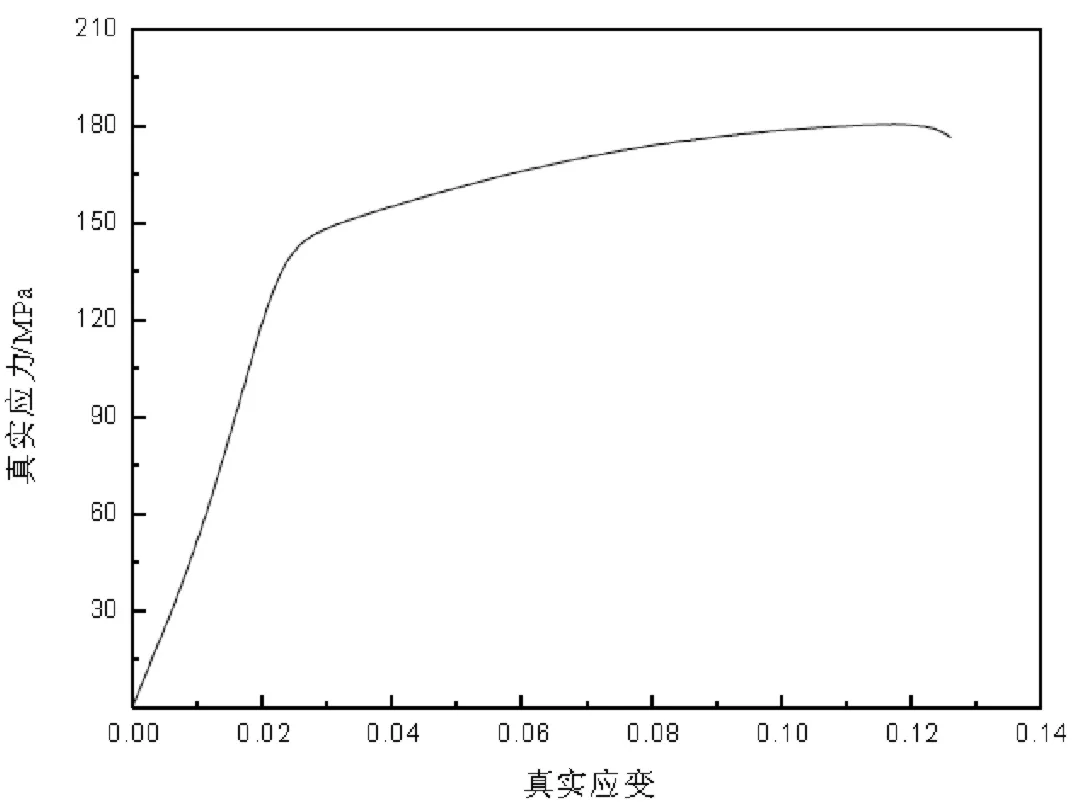
圖7 AA6061 真實應力—應變曲線

式中:σ——真實應力;ε——真實應變;s——工程應力;e——工程應變。
2.2 典型樣件充液成形仿真
將測得的AA6061 鋁鎂合金力學性能參數導入Dynaform中,并根據實驗工況建立典型板材樣件有限元模型,如圖8所示,有限元模型主要包括壓邊圈、板材坯料、凹模三個部分,三者均采用殼單元,壓邊圈與凹模設置為剛體,板材坯料厚度1 mm,查閱相關文獻和資料,將板材坯料與凹模、壓邊圈之間的摩擦因數設為μ=0.05,加壓前,板材坯料與壓邊圈的間隙為1 mm,根據實驗工況,壓邊圈壓力設置為150 kN,液壓壓力設置為35 MPa。仿真結果如圖9 所示,最小壁厚出現在最小曲率半徑處,為0.851 mm,減薄率為14.9%,取與實驗結果相同的測點進行對比,測量結果如表2 所示,壁厚分布曲線如圖10 所示。仿真與實驗壁厚的最大誤差為6.5%,因此證明基于Dynaform 軟件的有限元模型及仿真方法的正確性。
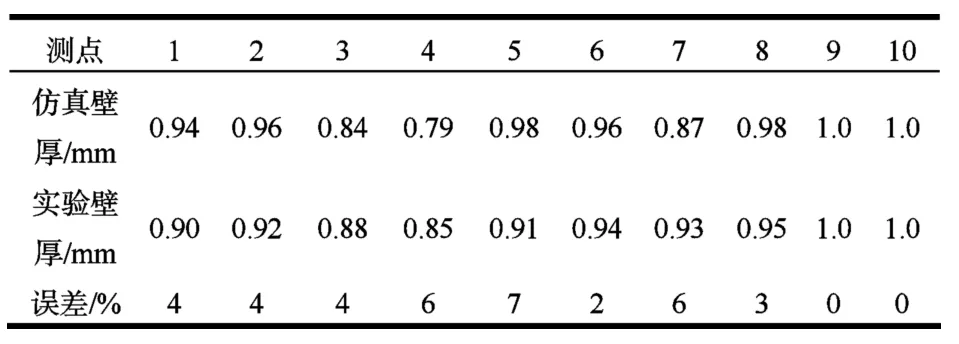
表2 仿真與實驗壁厚對比
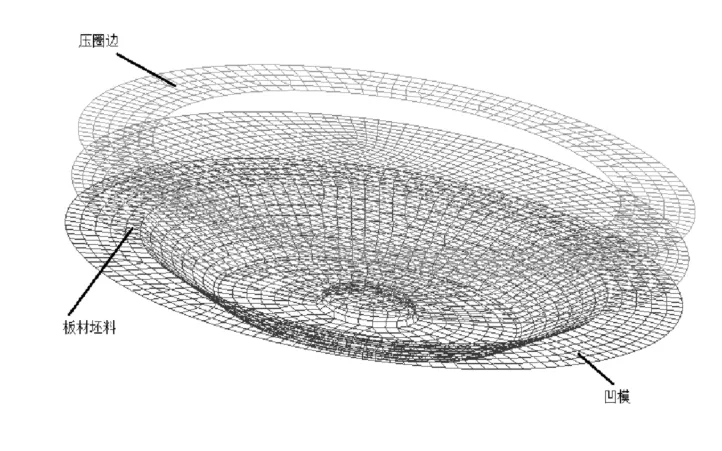
圖8 有限元模型
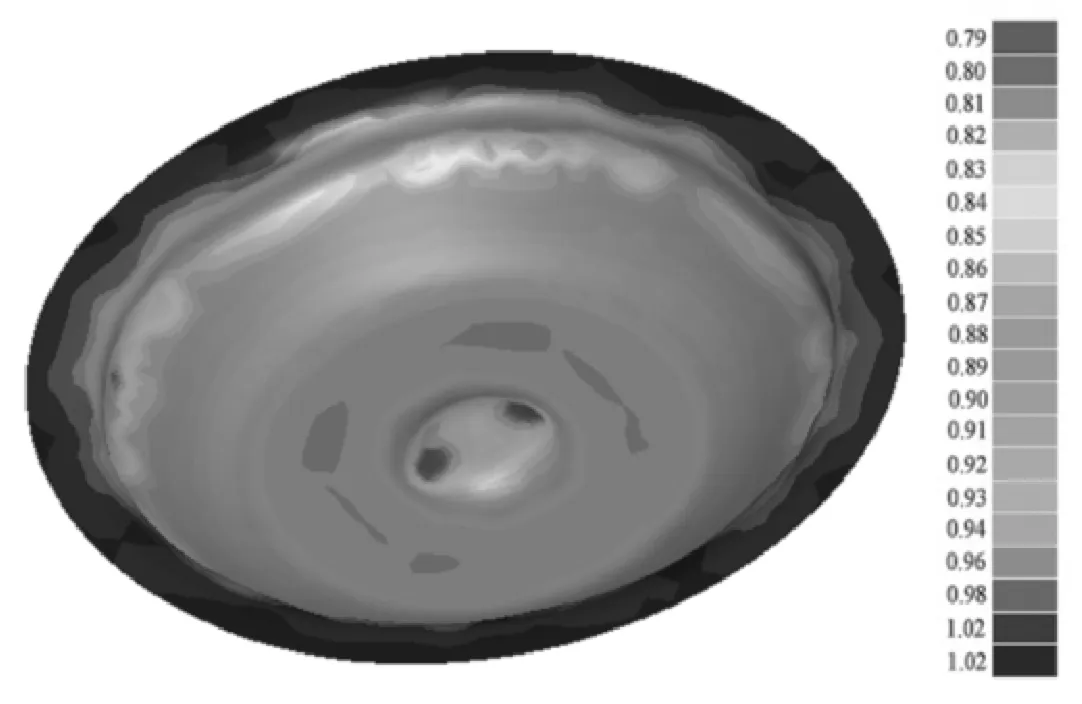
圖9 液壓仿真結果
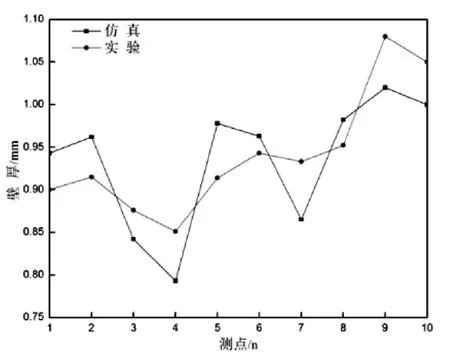
圖10 板材壁厚對比
3 電池殼液壓成形仿真分析
某新能源汽車的單塊電池尺寸為148 mm×60 mm×50 mm,由于該電池縱向深度較大,若采用傳統沖壓成形,成形過程中,板材坯料與凹模之間為剛性接觸,摩擦力較大。當壓邊圈壓力較小時,坯料可以向內流動,此時坯料所受拉應力較小,但擠壓應力較大,板材容易發生起皺;若壓邊圈應力過大,坯料不能及時向內流動補料,所受拉應力超過抗拉極限,則會發生破裂。所以若要實現零件不發生起皺以及破裂,則需至少3 次傳統沖壓成形工序。相對于剛性拉深,借助充液拉深工藝進行液壓成形,可以降低坯料與模具之間的摩擦,降低減薄率,根本原因在于利用高壓油液代替傳統剛性凸模,將剛性接觸轉為柔性接觸,摩擦力較小,坯料減薄率降低。同時,充液拉深成形過程中凹模與板料下表面之間產生流體潤滑,從而大大提高零件的成形性能與表面質量。本文通過典型板材樣件的仿真與實驗對比,證明利用Dynaform 進行液壓成形仿真的正確性,在此基礎上,根據某電動汽車單塊電池實際尺寸,建立有限元模型,并估算出需要270 mm×200 mm×2 mm 的AA6061 鋁鎂合金坯料進行成形,模型如圖11 所示。
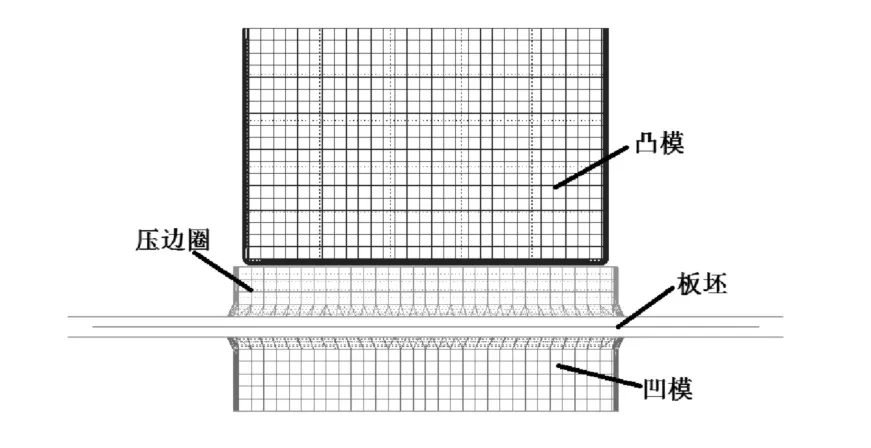
圖11 電池殼有限元模型
3.1 壓邊圈壓力對成形質量的影響
根據公式(2)計算出壓邊圈壓力不小于125 kN。在液壓壓力相同的情況下,討論125 kN、150 kN、175 kN、200 kN 4 種不同壓邊圈壓力條件下板材壁厚變化,圖12 為四種壓力下的仿真結果,從圖中可以看出,壓邊圈壓力從125 kN 增加到150 kN 階段,此時壓邊圈壓力過小,坯料與凹模之間存在空隙,隨著液壓壓力的逐漸增大,壓邊圈不能壓緊板材,板材過度向凹模內補料,板材發生起皺現象;從150 kN 增加至175 kN,此階段板材最小壁厚變化平穩;從175 kN 增加至200 kN 時,此階段壓邊圈壓力過大,導致坯料與凹模之間摩擦力增大,隨著液壓壓力的增加,板材不能及時向凹模內補料,導致在凹模倒圓角處,坯料所受拉應力過大,減薄嚴重。對比發現板材在壓邊圈壓力為175 kN 下成形質量最好,最小壁厚為1.15,減薄率35%。
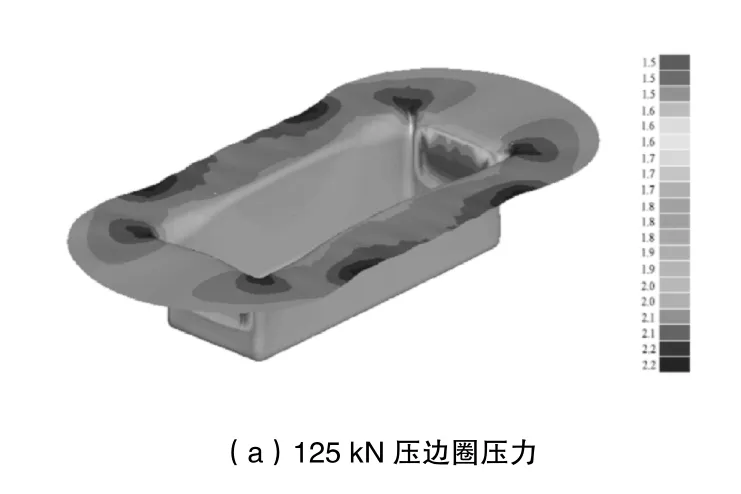
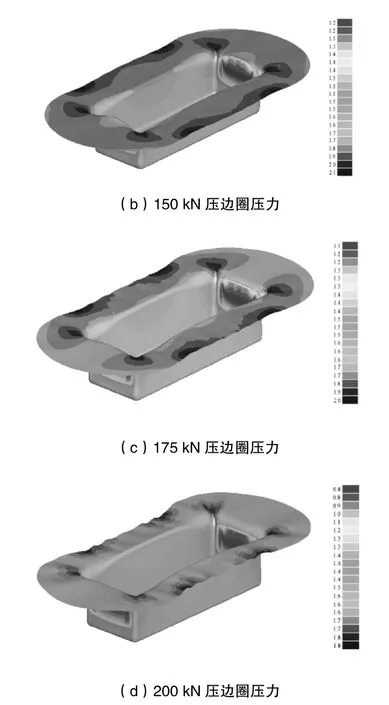
圖12 不同壓邊圈壓力仿真結果
3.2 成形壓力對成形質量的影響
根據參考文獻[10]由于電池殼成形深度較大,所以采用充液拉深的方式進行電池殼的充液成形,充液拉深的成形原理如圖13 所示,公式(5)~(7)對最大所需液壓壓力進行估算。
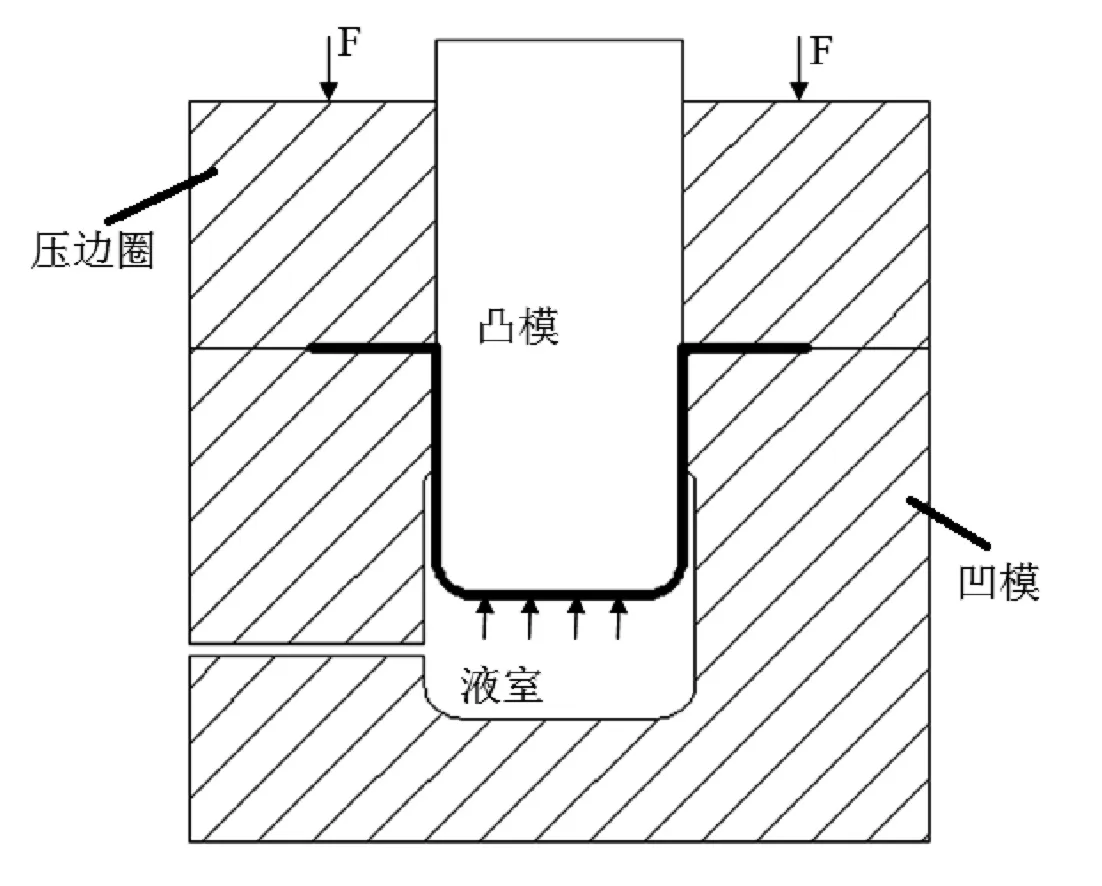
圖13 充液拉深原理圖

其中:設Fi為板材成形壓力;Fj為板材成形時凸模拉深板材的拉深力;Fk為板材抵抗液室的壓力;Fg為液室壓力;k為安全系數,根據坯料的相對厚度和法蘭相對直徑決定,此處k=0.38;l為變形橫截面周邊的長度;t為坯料厚度;Rm為坯料抗拉強度。
根據公式估算出成形壓力不大于50 MPa,在壓邊圈壓力設為175 kN 條件下,分別取 5、10、15、20、25、30、35、40、45、47、50 MPa 等11 種液壓壓力進行仿真,加載路徑如圖14 所示。圖15 為液壓壓力對板材最小厚度的影響曲線,隨著液壓壓力的升高,板坯受到朝凹模方向的下壓力,使板坯逐漸貼模,板坯厚度隨著壓力上升而減少,當液壓壓力增加至45 MPa 時,最小壁厚為0.82 mm,壓力增大至47 MPa,最小壁厚仍為0.82 mm,壓力繼續增加至50 MPa,最小壁厚未發生變化,說明45 MPa 時,板坯完全貼模,壓力增大不影響電池殼厚度變化。
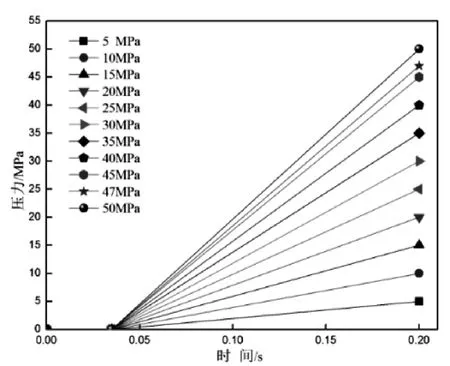
圖14 不同液壓加載路徑
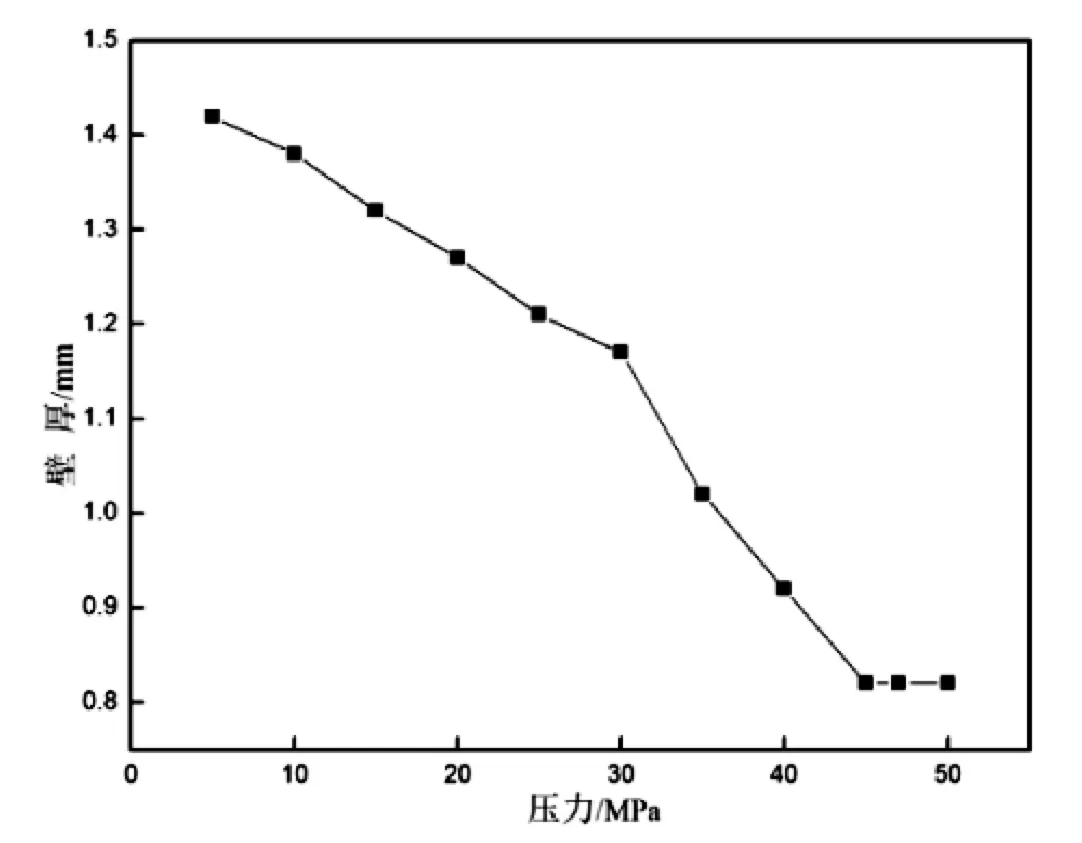
圖15 不同壓力最小壁厚
4 結論
(1)本文借助自行搭建的液壓成形實驗平臺及非線性有限元軟件Dynaform 進行成形實驗及仿真,對比二者結果發現,壁厚差值0.065 mm,證明典型板材樣件有限元模型及仿真方法的正確性。
(2)此階段壓邊圈壓力過小,坯料與凹模之間存在空隙,隨著液壓壓力的逐漸增大,壓邊圈不能壓緊板材,板材過度向內補料,發生起皺現象;壓邊圈壓力過大,坯料與凹模之間摩擦力增大,不能及時補料,因此在凹模倒圓角處,坯料所受拉應力過大,減薄嚴重。壓邊圈壓力在175 kN 條件下,電池殼成形質量最佳。
(3)液壓壓力升高,板材受到朝凹模方向的壓力,使坯料逐漸貼模,板材厚度隨著壓力上升而減少,當液壓壓力增加至45 MPa 時,最小壁厚為0.82 mm,壓力繼續增大并取47 MPa、50 MPa 下的仿真結果進行分析,發現兩種壓力下的最小壁厚都為0.82 mm,說明45 MPa 時板材已經完全貼膜,繼續加壓,厚度不再變化。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55