壓塑工藝及模具設計
——下篇 塑料壓制成型第十講 壓注成型壓力的計算及其設備選擇
2021-08-27 11:49:02洪慎章
橡塑技術與裝備 2021年16期
洪慎章
(上海交通大學塑性成形技術與裝備研究院,上海 200030)
(接上期)
10 壓注成型壓力的計算及其設備選擇
10.1 壓注成型壓力的計算
壓注成型壓力是用以克服塑料熔體從加料室向型腔流動的阻力,提供充模速度及對熔料進行壓實等。它是壓柱軸向移動時其頭部對塑料熔體施加的壓力。若忽略熔體流動阻力,壓注成型壓力可用下式表示:

式中:
F—壓注成型壓力,N;
Po—壓注成型時單位壓力,MPa, 與塑料品種有關, 按表62查取;
A—加料室斷面積,mm2;
D—加料室直徑,mm。
按公式(74)計算所得的壓注成型壓力F要小于壓機的公稱壓力FH,即

此外,壓注成型壓力還與塑件的流動比有關。所謂流動比,是指熔體自澆口處開始能夠在模具中流至最遠的距離與塑件厚度之比值。不同塑料品種具有不同的流動比范圍。
10.2 壓注設備的選擇
為使壓機與壓注模相匹配,應進行壓機有關技術參數的校核,具體校核內容、方法與壓制模、注塑模有許多相似之處,不再贅述,故下面僅就壓力校核問題予以闡述。
10.2.1 普通壓機的選擇
在普通液壓機上的壓注成型,塑料的壓注力及模具的鎖模力均由液壓機主活塞缸供給。
(1)成型壓力校核 從滿足加料室內單位成型壓力的角度,壓柱作用在加料室內塑料的總壓力應小于液壓機的公稱壓力。因此,選定普通壓機時,應根據塑料種類、加料室斷面積及單位壓力,按下式進行成型壓力校核:

式中:
FH—壓機公稱壓力,N;
A—加料室斷面積,mm2;p—單位擠壓力,MPa ;
P0—壓注成型所需要的單位成型壓力,MPa, 查表62。
(2)鎖模力校核 采用普通液壓機進行壓注成型時,壓柱對加料室物料施加成型壓力,同時也起鎖模力的作用。因此,為了保證不會因成型壓力過大,使分型面脹開而發生溢料,必須使總成型壓力大于鎖模力,通常使壓機主缸的鎖模力大于制件和澆注系統投影面積之和與壓注成型所需單位擠壓力乘積的110%~125%,即按下式進行鎖模力校核:

式中:
F′H—液壓機主缺公稱壓力,N;
A—塑料制件和澆注系統投影面積之和,mm2;
Po— 壓注成型所需要的單位成型壓力,MPa, 查表62。
10.2.2 專用液壓機的選擇
與普通壓機不同,壓柱式壓注成型所用液壓機是專用的。壓柱加壓物料和鎖緊模具分別由兩個獨立的液壓缸(輔助缸及主缸)完成。
(1)輔助缸壓力校核壓柱式壓注模的加料室的斷面皆為圓形。一般而言,加料室的斷面積比料槽式壓注模小,而高度大。首先要對壓柱加壓用的液壓機輔助缸的公稱壓力按下式進行校核:

式中:
FH—壓柱加壓用的液壓機輔助缸的公稱壓力,N;
A—加料室斷面積,mm2;
P0—壓注模單位擠壓力,MPa , 查表62。
10.2.3 塑料壓力成型機技術規格
塑料壓力成型機的主要技術參數列于表69。
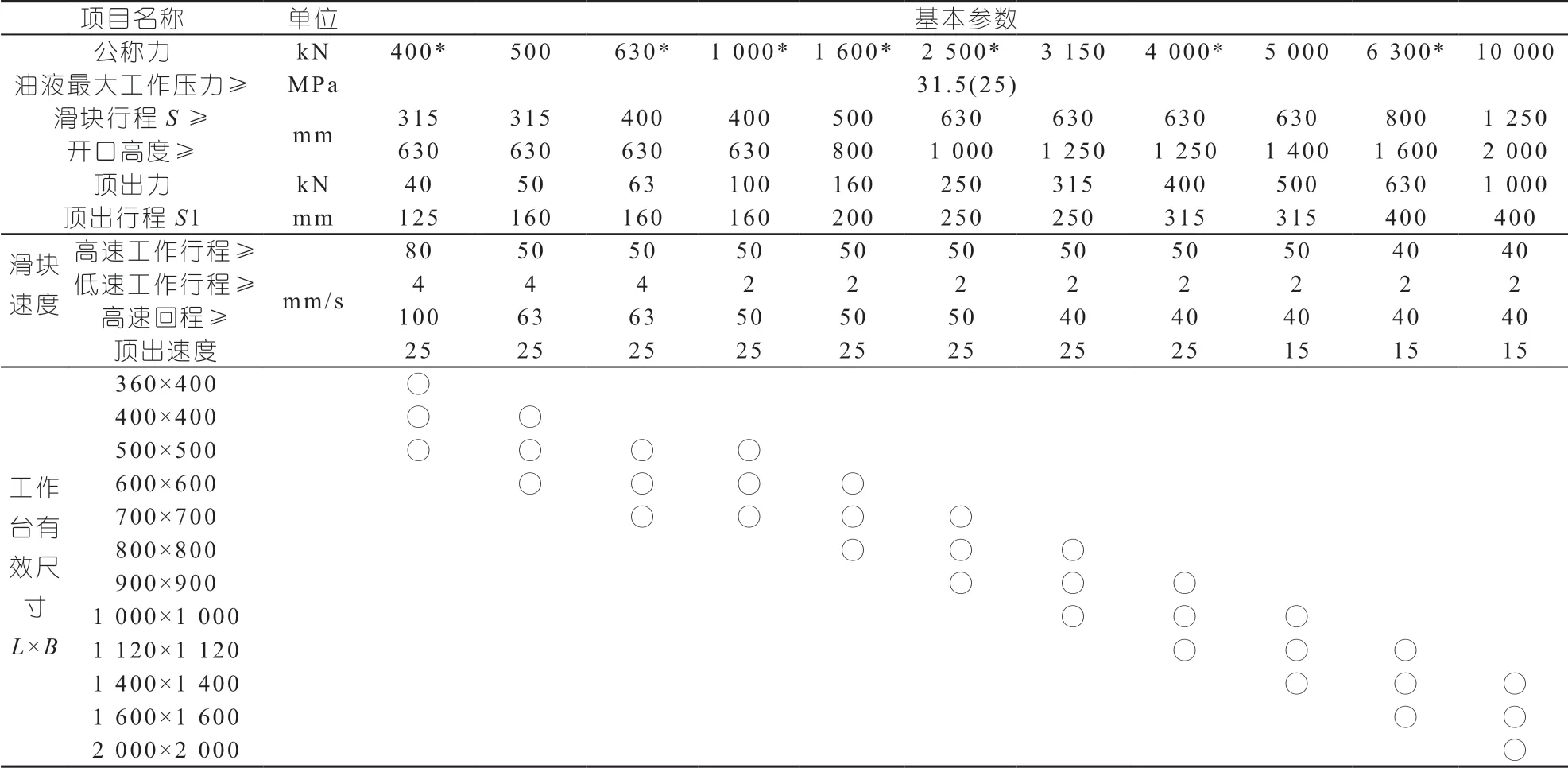
表69 塑料壓力成型機的主要技術參數
10.3 計算舉例
有一電器插座蓋板零件,其形狀及尺寸如圖289所示,厚度為3 mm。塑料品種為酚醛塑料,物料密度為1.5 kg/m3,壓縮比為3,飛邊質量按塑料凈重的10%計算,求壓機所需的噸位。
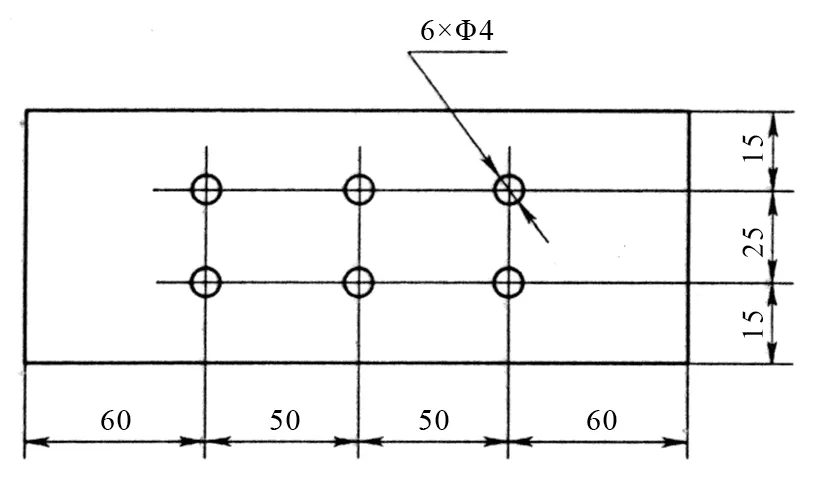
圖289 電器插座蓋板
解:
(1)塑件的體積為:
(2)塑件所需的原料體積按式(27)計算,則有
(3)加料室水平投影面積為

(4)壓注成型壓力按式(74)計算,則有
根據塑料品種按表62查得p0=140 MPa
代入上式得

按上述計算所得的壓注成型壓力F要小于壓機的公稱壓力FH,即

此外,還要考慮塑件的流動比及按模空間尺寸,故選用2 000 kN液壓機。
(5)校核成型壓力按式(76)計算,則有

上述所得的數據大于由表62中查得的對應數值,說明是附合要求的液壓機噸位。
(6)校核鎖模力按式(77)計算,則有
其 中,Ac=1.1A=1.1×11 000 mm2=12 100 mm2;根據塑料品種按表8選取p0=140 MPa。
代入上式得

上述所得的鎖模力數據小于所選用液壓機的公稱壓力。
通過上述計算及校核,電器插座蓋板塑料制作壓注成型所需壓機應為2 000 kN液壓機。