轉換開關大、小件超級精密注塑模克隆設計和制造
2021-08-27 11:51:04文根保文莉史文
橡塑技術與裝備 2021年16期
文根保,文莉,史文
(1.中國航空工業集團公司航宇救生裝備有限公司,湖北 襄陽 441002;2.澳大利亞悉尼大學,澳大利亞 悉尼 2194)
轉換開關是工業生產自動流水線上機械手中的一種運動轉換裝置,組件由塑料大、小兩件黏接而成。圖紙要求大、小件黏接面的平面度不大于0.02 mm ;Φ14H7 mm,3×Φ4H7 mm與3×Φ6G6 mm七孔的圓柱度均不大于0.01 mm ;孔的精度為IT6~IT7級,并且孔位要一致,還要和進口件保持一致。塑料制件尺寸公差(SJ1372-78)規定:塑料制件的3級為高精度 ,公稱尺寸為 >3~6 mm 的尺寸段,3級精度為 0.08 mm 。在國家標準GB1800~1840—79“公差與配合”中的標準公差數值IT11是0.075 mm,與Φ6 G6 (+0.012) mm 為IT6對比之下相差5級多。
為了達到轉換開關大、小件孔的超級精度要求,需要根據它們的樣件進行注塑模的克隆或復制。在沒有注塑樣件注塑模圖紙的情況之下,克隆或復制注塑模主要是根據注塑樣件上成型痕跡進行。
在試制過程中以選擇塑材和填充料品種為主線,解決了大、小兩件成型加工中變形的問題。以選用注塑機型號和調整注射參數為輔,解決了注塑件微變形。以后處理工藝,解決了注塑件因內應力產生裂紋和銀紋;以測繪技術和修模,解決了黏接平面和孔位的精度;以控制塑料二次收縮解決了孔的微收縮和幾何精度;用上千次試驗黏接劑品種和黏接工藝及浸膠帶的方法,解決了轉換開關組件之間剪切強度和漏氣、串氣及堵氣的現象。氣密試驗,可以檢測組件耐壓和氣密性項目的質量。
1 轉換開關大、小件形體分析和樣件成型痕跡分析
轉換開關大、小兩件注塑模的克隆設計,一是要從注塑件的形體分析入手;二是考慮到兩件加工精度要求如此之高,注塑件冷卻收縮時受到塑料各向異性和壁厚薄不勻的影響,所產生的變形和收縮對注塑件精度影響是巨大的,最好的模具結構方案,應該是按照轉換開關大、小樣件注塑模進行的克隆模具。
1.1 轉換開關大、小兩件的資料
轉換開關大、小兩件的形狀、尺寸和精度,如圖1所示。材料:聚四氟乙烯,收縮率為:3.1%~7.7%。
1.2 轉換開關大、小兩件形體分析
形體分析就是將注塑件上影響注塑模結構的要素,從注塑件零件圖中提出來,以便制定模具結構方案。
(1)大、小件上均存在著凸臺“障礙體”,如圖1所示。“障礙體”是注塑件形體上影響注塑模開閉模、抽芯和脫模運動的一種實體。轉換開關大、小件注塑模定、動模的開啟和閉合,是要避開注塑件形體上的凸臺“障礙體”才能正常地進行。如此,轉換開關大件注塑模分型面II-II的選取,如圖1(a)所示。轉換開關小件注塑模分型面I-I的選取,如圖1(b)所示。
(2)大、小件上所以的“型孔”和“圓柱體”要素的軸線,均垂直于轉換開關大、小件的分型面。這樣注塑模成型這些“型孔”和“圓柱體”要素的型芯,便可以利用模具的開、閉模運動進行它們的成型和抽芯。由于大、小件沒有沿周側向的型孔,便不存在著側向抽芯。
(3)注塑件超高精度,如圖1所示。由于大、小件所以的“型孔”和“圓柱體”要素的尺寸精度、幾何精度和孔位精度超級高,注塑模結構和加工要求便是要確保注塑件的精度。
1.3 轉換開關大、小兩樣件成型痕跡分析
由于大、小件存在壁厚的差異和收縮各向異性的影響,為了確保注塑件的精度,就必須要控制注塑件成型加工時的變形、微變形、收縮和微收縮。如此,就應該使注塑件的材料和模具與樣件保持一致,也就是說要使注塑件成型加工的條件與樣件相符,既要克隆或復制出樣件的注塑模。在沒有樣件注塑模圖紙的情況之下,唯一方法是從樣件的成型痕跡中還原注塑模的結構,以便按照樣件的注塑模結構成型痕跡進行模具的設計。
(1)大、小兩樣件澆口的痕跡,如圖1(a)和圖1(b)所示。
(2)大、小兩樣件分型面的痕跡,如圖1(a)和圖1(b)所示。
(3)大、小兩樣件頂桿的痕跡,如圖1(a)和圖1(b)所示。
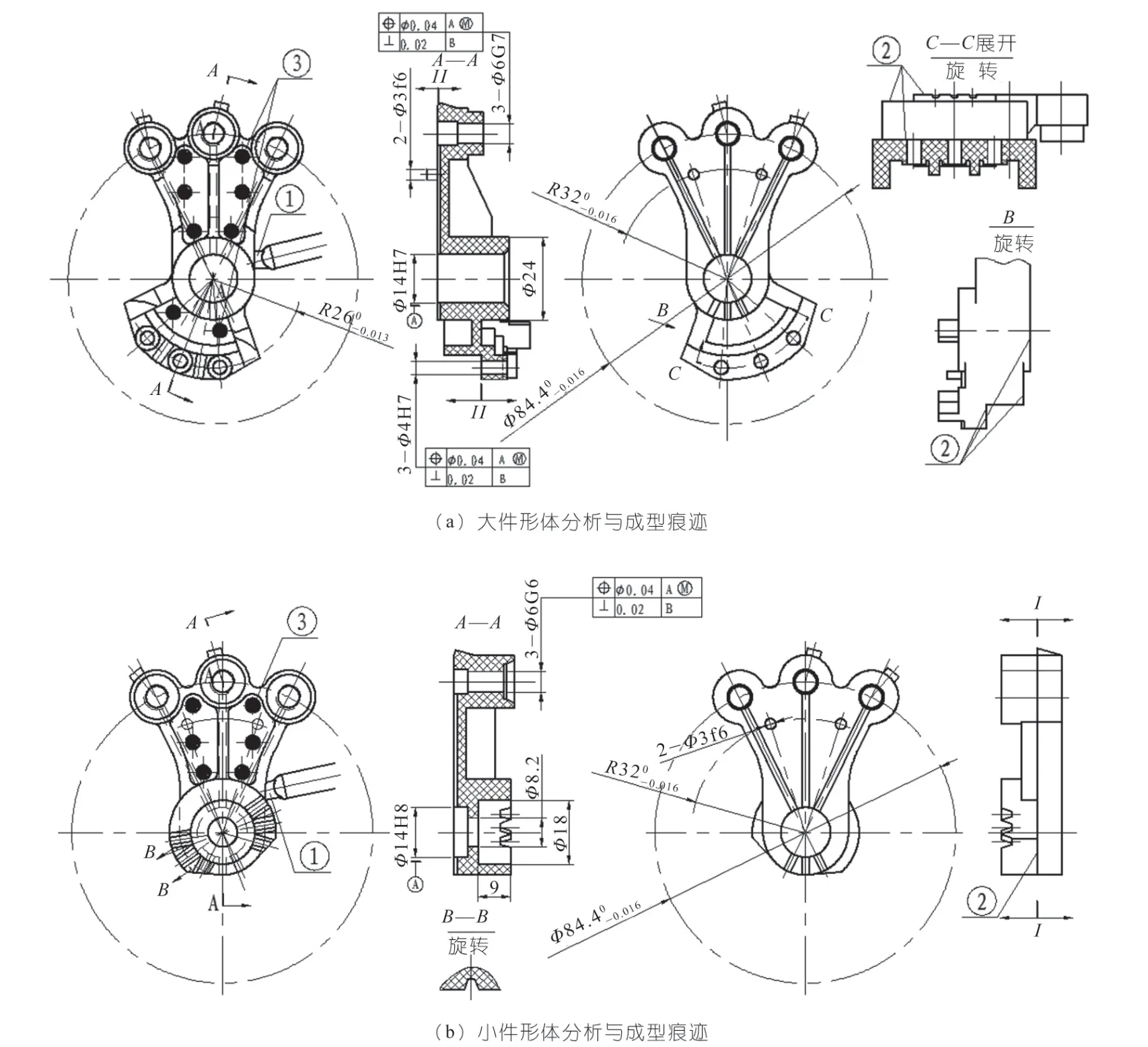
圖1 轉換開關大、小件形體分析與成型痕跡
2 轉換開關大、小件注塑模結構方案的制訂與設計
轉換開關大、小件注塑模的克隆設計,應該是在注塑模結構方案克隆的基礎上進行。
2.1 大、小件注塑模結構方案的制訂
注塑模結構方案,應該是在注塑件形體分析和注塑樣件成型痕跡分析的基礎上進行。
2.1.1 注塑模分型面的設置
如圖1所示,注塑模分型面可以按照轉換開關大、小件形體分析和它們樣件的痕跡進行設置,分型面的設置只有如此一種的方案。
2.1.2 注塑模頂桿的設置
頂桿的大小、數量和位置的設定,如圖1所示。注塑樣件上頂桿設置在深腔的對稱位置上,有利于注塑件脫模時受到均勻脫模力作用而不會產生變形。
2.1.3 注塑模澆口的設置
如圖2所示,大、小件模具澆口位置和方向的設置,會造成料流方向與溫度不同的變化,會引起注塑件收縮各向異性的不同,從而會造成注塑件精度的變化和缺陷的產生。
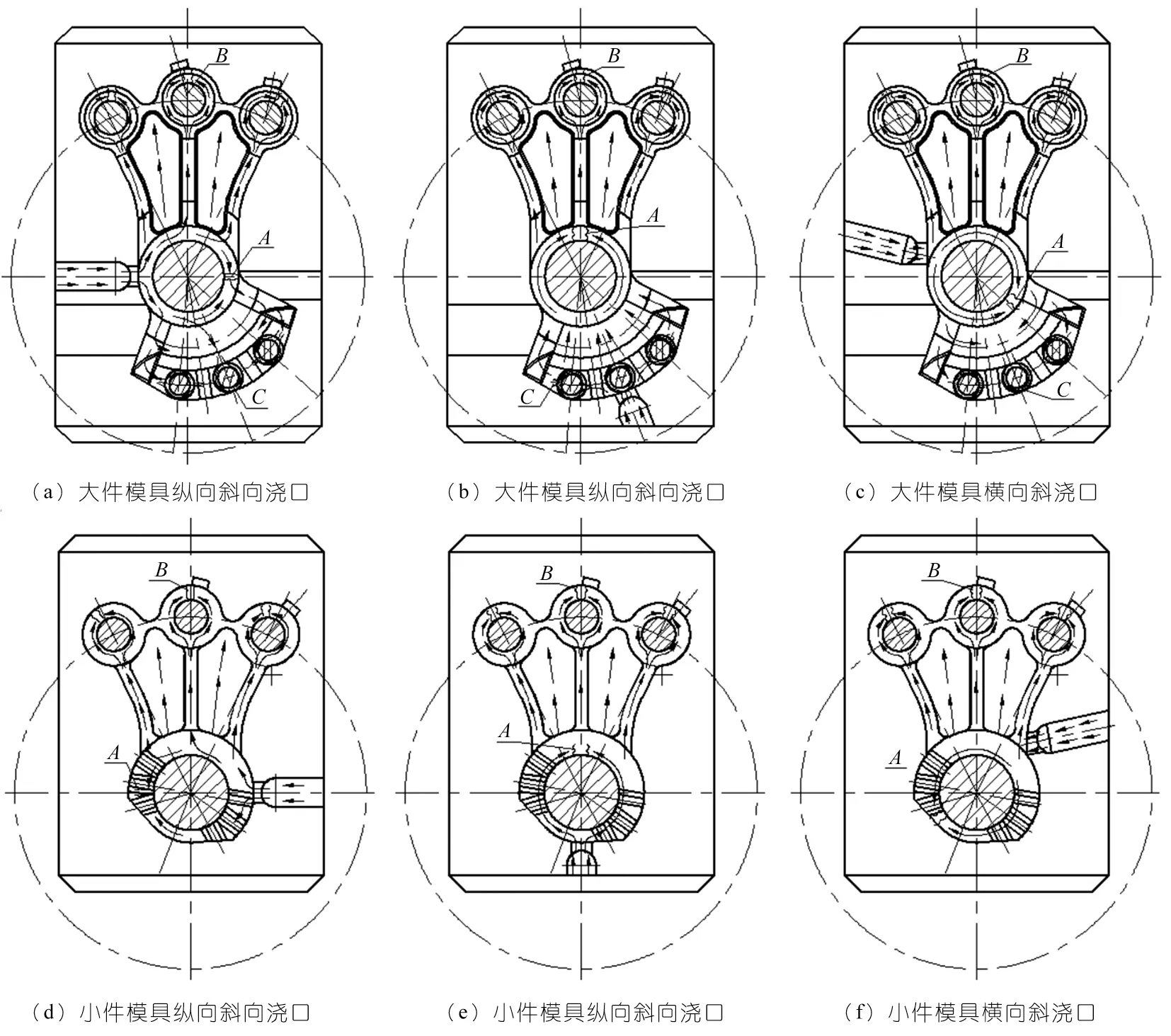
圖2 大、小件模具澆口的位置、方向和料流分析
(1)大件模具橫向垂直澆口的形式:如圖2(a)所示,塑料熔體料流從澆口中流出,直接沖擊著Φ14H7孔的型芯,熔體迅速冷卻使得料流前鋒形成了冷凝的分子團,冷凝分子團在后續料流的沖擊和攜帶之下散布在流程中形成了流痕。塑料冷卻收縮量的規律:是在料流方向較小而在垂直料流方向較大。如此,還會影響三個Φ9H7孔脫模收縮后橫向與縱向孔距的精度、尺寸精度和幾何精度。由于料流進入模腔就立即產生了降溫,并且在隨后填充過程中繼續降溫,從而導致A、B、C三處的熔接痕程度嚴重,并十分明顯。因此,該方案不可行的。
(2)大件模具縱向斜向澆口的形式:如圖2(b)所示,塑料熔體料流從澆口流出后,經扇型形體部位沖擊中間Φ14H7孔的型芯,在A處形成熔接痕,然后經手掌形的形體部位充滿型腔。料流在填充過程中是均勻的降溫,加之上端三個Φ6H7孔的型芯直徑較小,所以熔接痕不會很明顯。但流程是三種方案中最長的,對縱向型孔距的精度有所影響,該方案較之圖2(a)好。
(3)大件模具橫向斜澆口的形式:如圖2(c)所示,澆口是偏離中心,可使大部分料流呈切向填充,避免了料流直接沖擊中間Φ14H7孔的型芯而出現急劇降溫。加之上下和左右的流程基本相等,料溫的降溫均勻。由于料流先橫向斜向填充,后以手掌形 度向上向下進行填充,對收縮量各向異性的影響極小。所以對精度的影響也很小,對熔接痕的影響也非常地小。所以這是一種比較理想的料流狀況,也是一種比較理想的澆口形式。
(4)小件澆口形式,如大件澆口形式的分析相同,應取橫向斜澆口的形式,如圖2(f)所示。只是小件的形體較之大件要小,重量較之大件要輕。這時容易出現澆口料流不平衡的現象,可以采用料流平衡公式進行計算或通過試模修理大件澆口的深度與寬度,來解決大件容易出現填充不足和縮痕的缺陷。
不管澆口是哪一種形式,加上注塑件壁厚的差異,塑料冷卻收縮時對注塑件孔的幾何精度影響也是無法改變的。因此,僅依靠模具的結構是沒有辦法完全解決的,要解決如此孔的超高幾何精度肯定還要采用其它的工藝方法。
2.2 注塑模結構的設計
在根據注塑件形體和成型痕跡分析的前提之下,又在制訂出模具結構方案的基礎之上,便可以開始進行注塑模的設計。因為注塑件超級精度要求,需要克隆或復制的注塑模。克隆設計注塑模之前,需要將轉換開關大、小樣件上模具的痕跡測繪下來并記錄在案。在具體模具設計時,可以按照模具痕跡的尺寸、位置、數量和方向進行。由于用大、小件形狀相近似,重量相差也不大,模具結構可以采用大、小件共用一套模具的結構。注塑模結構為兩模板的標準模架,如圖3所示。為了改善熔體的流動性,模具中加裝了熱管5的孔。
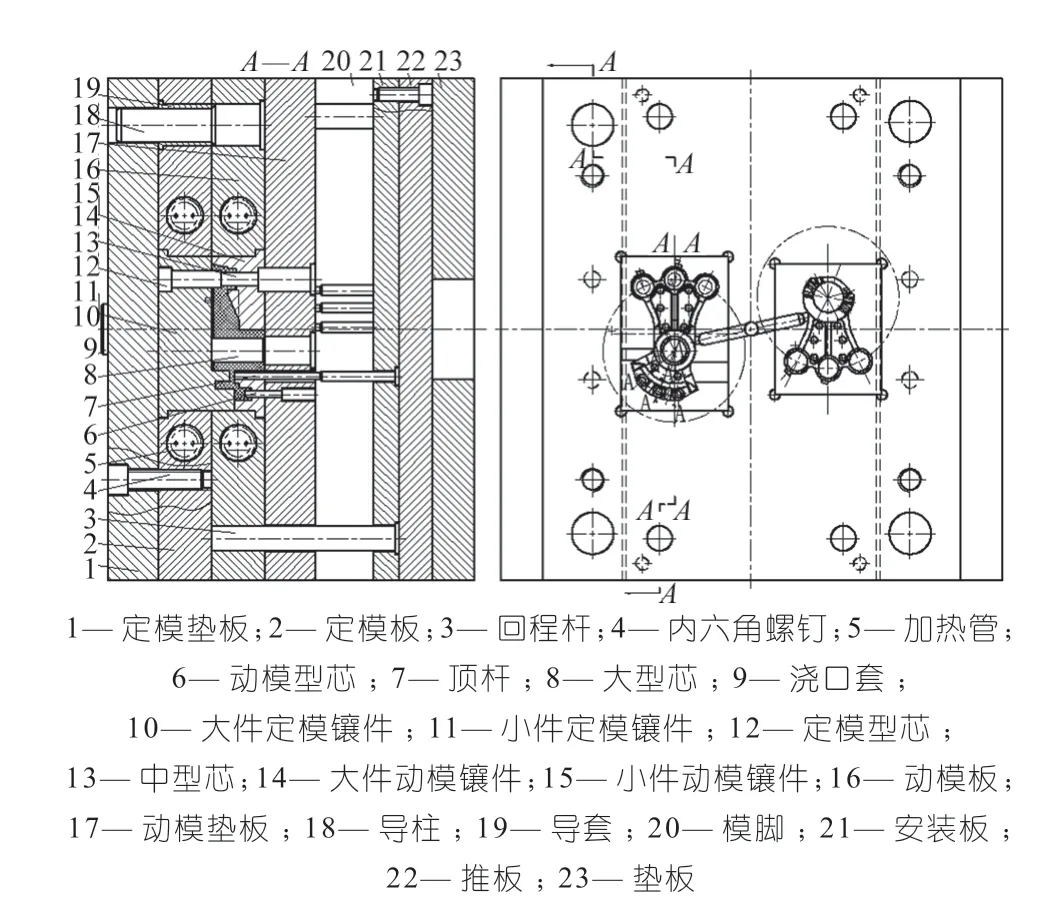
圖3 轉換開關大、小件注塑模
3 轉換開關大、小件注塑模定、動型芯的加工
超級精度的注塑模設計好之后,模具的加工就成為最為關鍵的內容。特別是大件定模鑲件10、大件動模鑲件14和小件定模鑲件11、小件動模鑲件15的孔位與分型面的加工。
3.1 型腔和分型面的加工
(1)分型面的加工:大件定、動模鑲件和小件動模鑲件分型面的加工是靠加工中心,小件定模鑲件分型面的加工是可以采用磨削。大、小定模鑲件的分型面是注塑件的黏接面,需要確保其平面度不大于0.005 mm。
(2)型腔的加工:大、小件注塑模定、動模鑲件型腔的加工,可用粗、精加工電極先后分別進行。
3.2 大、小件注塑模定、動模鑲件結構,
如圖4所示,它們所有孔的加工,可以在坐標鏜床或慢走絲進行。先是以一大面和兩相鄰側面為基準,加工出所以的孔。所有孔均留單邊0.5 mm的加工余量,在坐標測量儀測量出孔位尺寸后再進行精加工。各件以Φ18H7、Φ6H7和Φ9H7孔為基準,精加工各件所以的孔。

圖4 大、小件注塑模定、動模鑲件
3.3 孔位尺寸坐標值的轉換
如圖4所示,大、小件注塑模定、動模鑲件所標注孔位的角度值尺寸,是很難用坐標鏜床或慢走絲是進行加工的。需要將各孔的角度值尺寸,轉換成直角坐標值才能進行加工,如按圖5所示。其中大件定模鑲件10的Φ6H7為工藝孔,加工時以大件動模鑲件和小件注塑模定、動模鑲件Φ18H7的圓心為坐標原點“O”, 大件定模鑲件的Φ6H7工藝孔圓心的為坐標原點“O”。OX和OY坐標和各孔的OX及OY坐標值,如圖4所示。
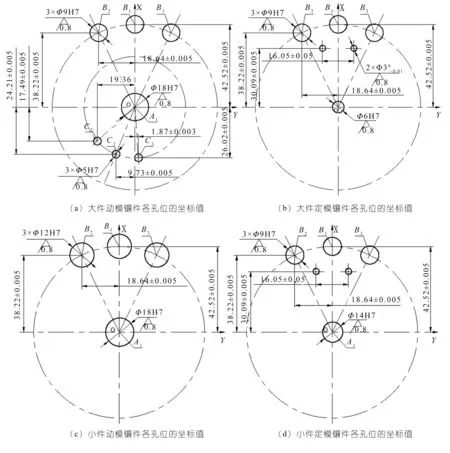
圖5 大、小件定、動模鑲件各孔位的坐標值
4 結束語
轉換開關大、小件的注塑模,不僅是超高精度注塑件模具的克隆設計和制造的問題,還是注塑件綜合技術應用的問題。如注塑件高分子材料和填充料的選擇;注塑件諸多缺陷的整治;黏接劑和黏接工藝的選用和試驗;模具精度的修復;孔的超高幾何精度加工等一系列的課題合理解決的問題。缺失那一方面問題沒有得到很好地解決,轉換開關組件都得不到成功的制造。如此看來,一個注塑產品的成功開發是要從多方面的技術作手才能獲得成功。