高真空氣淬爐真空故障的排除與檢修技術(shù)
2021-08-27 09:15:42常義民
設(shè)備管理與維修 2021年11期
劉 勇,余 剛,常義民
(中國(guó)工程物理研究院機(jī)械制造工藝研究所,四川綿陽(yáng) 621000)
1 故障現(xiàn)象
某669 臥式高真空高壓氣淬爐是一種大壓力、強(qiáng)冷卻、高功率的氣體淬火爐[1]。雖然其結(jié)構(gòu)復(fù)雜,但具有冷卻均勻、工件變形小、冷速可控等優(yōu)點(diǎn),在熱處理工藝環(huán)節(jié)起到了極其重要的作用。在運(yùn)行期間,設(shè)備的真空度從0.1 Pa 下降到0.5 Pa,重新開機(jī)抽取真空,但始終達(dá)不到0.1 Pa;檢查設(shè)備的壓升率為5×10-2mbar·L/s(5 Pa·L/s),超過(guò)設(shè)備出廠規(guī)定值。
2 故障分析與處理
2.1 真空系統(tǒng)原理
真空爐真空發(fā)生器由機(jī)械泵、羅茨泵、擴(kuò)散泵三級(jí)串接而成,通過(guò)有條件的順序啟動(dòng)泵體,分級(jí)抽取密閉腔體中的空氣形成真空環(huán)境。
2.2 校準(zhǔn)真空計(jì)
真空爐中經(jīng)常存在顆粒物,受其影響,導(dǎo)致真空規(guī)測(cè)量零點(diǎn)偏移。因此,在真空爐發(fā)生真空故障時(shí),需要對(duì)真空計(jì)進(jìn)行校準(zhǔn),保證測(cè)量的可信度。
校準(zhǔn)方法:該真空爐采用的真空計(jì)是型號(hào)為PTR90N 的復(fù)合真空規(guī),能在1×10-8~1×103mbar(1 mbar=100 Pa)連續(xù)讀數(shù)。實(shí)驗(yàn)室常用的真空規(guī)校準(zhǔn)方法有對(duì)比法、動(dòng)態(tài)流量法[2],通過(guò)對(duì)作業(yè)現(xiàn)場(chǎng)的硬件條件分析,決定采用對(duì)比法。具體措施:在檢測(cè)口同時(shí)安裝多個(gè)真空檢測(cè)計(jì),在抽取真空的同時(shí)觀察讀數(shù)的差值,如果設(shè)備原始安裝位置的真空計(jì)與其他示值相差較大,判定為真空設(shè)備檢測(cè)儀器故障,需用準(zhǔn)確、可靠的真空計(jì)將其替換。
2.3 真空泵組的檢測(cè)
真空泵的抽取能力直接影響真空設(shè)備的真空性能,由于真空泵在工作中不斷的磨損、老化,以及設(shè)備未及時(shí)保養(yǎng)等因素,導(dǎo)致其抽取性能與密封性隨之下降,極限真空等各方面指標(biāo)下滑是造成真空爐設(shè)備真空故障的影響因素之一。
2.3.1 真空泵組的真空性能
該泵組采用“機(jī)械泵+羅茨泵+擴(kuò)散泵”的組合方式,通過(guò)查找相關(guān)資料得到各泵的真空性能表(表1)。
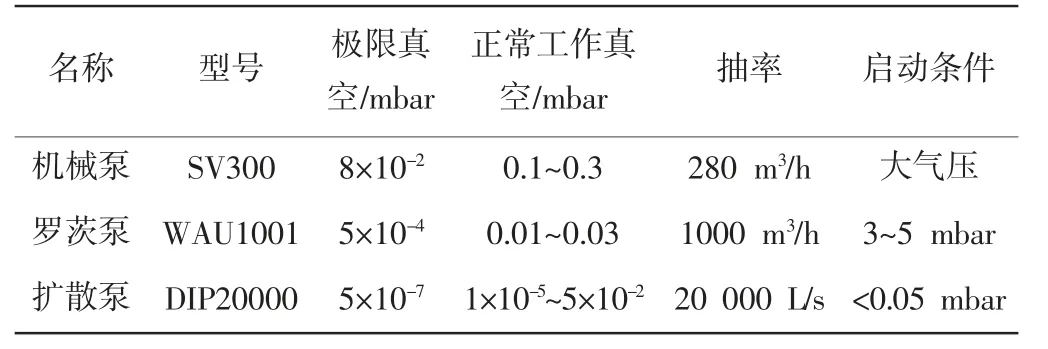
表1 3 種真空泵的真空性能
2.3.2 檢測(cè)方法
真空泵組的檢測(cè)方法常采用“組合法+分段法”結(jié)合的方式(圖1)。

圖1 真空爐氣路回路
檢測(cè)順序:
(1)步驟1:開啟機(jī)械泵+羅茨泵+擴(kuò)散泵。檢測(cè)方法:關(guān)閉高閥與旁路閥后,可以切斷泵組與真空爐室的聯(lián)系,此時(shí)可以在設(shè)備預(yù)留的檢測(cè)口進(jìn)行真空度檢測(cè)。
(2)步驟2:開啟機(jī)械泵。檢測(cè)方法分為不脫機(jī)檢測(cè)和脫機(jī)檢測(cè)兩種,前者是在管道上預(yù)留有檢測(cè)口安裝真空計(jì)檢測(cè),優(yōu)點(diǎn)是方便快捷,缺點(diǎn)是很難排除管道、閥門泄漏對(duì)檢測(cè)結(jié)果的影響;脫機(jī)檢測(cè)則將機(jī)械泵與爐體分離,通過(guò)一個(gè)檢測(cè)工裝(圖2)直接進(jìn)行,這樣得出的值比較準(zhǔn)確,但是檢測(cè)過(guò)程較長(zhǎng)。
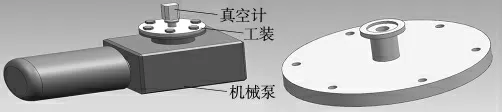
圖2 檢測(cè)工裝
(3)步驟3:開啟機(jī)械泵+羅茨泵。檢測(cè)方法與步驟2 相同,也有兩種方案。
將上述3 個(gè)步驟的檢測(cè)結(jié)果與表1 的數(shù)據(jù)進(jìn)行比對(duì),能清晰地判斷出泵組中每個(gè)泵的運(yùn)行狀態(tài),然后再進(jìn)行針對(duì)性的檢修或更換。
2.4 設(shè)備外泄漏檢測(cè)
真空爐設(shè)備的外泄漏,是指由于真空設(shè)備密封件老化、材料缺陷(如銹孔、沙眼)等造成的密封失效,使真空腔體與大氣直接相通的一種故障現(xiàn)象。
2.4.1 檢漏原理
氦質(zhì)譜檢漏儀是一種以質(zhì)譜分析為原理、以氦為示蹤氣體對(duì)真空設(shè)備和密封器件的漏隙進(jìn)行定位或定量、定性測(cè)量的工具,真空設(shè)備通常采用其進(jìn)行檢漏。
2.4.2 檢漏方法
常用的真空設(shè)備檢漏方法有噴吹法和吸入法兩種。
(1)噴吹法:將檢漏儀接到真空爐的檢測(cè)口,然后用噴槍將示蹤氣體噴在可疑漏孔處,當(dāng)真空爐體存在泄漏時(shí),質(zhì)譜儀將會(huì)檢測(cè)到氦氣,漏率表上會(huì)直觀地顯示泄漏量的大小。該方法既能檢測(cè)漏孔的位置同時(shí)也能估算漏孔的大小,是常用的真空爐泄漏檢測(cè)方法。
(2)吸入法:與噴吹法相反,吸入法是將檢漏儀接在真空爐的檢測(cè)口上,使其充入規(guī)定壓力的示蹤氣體,再通過(guò)檢測(cè)漏孔泄漏出的氦氣達(dá)到檢測(cè)的目的。不過(guò),該方法需要充入比1 個(gè)大氣壓高的氦氣,且充入其中的氦氣無(wú)法重復(fù)使用,浪費(fèi)較多,一般在真空爐的檢漏中很少使用。
2.5 設(shè)備內(nèi)部泄漏檢測(cè)
真空設(shè)備的內(nèi)泄漏是指真空腔體與真空爐設(shè)備配套設(shè)備之間的相互泄漏,主要分為氮?dú)庑孤┡c冷卻循環(huán)水泄漏兩種。
2.5.1 檢查氮?dú)獾男孤?/p>
儲(chǔ)氣罐中的高壓(0.8 MP)氮?dú)饨?jīng)過(guò)管道與真空爐腔體連接,需要使用氮?dú)鈺r(shí),打開氣動(dòng)閥門、讓高壓氣體流入真空腔即可(圖3)。如果氣動(dòng)閥門鎖不緊、存在泄漏,便會(huì)造成真空腔體內(nèi)真空度不足的現(xiàn)象。

圖3 氮?dú)夤夼c真空爐連接
一般采取隔離法進(jìn)行排除:制作一個(gè)盲板工裝(圖4),然后拆下氣動(dòng)閥門,將該盲板通過(guò)螺釘固定在管道口的法蘭上,實(shí)現(xiàn)氮?dú)夤夼c真空腔體的物理隔離,再進(jìn)行檢測(cè)。

圖4 盲板工裝
2.5.2 檢查冷卻循環(huán)水泄漏
真空爐在運(yùn)行中需開啟循環(huán)水,對(duì)真空腔體、對(duì)流風(fēng)機(jī)、擴(kuò)散泵等進(jìn)行實(shí)時(shí)冷卻,其中真空腔體、對(duì)流風(fēng)機(jī)的冷卻管路泄漏會(huì)直接影響腔體的真空度。
在排除循環(huán)水泄漏問題時(shí),一般采用目視法、試樣件法相結(jié)合的方式進(jìn)行綜合判定。
(1)目視法:抽真空過(guò)程中出現(xiàn)真空度值上下波動(dòng)的情況時(shí),首先判斷為循環(huán)水泄漏,此時(shí)應(yīng)打開爐門,觀察真空腔內(nèi)有無(wú)積水,焊點(diǎn)、接頭等附近位置有無(wú)銹斑等。該方法適合于泄漏量比較大的情況。
(2)試樣件法:當(dāng)設(shè)備循環(huán)水泄漏量小時(shí),設(shè)備真空度依然能達(dá)到要求,但此時(shí)熱處理的試件(銅錫鋅)表面會(huì)變成綠色[3],可以通過(guò)這個(gè)方法檢查設(shè)備的循環(huán)水是否存在泄漏。
3 設(shè)備的烘烤與驗(yàn)收
真空爐在長(zhǎng)期的維修停置后,進(jìn)行烘爐非常必要,通過(guò)烘爐使?fàn)t內(nèi)耐火材料內(nèi)的水分緩慢蒸發(fā)析出,得到充分干燥,同時(shí)使耐火內(nèi)襯材料充分固化,保持耐火層的高溫強(qiáng)度和穩(wěn)定性[4]。
烘爐完成后,再對(duì)真空爐的極限真空、壓升率進(jìn)行復(fù)檢,如果兩個(gè)指標(biāo)均合格則該真空爐真空故障解除。
4 總結(jié)
綜上所述,真空爐出現(xiàn)真空故障時(shí)往往受多個(gè)因素的影響,有時(shí)甚至是多重因素同時(shí)出現(xiàn),使得真空故障呈現(xiàn)出極為復(fù)雜的動(dòng)態(tài)表征。在排除真空故障時(shí),常常需要專業(yè)的維修技術(shù)人員進(jìn)行現(xiàn)場(chǎng)維修,而且維修周期長(zhǎng)、成本高。從真空原理入手進(jìn)行組合法+分段法、噴吹法、隔離法、目視法、試樣件法等檢測(cè)方式,能大大降低真空故障維修的實(shí)施難度,提高設(shè)備的工作利用率。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:26:08
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
- 設(shè)備管理與維修的其它文章
- 中國(guó)機(jī)械工程學(xué)會(huì)設(shè)備與維修工程分會(huì)第十屆委員會(huì)第一次全體委員會(huì)議暨2021年全國(guó)設(shè)備智能運(yùn)維學(xué)術(shù)交流會(huì)議成功召開
- 汽輪機(jī)軸承潤(rùn)滑油流量的調(diào)整
- 換流站閥內(nèi)冷主泵電機(jī)軸承磨損分析及預(yù)防
- 煉化動(dòng)設(shè)備狀態(tài)監(jiān)測(cè)與故障診斷技術(shù)應(yīng)用
- 水電機(jī)組低頻振蕩在線監(jiān)測(cè)系統(tǒng)的研究與應(yīng)用
- 新型干熄爐爐蓋與活動(dòng)封罩