不銹鋼密排管接頭焊縫熱影響區(qū)銹蝕原因分析
2021-08-26 07:49:48李潮偉陳志王飛朱勇輝
電焊機 2021年7期
李潮偉 陳志 王飛 朱勇輝
摘要:針對不銹鋼密排管接頭焊縫熱影響區(qū)銹蝕的情況,采用相同的母材、焊接結(jié)構(gòu)和焊接工藝制備的試件,通過不同表面處理方式去除焊接過程中生成的氧化層,并進行模擬腐蝕試驗,對比觀察去除氧化層后材料表面耐蝕狀況,結(jié)合晶間腐蝕試驗、電解腐蝕試驗及金相顯微鏡觀察,確定了該焊縫熱影響區(qū)生銹的原因,并結(jié)合驗證試驗,提出了解決方法。
關(guān)鍵詞:不銹鋼;焊縫;熱影響區(qū);銹蝕
中圖分類號:TG441.7? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)07-0056-06
DOI:10.7512/j.issn.1001-2303.2021.07.10
0? ? 前言
不銹鋼是具有高度化學(xué)穩(wěn)定性的鋼種,具有優(yōu)良的耐蝕性能、力學(xué)性能、工藝性能,以及很大的工作溫度范圍,適用于制造有耐腐蝕、抗氧化、耐高溫和超低溫要求的零部件和設(shè)備[1]。產(chǎn)品焊縫由不銹鋼管和密排孔接頭組焊構(gòu)成的Ⅰ級焊縫,類型為角焊縫,焊接后采用刷除方式去除氧化層,產(chǎn)品經(jīng)沖洗后焊縫的熱影響區(qū)表面出現(xiàn)浮銹,不僅影響設(shè)備的外觀,還可能是材料受焊接熱循環(huán)影響造成抗腐蝕性能下降的體現(xiàn)。因此,必須明確該焊縫熱影響區(qū)產(chǎn)生浮銹的原因,并制定相應(yīng)的解決措施。
1 銹蝕可能原因
根據(jù)金屬腐蝕機理,分析認為,該焊縫熱影響區(qū)產(chǎn)生浮銹有兩個方面的原因。
(1)不銹鋼焊接過程中生成的氧化層耐蝕性不佳,熱影響區(qū)材料表面在高溫下被氧化,局部區(qū)域的Cr與O生成富Cr的表面氧化物,造成其他區(qū)域貧Cr,使得不同區(qū)域氧化層之間存在電位差,導(dǎo)致在介質(zhì)環(huán)境中發(fā)生腐蝕[2]。
(2)焊縫及熱影響區(qū)受多道焊熱循環(huán)影響耐蝕性下降。焊接接頭兩端的母材(06Cr18Ni11Ti、0Cr18Ni10Ti)均為C作為強化元素的穩(wěn)定化奧氏體不銹鋼。C含量偏高會使不銹鋼的抗腐蝕性能尤其是抗晶間腐蝕的性能下降,所以在不銹鋼中加入了穩(wěn)定化元素Ti,并通過穩(wěn)定化熱處理,使Ti和C結(jié)合形成化合物TiC,以消除C對晶間腐蝕性能的不利影響,形成了Ti穩(wěn)定化不銹鋼。穩(wěn)定化處理雖然成功平衡了強度和抗晶間腐蝕性能間的對立,但Ti的加入導(dǎo)致焊接熱過程可能使C從TiC化合物中分解出來,重新成為影響材料腐蝕性能的隱患,導(dǎo)致焊縫的抗晶間腐蝕和晶間應(yīng)力腐蝕能力下降,容易在多道焊的焊縫層間發(fā)生“ 刀狀腐蝕 ”。
2 試驗方案
針對上述兩種可能的原因,采用以下方式進行驗證。
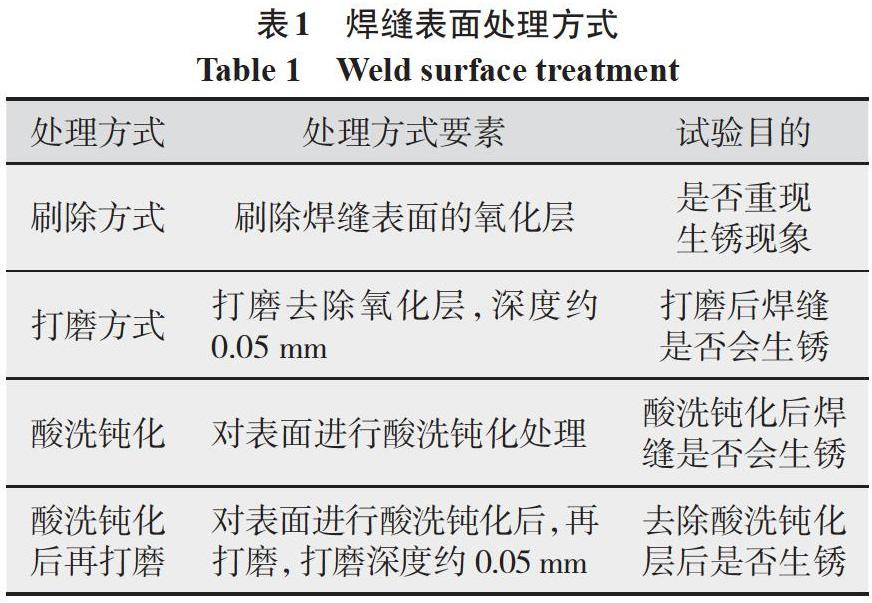
(1)采用不同的焊后表面處理方式去除焊接過程中生成的氧化層,并進行模擬腐蝕試驗,對比觀察去除氧化層后材料表面耐蝕狀況。分別采用刷除方式、打磨方式、酸洗鈍化方式、酸洗鈍化后再打磨方式對焊接后表面氧化層進行處理(各方式對應(yīng)的具體要素見表1),之后通過模擬腐蝕試驗,即常溫自來水浸泡試驗,對比焊縫表面生銹狀況。
(2)對焊接接頭進行晶間腐蝕試驗和電解腐蝕試驗,觀察接頭不同區(qū)域的腐蝕情況。按照GB/T4334-2008對焊接接頭進行晶間腐蝕試驗,采用電解方法對焊接接頭進行電解腐蝕,對比觀察試驗后的試件表面形貌。
3 試驗過程及結(jié)果分析
3.1 室溫自來水浸泡試驗
試件的種類和數(shù)量如表2所示。將第1組至第5組試件分別放置于室溫自來水中浸泡約8 h后取出放置于濕潤環(huán)境中,并與大氣環(huán)境接觸約一周。試驗過程中,對5組試驗件進行跟蹤觀察,結(jié)果如表3所示。
3.1.1 刷除方式
采取不銹鋼刷刷除焊縫及熱影響區(qū)表面的氧化層的方式,制備了4個試件用于模擬腐蝕試驗,均產(chǎn)生了類似銹蝕,其中一個試樣如圖1所示。
由圖1可知,試件的凸臺外側(cè)和管柱內(nèi)側(cè)均產(chǎn)生了浮銹。刷除方式處理的試件再次出現(xiàn)了生銹現(xiàn)象,這表明產(chǎn)品生銹現(xiàn)象不是偶然產(chǎn)生的。
由于鋼刷材料為Fe-Cr-Mn系奧氏體不銹鋼,與焊縫材料為同種類型,不會對焊縫表面造成污染,分析認為可能是由于受焊接結(jié)構(gòu)和空間限制,同時手工刷除力度有限,在處理焊縫表面時,不能完全去除焊接熱影響區(qū)表面的氧化層,導(dǎo)致焊接熱影響區(qū)表面的防腐蝕性能下降,試件經(jīng)過室溫自來水浸泡試驗后出現(xiàn)明顯銹跡。
3.1.2 打磨方式
打磨方式利用球磨頭打磨焊縫及熱影響區(qū)表面,打磨深度約為0.05 mm,打磨后的試件模擬腐蝕試驗的結(jié)果如圖2所示(取其中某一個試樣)。
由圖2可知,打磨方式處理后的試驗件經(jīng)室溫自來水浸泡試驗后產(chǎn)生浮銹的程度明顯減輕,但其中2個試件的凸臺外側(cè)仍然產(chǎn)生了多處銹斑,還有2個試件的管柱內(nèi)側(cè)也產(chǎn)生了銹斑。
打磨頭材料為合金鋼,焊縫表面經(jīng)高速旋轉(zhuǎn)的打磨頭處理后粗糙度較差,分析認為受焊接結(jié)構(gòu)和空間的限制,不能完全去除整個焊接熱影響區(qū)表面的氧化層,使得打磨不均勻或打磨不到的焊縫及熱影響區(qū)表面經(jīng)室溫自來水浸泡后出現(xiàn)銹斑。
3.1.3 酸洗鈍化方式
酸洗鈍化處理是采用酸洗鈍化膏對焊縫及熱影響區(qū)進行酸洗鈍化處理,“ 酸洗 ”旨在去除原有氧化層,“ 鈍化 ”旨在重新生成均勻、穩(wěn)定致密的氧化層。酸洗鈍化膏的涂抹厚度約1 mm,作用時間1 h,酸洗鈍化完成后用去離子水將表面沖洗干凈。
在200倍金相顯微鏡下,對比觀察試件在酸洗鈍化前后的表面氧化膜形貌,結(jié)果表明,酸洗鈍化處理前后的氧化膜很難分辨(見圖3),焊接生成的氧化膜和酸洗鈍化處理生成的氧(鈍)化膜都非常薄,厚度在5 μm以下。
采用酸洗鈍化的方式處理焊縫及熱影響區(qū)表面的氧化層,經(jīng)室溫自來水浸泡試驗后如圖4所示。(取其中某一個試樣)
由圖4可知,試件凸臺外側(cè)和管柱內(nèi)側(cè)均未見任何生銹跡象。分析認為,酸洗鈍化處理首先去除了試驗件表面氧化層,然后又在表面重新形成的鈍化膜,從而使表面具有良好的抗腐蝕性能。
為了驗證酸洗鈍化處理的效果,在產(chǎn)品焊接完成后采用酸洗鈍化方式處理了焊縫熱影響區(qū)及鄰近母材,經(jīng)沖洗試驗后未見任何生銹跡象,如圖5所示(取其中某一個試樣)。這也證實了酸洗鈍化處理方式能夠有效解決產(chǎn)品生銹問題。
3.1.4 酸洗鈍化后再打磨方式
雖然酸洗鈍化處理方式效果良好,但在鈍化膜被破壞的情況下,焊縫熱影響區(qū)能否保持足夠的耐蝕性需要進一步試驗。酸洗鈍化后再打磨的處理方式即打磨去掉酸洗鈍化形成的鈍化膜,然后再進行模擬腐蝕試驗。
由于酸洗鈍化膜的厚度不超過5 μm,而打磨深度約為50 μm,可以保證打磨能夠完全去除酸洗鈍化膜,使不銹鋼焊縫及熱影響區(qū)露出原始狀態(tài)的母材,打磨后的試件經(jīng)室溫自來水浸泡試驗后的實物照片如圖6所示(取其中某一個試樣)。
由圖6可知,凸臺外側(cè)及管柱內(nèi)側(cè)均未見任何生銹現(xiàn)象,表明即使酸洗鈍化膜被去除,焊件材料自身的抗腐蝕性能也完全能夠抵抗氧化銹蝕。
3.1.5 對浮銹試驗件酸洗鈍化后浸泡試驗
為了驗證已產(chǎn)生浮銹的產(chǎn)品酸洗鈍化后是否會再次生銹,第5組試驗件是將刷除方式中已產(chǎn)生浮銹的試驗件經(jīng)酸洗鈍化后再進行室溫自來水浸泡試驗。酸洗鈍化處理前后試件生銹情況如圖7a、7b所示,酸洗鈍化后試件室溫浸泡試驗后情況如圖7c所示。
由圖7可知,試件凸臺外側(cè)和管柱內(nèi)側(cè)處均未觀察到銹斑,酸洗鈍化處理方式能夠完全去除試驗件表面的浮銹。這表明只要徹底清除焊接熱影響區(qū)表面氧化層,不銹鋼焊接熱影響區(qū)不會再產(chǎn)生浮銹。
3.2 晶間腐蝕和電解腐蝕試驗
晶間腐蝕是不銹鋼金屬在特定介質(zhì)中,由于晶粒邊界或晶界附近與晶粒內(nèi)部之間有較大的電化學(xué)性能差異而引起的腐蝕。若焊接中材料發(fā)生了碳鈦化合物分解,造成晶界形成碳鉻化合物而貧Cr,則晶界的耐腐蝕性能必然下降,從而不能通過晶間腐蝕試驗。
電解腐蝕是由于金屬材料各區(qū)域或相及組織的腐蝕電位不一致,在微弱電流的作用下,各區(qū)域或相及組織的腐蝕程度不同,因而顯示出差異。若焊接中材料發(fā)生了碳鈦化合物分解,造成C原子游離于母材中,則必然造成其影響的區(qū)域耐均勻腐蝕性能下降,從而在電解腐蝕中顯示出來。
3.2.1 晶間腐蝕試驗
根據(jù)GB/T4334-2008技術(shù)要求,分別對刷除方式試件和刷除方式試件生銹后采用酸洗鈍化方式處理的試件進行晶間腐蝕試驗。結(jié)果表明,兩種試樣均為合格。晶間腐蝕試驗后的試樣表面形貌如圖8所示。
由圖8可知,焊接接頭試樣經(jīng)過晶間腐蝕后,與內(nèi)部晶粒相比,表層晶粒未發(fā)現(xiàn)脫落,晶界也未表現(xiàn)出不耐蝕現(xiàn)象,表明材料未因焊接過程造成碳化物分解。
按照技術(shù)條件要求進行了多組焊縫見證件的晶間腐蝕試驗,試驗結(jié)果均合格。這也充分證明了所采用的焊接工藝未造成熱影響區(qū)材料的抗晶間腐蝕能力劣化。
3.2.2 電解腐蝕試驗
對采用刷除方式試件和刷除方式試件生銹后采用酸洗鈍化方式處理后的試件進行電解腐蝕試驗。電解腐蝕的工作電壓為2~6 V,工作電流約0.05~0.3 A/cm2。電解腐蝕后,試樣的金相形貌如圖9所示。由圖9可知,經(jīng)過電解腐蝕后兩種試件的焊接熱影響區(qū)和母材區(qū)顏色均一、白亮,焊接熱影響區(qū)和母材區(qū)的耐蝕性未表現(xiàn)出明顯差異。這表明焊接熱影響區(qū)在焊接熱循環(huán)中未發(fā)現(xiàn)導(dǎo)致材料耐蝕性能下降的碳化物分解。
焊接接頭的晶間腐蝕和電解腐蝕試驗的結(jié)果表明,焊接的熱循環(huán)作用并未造成材料發(fā)生因碳化物分解而導(dǎo)致的抗腐蝕性能下降現(xiàn)象。
4 原因分析
綜合前述試驗及分析結(jié)果,不銹鋼的耐蝕性能主要與表面形成一層鉻的鈍化膜有關(guān),該鈍化膜可以阻止金屬對有腐蝕作用的化學(xué)物質(zhì)侵入,使金屬不會發(fā)生銹蝕。如果這層鈍化膜被破壞,在一定條件下就可能發(fā)生銹蝕。
不銹鋼經(jīng)焊接后表面產(chǎn)生貧鉻的氧化層,氧化層的化學(xué)成分為氧化鐵、氧化亞鐵、氧化鉻、鉻尖晶石等,而不銹鋼氧化層結(jié)構(gòu)的復(fù)雜性使氧化層的完整性易受到破壞,包括膜的晶體和電子結(jié)構(gòu)不均勻,不完整的氧化皮不但無耐蝕作用,而且會加快金屬表面電化學(xué)腐蝕。
不銹鋼焊縫表面形成的不完整的氧化物、氧化皮有害無益,焊后必須去除,去除方法有機械打磨、鈍化處理等,采用機械打磨可以去除焊縫及熱影響區(qū)產(chǎn)生的氧化皮,將貧鉻層去除,打磨后的不銹鋼基體在空氣中具有自修復(fù)能力,可以較快生成新的鈍化膜。但打磨去除有一定的局限性,受到焊縫結(jié)構(gòu)和空間的限制,如打磨不徹底,在潮濕的環(huán)境下容易發(fā)生電化學(xué)腐蝕。酸洗鈍化使鐵的氧化物比鉻及其氧化物優(yōu)先溶解,去除了貧鉻層,造成鉻在不銹鋼表面富集,鈍化膜表層氧富集較多,其次是Cr和Fe在鈍化膜表層中,鉻基本全部被氧化,以Cr2O3形式存在,鐵有部分被氧化成FeO和Fe2O3,而鎳只有少量被氧化為NiO。從氧的結(jié)合可以看出,鈍化膜主要是O-M-O鍵。這就使金屬與溶液界面形成了一道屏障,決定了鈍化膜表面活性點少,有高效的化學(xué)穩(wěn)定性,不易受到破壞。
5 結(jié)論
(1)晶間腐蝕和電解腐蝕試驗表明,焊接的熱循環(huán)作用并未造成材料抗腐蝕性能下降。
(2)焊縫熱影響區(qū)生銹現(xiàn)象與焊接熱過程生成的表面氧化層有直接關(guān)系,產(chǎn)生的貧鉻層會破壞氧化層的完整性,耐蝕性能下降。
(3)能有效去除焊接氧化層的方式均能確保后期不產(chǎn)生浮銹,但機械打磨有一定的局限性,去除不徹底后續(xù)仍會發(fā)生腐蝕。
(4)采用酸洗鈍化的處理方式,能夠均勻有效地去除焊縫及周圍熱影響區(qū)表面的氧化層,且對壁厚影響非常小,該方法是產(chǎn)品防腐比較有效的方式。
參考文獻:
宋強,張向鈞,陳剛輝,等.不銹鋼車體焊接氧化特征解析及消痕除銹工藝探討[J].金屬加工,2016(增刊):799-801.
劉斌,張廷凱,楊長強.核反應(yīng)堆用不銹鋼管道焊縫附近的銹蝕[J].鋼鐵研究學(xué)報,1996,8(2):40-44.
李惠謹,楊文茂,劉寶.基于微尺度表層特性的不銹鋼焊接件銹蝕分析[J].熱加工工藝,2017,46(3):208-212.
余競成,羅丕華,張萍.不銹鋼焊縫銹蝕漏水的研究[J].新技術(shù)新工藝,2003(9):35-36.
陳祝年.焊接工程師手冊[M].北京:機械工業(yè)出版社,2009:1029-1031.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(2017年2期)2017-05-17 05:19:50
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
