天線基站中無源互調要求的移相器印制電路板制作工藝
2021-08-25 05:44:46吳傳亮王運玖常玉兵
印制電路信息 2021年8期
李 旋 吳傳亮 王運玖 常玉兵
(深圳市深聯電路有限公司,廣東 深圳 518000)
0 前言
網絡正逐步向第五代移動通信技術推進(5G),5G天線基站是實現5G網絡覆蓋的基礎,開發5G天線電路板的制作工藝將成為印制電路板(PCB)行業必不可少的發展趨勢。隨著信號傳遞的頻率和速率提升,天線基站移相器板提出了一個新的技術指標-PIM。PIM,亦稱“無源互調”(Passive Inter Modulation),屬于一種信號失真。無源互調PIM是由天線發射系統中各種無源器件的非線性特性引起的。為保證高頻高速信號在傳遞過程中不失真就必須要保證低互調值,目前行業內大多數企業將此PIM閥值定義為≤-160 dBc。由于5G信號傳遞的更高頻和更高速的特性,這會將信號傳遞的趨膚效應進一步放大,這就延伸出了對信號傳遞的載體(導線)外表面粗糙度的控制。即是說,要保證低互調值就必須降低信號趨膚效應的影響,進一步而言,就是需要把信號傳遞的載體(導線)外表面粗糙度控制在一定的范圍內。由于按傳統PCB制作工藝制作的PCB板無法滿足低互調要求,為此筆者介紹此類產品在生產過程中遇到的難點及解決方案。
1 產品結構與指標
以移相器為例,移相器是基站天線的最重要的組成部分之一,利用移相器調節信號的相位,可以對基站天線波束的下傾角度起到靈活調節作用,以滿足覆蓋不同用戶區域的需求。目前絕大多數天線都是雙極化天線,因此至少需要兩個移相器,分別調節兩個極化方向上信號的相位,并且在調節相位時,必須保證兩個極化方向上相位的變化量是一致的。
移相器的線路圖形如圖1所示。

圖1 移相器線路板圖形
測試頻率為700 MHz、800 MHz、850 MHz、900 MHz,需滿足三階互調PIM≤-160 dBc。
2 影響因素與關鍵控制點
2.1 影響因素
根據以往的經驗并查閱相關資料,總結PCB設計制造過程中對天線基站有PIM要求電路板制板影響較大的因素如下。
(1)導線外表面粗糙度。基于板材供應商提供的THE電解銅箔與RTF反轉銅箔的對比,優先采用RT F 反轉銅箔材料,線路后切片對比,見圖2所示。
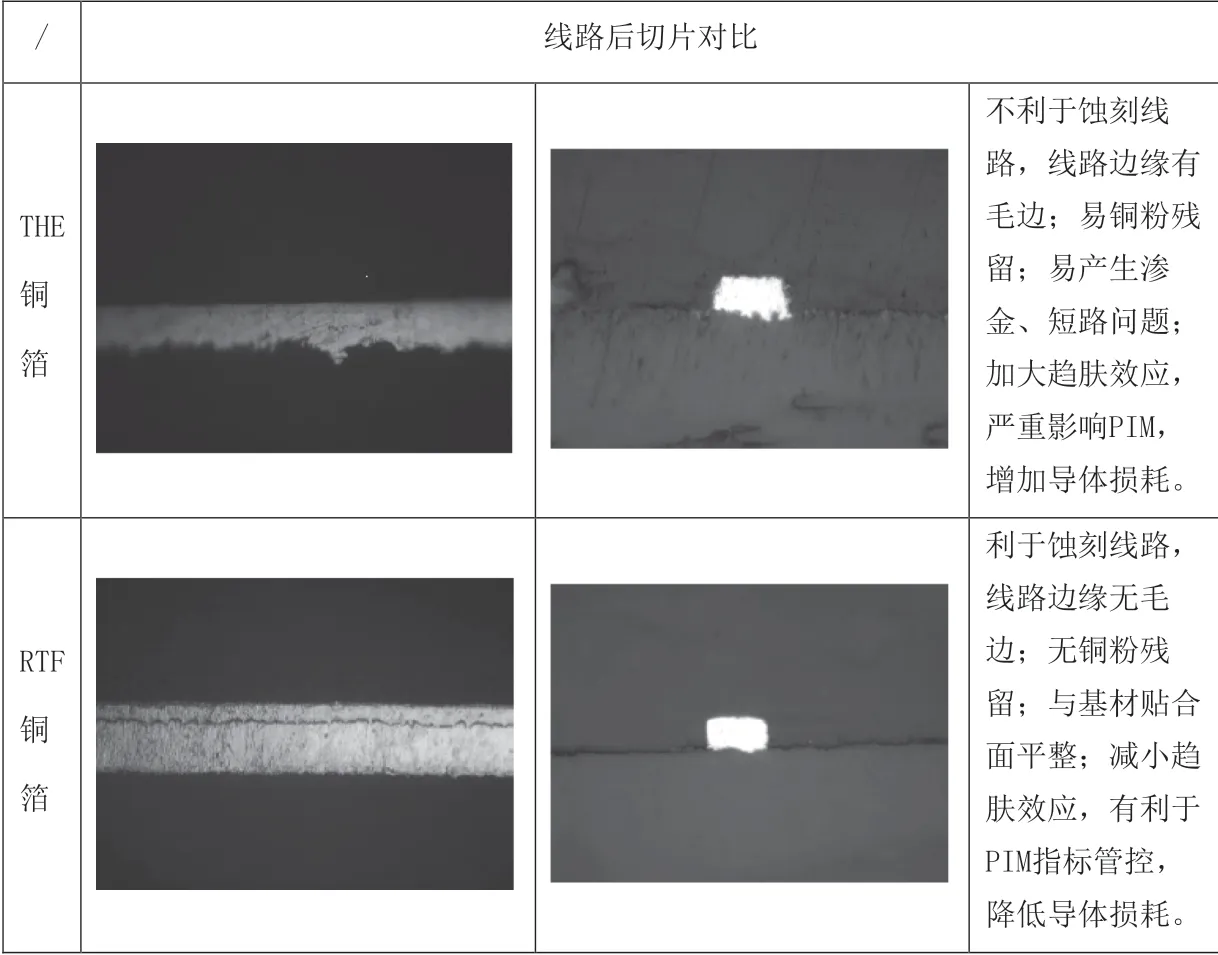
圖2 THE銅箔與RTF銅箔線路切片對比
RTF反轉銅箔貼合面(Ra<0.7 μm,Rz<3.5 μm),光面(Ra:1~2 μm,Rz<5 μm),與THE電解銅箔相比,RTF反轉銅箔貼合面的粗糙度更優。在制程中可對RTF反轉銅箔的光面適當處理以保證較優的粗糙度。
(2)電流密度的影響。PIM值受電流密度的影響與設計的電路有關,電流密度越小,其PIM性能越好。
(3)板材雜質的影響。PCB不可含有Fe、Co、Ni等磁性元素。
(4)材料結構的影響。盡量避免出現阻抗不連續性,盡可能保持一致的阻抗特性,選用低PIM的材料(如PTFE或PI材料)。
(5)表面處理的影響。由于化學沉錫表面處理優異的平整度和傳輸信號衰減小的特點,在通訊板的表面處理上得到了廣泛的應用,特別是PTFE天線材料的化學沉錫。表面處理采用沉錫是最優選擇。沉錫鼠咬越小,PIM性能越好。表面油墨厚度越厚,PIM性能越好。
(6)信號線的影響。信號線越長,互調值越差。互調值與溫度呈反比,線寬縮小導致溫度升高,從而導致互調變差。因此,此類天線板設計的線寬較大,銅厚也較厚。
(7)孔粗的影響。孔粗越小,PIM性能表現越好。
2.2 關鍵控制點
經多次試驗驗證,結合PIM控制的原理,從PIM測試的結果反推各制程的關鍵控制點,得出天線基站有PIM要求電路板制板的關鍵控制點,如表1所示。

表1 天線基站有PIM要求電路板制板的關鍵控制點
3 工藝難點與解決方案
3.1 電路制作難點與解決方案
3.1.1 工藝難點
(1)為避免信號的趨膚效應影響,通常需要把線路的毛邊控制在極小的范圍內,這就要求銅厚不能太高。
(2)為避免駐波和溫升對PIM的影響,此類移相器產品天線板的線寬設計較寬,銅厚設計較厚。就以銅厚而言,通常需要將銅厚控制在55~80 μm的范圍內。
(3)行業內大多數蝕刻線的蝕刻因子通常不會超過3.5,若是將銅厚控制在55~80 μm的范圍內,線路的毛邊會達到20 μm以上,如圖3所示。
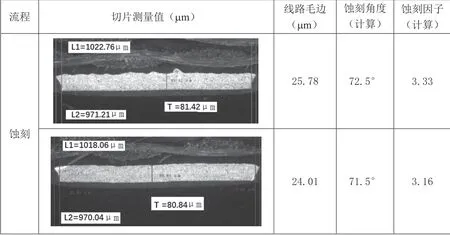
圖3 常規工藝制作線路
按常規工藝方法制作,線路毛邊超過20 μm,客戶端PIM調試不合格。所以,5G天線基站PCB的線路制作最關鍵的一點就是要在銅厚較厚的前提下同時控制線路毛邊在極小的范圍內。
3.1.2 解決方案
經多次試驗驗證,在線寬常規補償的基礎上整體再加大補償12.5 μm,同時分兩次蝕刻制作。第一次蝕刻按銅厚對應的常規蝕刻速度,第二次蝕刻將蝕刻機調到最大蝕刻速度7 m/min,可將線路毛邊控制極小的范圍內。如圖4所示。
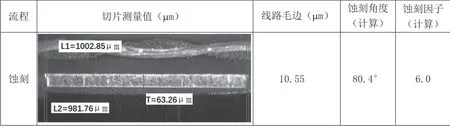
圖4 改進工藝制作線路
按改進工藝方法制作,線路毛邊不超過15 μm,保證了線寬在合格范圍內,客戶端PIM調試合格。
3.2 銅面粗糙度控制與解決方案
3.2.1 工藝難點
(1)為避免信號的趨膚效應的影響,必須把銅面粗糙度控制在一定的范圍內;
(2)如何控制銅面粗糙度,行業內無可參考的工藝方法。
3.2.2 解決方案
經多次試驗驗證,成功開發出了一套最優化的銅面粗糙度控制方法。方案具體如下:
(1)從選材方面考慮,RTF銅箔PTFE板材是最優選擇。
(2)制作線路前采用高目數(1200目及以上)磨刷機械磨板,控制磨板電流參數在2.2~2.5 A范圍內,橫豎各磨一次,保證橫豎磨板時壓力一致,可在保證板材性能不受影響的前提下,同時有效地降低銅面粗糙度。
(3)線路和阻焊前處理采用表2最優組合方式制作,對比不同前處理對銅面的處理效果以及對銅面粗糙度的影響。

表2 不同工藝方法對比
對比上表試驗方案和對應結果,有如下分析和結論。
(1)對比粗糙度和PIM測試結果,工藝方法1是最優方案,但工藝方法1沉錫后局部出現掉油品質異常,其原因是線路和阻焊均采用化學前處理無法處理干凈板面,會有水印和污漬殘留,導致阻焊與銅面結合力不夠。
(2)工藝方法1沉錫后掉油,品質良率較低,工藝方法三PIM測試不合格。綜合考慮,工藝方法2為最優方案。
綜上所述,最優化銅面粗糙度控制方法為:開料(采用RTF銅箔PTFE板材)——磨板(控制磨板電流參數)——線路(前處理采用噴砂+化學前處理)——阻焊(前處理采用超粗化)。
3.3 焊接調試難點與解決方案
3.3.1 工藝難點
焊接是影響PIM性能表現一個極為重要的影響因素,焊接方式、順序、焊接錫厚、應力殘留等都會對PIM性能表現產生很大的影響。
3.3.2 解決方案
經多次試驗驗證,最優化的焊接調試焊接順序如下。參考移相器組裝測試示意圖,如圖5所示)(1)先固定端子(焊SS面);(2)使用紐扣固定滑片;(3)滑片卡住PCB;(4)焊接鉚釘帽,需將CS/SS兩面進行焊接;(5)裝上治具穿入電纜;(6)先焊外導體,再焊內導體。
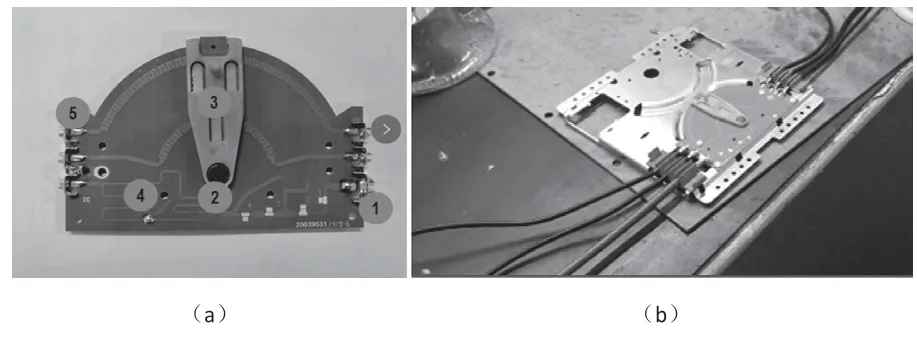
圖5 移相器組裝測試圖
4 總結
從天線基站系統中PIM產生的原理出發,總結了PCB制程中影響PIM較大的因素,闡明了導線外表面粗糙度、電流密度、板材雜質、材料、表面處理、信號線和孔粗對PIM的影響。
并以此為基礎,以測試的結果反推出PCB各制程的關鍵控制點及控制要求,詳述了PCB中線路、孔粗、表面處理、材料和表面粗糙度的關鍵控制點及控制要求,并針對PCB制程工藝和焊接調試的難點給出了相應的解決方案。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
鴨綠江(2021年35期)2021-04-19 12:24:18
當代陜西(2021年2期)2021-03-29 07:41:24
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:25:42
中國塑料(2016年3期)2016-06-15 20:30:00
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
銅業工程(2015年4期)2015-12-29 02:48:39