振動診斷技術在齒輪故障診斷上的應用
2021-08-24 07:45:58何鳳英
礦業工程 2021年4期
何鳳英
(鞍鋼集團有限公司教育培訓中心,遼寧 鞍山 114000)
0 引言
齒輪減速機和增速機是各類廠礦A類關鍵設備,工作中出現振動、噪音增大等異常現象時,可通過振動狀態監測與故障診斷,確認齒輪是否存在故障而機組的正常運行。
1 減速機振動狀態監測與故障診斷
某設備主傳動系統如圖1所示,采集振動數據時電機轉速740 r/min,錐齒輪齒數Z1=22、Z2=20。由于現場條件限制,僅能在減速機軸承座①~④部位安裝傳感器,測量其水平方向、垂直方向和軸向的振動,測試結果均超標。

圖1 設備主傳動系統及測點布置示意圖
測點①水平方向振動加速度值較大,達到9 G。其低頻頻譜圖出現圓錐齒輪嚙合頻率及其諧波,且幅值較大;嚙合頻率及其諧波帶有較明顯的邊帶,邊帶為Ⅰ軸轉頻,并且邊帶數量較多,分布范圍比較寬,如圖2所示。(Ⅰ軸轉頻fr=12.33 Hz,圓錐齒輪嚙合頻率fm=271.33 Hz);在高、低頻時域波形中,Ⅰ軸轉頻的沖擊非常明顯,如圖2、圖3所示;在時域自相關后的波形中,齒輪嚙合頻率被轉頻調制很明顯,如圖4所示。
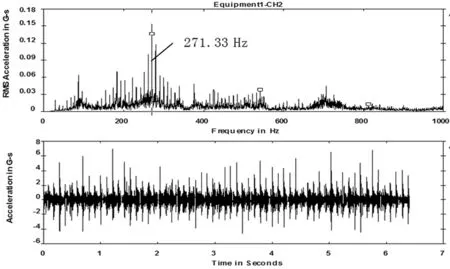
圖2 測點①水平方向加速度低頻時域波形與頻譜圖
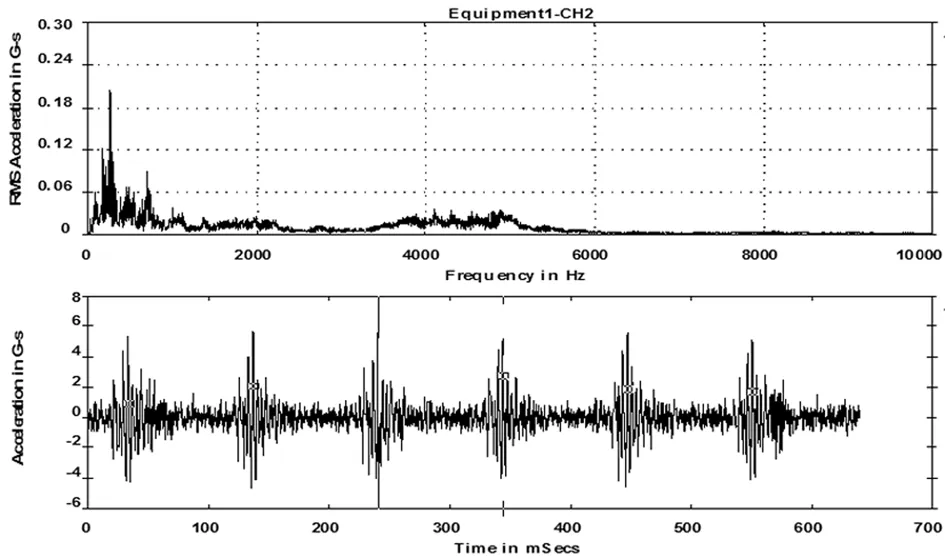
圖3 測點①水平方向加速度高頻時域波形與頻譜圖
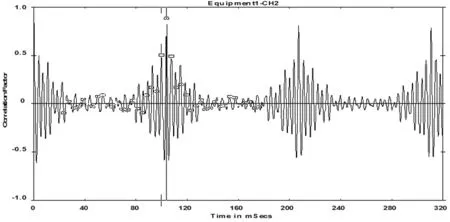
圖4 測點①水平方向加速度時域自相關波形圖
其它測點信號特征與此類似,不再贅述。根據齒輪故障的振動診斷理論,可判斷減速機Ⅰ軸齒輪存在比較嚴重的局部故障[2]。
根據振動診斷結論,適時對減速機進行檢修,解體時發現Ⅰ軸齒輪齒面剝落現象嚴重,見圖5所示的Ⅰ軸圓錐齒輪齒面損壞照片。
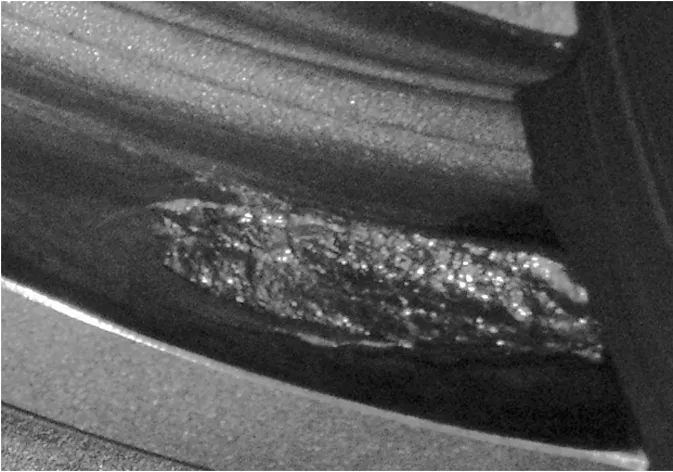
圖5 減速機Ⅰ軸齒輪齒面嚴重剝落
2 增速機振動狀態監測與故障診斷
某鼓風機設備簡圖及振動測點布置,如圖6所示。該設備電機容量為680 kW,電機轉速為
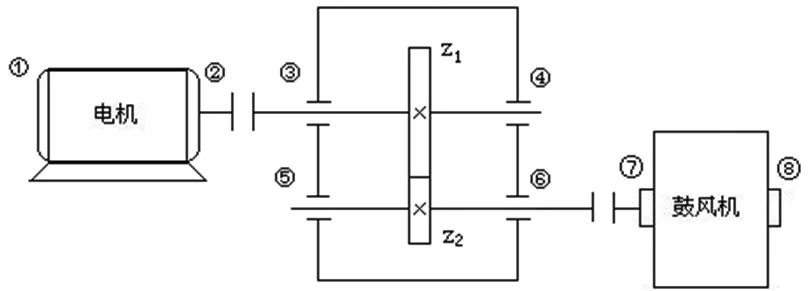
圖6 鼓風機設備簡圖及測點布置示意圖
1 480 rpm,增速機采用滾動軸承,增速機斜齒輪齒數分別為Z1=162、Z2=65。
由于設備振動與噪音增大,對該設備進行振動監測與診斷,測量結果見表1。

表1 鼓風機振動速度有效值 (mm·s-1)
由表中測量結果可知:增速機高速軸振動速度幅值較大,測點⑥垂直方向振動速度有效值達13.21 mm/s,參照ISO2373標準,判斷增速機處于較差運行狀態[1]。
圖7和圖8分別為測點⑥垂直方向振動加速度的時域波形與頻譜圖。
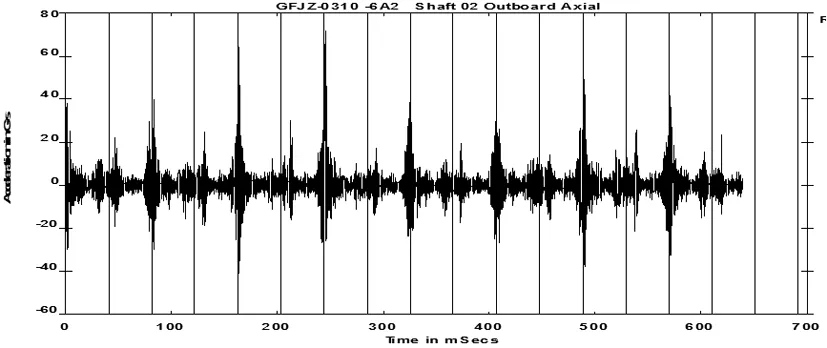
圖7 測點⑥垂直方向振動加速度時域波形圖
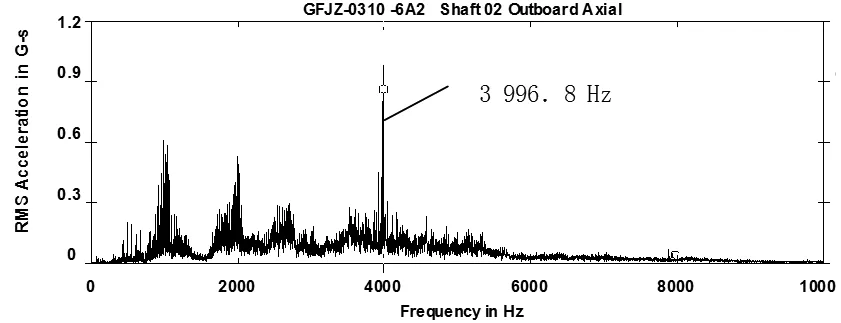
圖8 測點⑥垂直方向振動加速度頻譜圖
由圖7可以確定增速機齒輪運行存在較明顯的沖擊現象,沖擊時間間隔為低速軸回轉周期,低速軸每轉2轉有一次較大的沖擊發生;從圖8垂直方向振動加速度頻譜圖可以看出:500~5 000 Hz間振形凸起、峰值較高,這部分頻率包含部件、箱體共振頻率,說明齒輪箱存在較嚴重問題。頻譜圖出現齒輪嚙合頻率3 996 Hz且幅值較大,同時帶有少量低、高速軸轉頻(24.67 Hz和65.65 Hz)的邊帶。根據齒輪故障的振動診斷理論,可判斷高速軸齒輪有均布性故障[2]。
根據振動診斷結論,鼓風機適時安排檢修,打開增速機箱體后,發現高速軸齒輪存在明顯的疲勞點蝕現象,見圖9、圖10。

圖9 高速齒輪齒面疲勞剝落
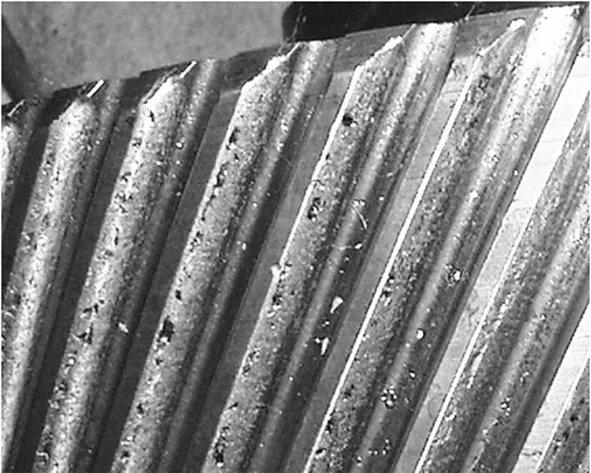
圖10 齒輪疲勞剝落的金屬屑
3 結語
齒輪減速機與增速機是各類廠礦關鍵設備,受齒輪材料、熱處理、運行條件、使用維護、制造安裝等諸多因素的影響,運行中會產生如齒輪齒面疲勞點蝕剝落、磨損、膠合、塑性變形和輪齒折斷等多種形式故障,導致其不能正常工作,甚至造成重大設備事故而影響生產。因此必須準確把握設備運行狀態并預測其發展趨勢,實踐證明實施振動狀態監測和故障診斷,是最常用的且行之有效的方法。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
天天愛科學(2020年6期)2020-09-10 07:22:44
數學物理學報(2017年6期)2018-01-22 02:26:40
重慶工商大學學報(自然科學版)(2015年10期)2015-12-28 07:43:58
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
計算物理(2014年2期)2014-03-11 17:01:44
振動、測試與診斷(2014年5期)2014-03-01 01:14:21
