某車型發動機缸體后油封面崩角問題改進分析
2021-08-23 09:33:50梁海堅裴偉
時代汽車 2021年16期
梁海堅 裴偉

摘 要:發動機缸體是汽車發動機最重要的零件之一,是發動機里面最大的單獨式部件,其作用是提供發動機其他部件的安裝、支承,保證活塞、連桿、曲軸等運動部件工作時的準確位置以及保證發動機的換氣、冷卻和潤滑。缸體上后油封面是缸體的關鍵部位之一,它影響到變速箱安裝精度以及發動機的密封效果。本文主要對后油封出現的崩角問題進行分析。
關鍵詞:后油封面 崩角
Analysis on the Improvement of the Problem of the Collapse of the Rear Oil Cover of a Certain Type of Engine Cylinder
Liang Haijian Pei Wei
Abstract:The engine block is one of the most important parts of an automobile engine, and it is the largest individual component in the engine. Its function is to provide the installation and support of other parts of the engine to ensure the accurate positioning of the moving parts such as pistons, connecting rods, and crankshafts, and to ensure the ventilation, cooling and lubrication of the engine. The rear oil cover on the cylinder block is one of the key parts of the cylinder block, which affects the installation accuracy of the gearbox and the sealing effect of the engine. This article mainly analyzes the collapsing angle problem of the rear oil seal.
Key words:back oil cover, collapse angle
1 后油封面加工工藝介紹
缸體的后油封面主要作用是跟密封墊/密封膠配合,起到封油的作用,不讓機械的液壓傳動系統漏油,防止機油漏出,某發動機缸體后油封面加工工藝分為粗加工以及精加工兩部分,粗加工加工余量為3MM左右,精加工余量為0.5MM。
2 問題描述
某發動機缸體下線頻繁出現后油封面有崩角(圖1),統計半年以來下線后油封面崩角數據(圖2),經驗證,崩角零件在粗加工工位產生,精加工無法加工完全。
3 原因分析
通過故障樹(圖3)進行分析,鎖定如下7個末端因素:
①刀具材質不耐磨 ②夾緊壓力異常 ③主軸跳動超差 ④毛坯硬度超差 ⑤毛坯余量過大 ⑥被吃刀量過大 ⑦轉速進給不合理
末端因素要因確認
3.1 刀具材質不耐磨:對刀具材質組成材料中的某些特殊成分在特定情況會與加工材料的成分產生的化學反應,使得刀具涂層脫落甚至變成其他的化學物,這種現象的發生會加速刀具的崩刃、磨損等情況。
3.1.1 驗證方法:測試其他材質刀片,統計5把刀加工崩角情況。
3.1.2 驗證結果:新材質刀片壽命提升16件(圖4)。
結論:刀具材質不耐磨是要因。
3.2 夾緊壓力異常:該類型缸體加工采用托盤為載體,托盤在機床內為油缸夾緊,托盤的夾緊力不足或者不穩定會導致工件的加工受力差,加工工件震動大。
3.2.1 驗證方法:I)測量托盤夾緊力穩定情況 II)調整托盤夾緊力。
3.2.2 驗證結果
I)測量托盤夾緊壓力都是在75bar的標準值,無波動 II)調整不同的壓力各加工兩個班次,統計后油封面崩角無明顯變化(圖5)。
論:夾緊壓力異常非要因。
3.3 主軸精度超差:主軸精度不符合標準會導致在加工時刀具切削時受力不平衡從而導致后油封出現崩角。
3.3.1 驗證方法:對機床精度進行檢查
3.3.2 驗證結果:機床精度滿足要求(圖6)
結論:主軸精度超差非要因。
3.4 毛坯硬度超差:工件材料的硬度越高,切削力就越大,消耗的功率也越大,切削溫度也越高,使刀具的刀尖的磨損加劇,切削加工性能就越差,被切削層材料產生劇烈的塑性變形導致崩角。
3.4.1 驗證方法:將合格零件與崩角零件各抽5件送檢測量硬度。
3.4.2 驗證結果:測量結果無明顯差異(圖7)。
結論:毛坯硬度超差非要因
3.5 毛坯余量過大:毛坯余量過大會導致刀具加工時切削深度變大,刀具切削深度超過刀具吃刀量時會導致刀具崩刀等情況。
3.5.1 驗證方法:將同批次10件毛坯送檢測量切削余量。
3.5.2 驗證結果:毛坯余量都合格穩定(圖8),將該批次零件加工驗證還是有崩角。
結論:毛坯余量過大非要因
3.6 背吃刀量過大:背吃刀量直接影響刀具作用于工件表面的力的大小,當背吃刀量較小時,增大背吃刀量主要是增大了對已加工表面的擠壓,由于已加工表面的彈性恢復層厚度增大已增大了后刀面對已加工表面的摩擦和擠壓,因而表面殘壓應力增大,容易造成崩角。
3.6.1 驗證方法:測試不同的背吃刀量,檢查工件崩角情況。
3.6.2 驗證結果:分刀加工發現背吃刀量越小加工后油封面崩角的寬度越小(圖9)。
結論:背吃刀量是要因。
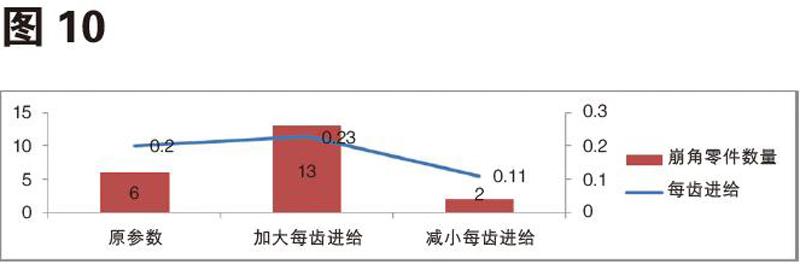
3.7 每齒進給不合理:每齒進給的大小影響刀具與工件在進給方向上的相對運動速度,同時也影響刀具與工件的接觸時間,當進給量增大時,已加工表面在進給方向受壓而產生的塑性變形時間縮短,從而使已加工表面的塑性變形程度降低,導致殘留壓應力減小,進給量加大時切削力增大,表面層金屬的塑性變形加劇,冷硬程度增加。
3.7.1 驗證方法:測試兩種不同的轉速進給改變刀具每齒進給。
3.7.2 驗證結果:改變刀具每齒進給加工兩個班次后崩角零件數量有明顯變化(圖10)。
結論:每齒進給不合理是要因。
4 措施制定及實施
針對已確認的要因,制定如下措施:
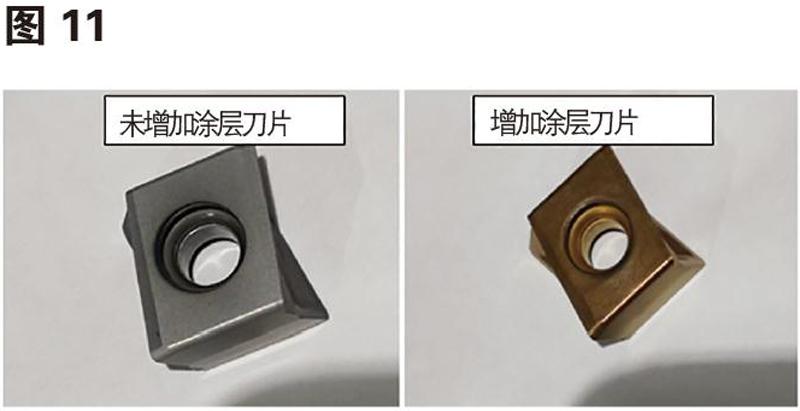
4.1 刀具材質不耐磨:在刀具表面增加耐磨涂層處理(圖11),使刃口抗崩,耐磨。
4.2 背吃刀量過大:將后油封一刀加工改成兩刀加工,第一刀切削2.5mm,第二次吃刀0.5mm。
4.3 每齒進給不合理:通過提高切削轉速,降低進給,將后油封加工位置的每齒進給由原來的0.18降低至0.09。
5 措施實施效果驗證
通過對刀具材質、背吃刀量、每齒進給的改進,措施實施后跟蹤三個月后油封面崩角未再出現過(圖12),問題圓滿解決。
6 總結
本文從實際案例出發,針對后油封面崩角問題通過了詳細的分析以及驗證,最終圓滿的解決了后油封面崩角的問題,后續我們會根據制造經驗不斷提升我們發動機缸體的的產品質量,為用戶制造出質量更好、更完美的產品。
