活塞連桿總成流水線裝配工藝方案的分析
2021-08-23 09:26:54梁士明梁鋒
時(shí)代汽車 2021年16期
梁士明 梁鋒


摘 要:本文以發(fā)動(dòng)機(jī)裝配線為例,從節(jié)拍、過程質(zhì)量以及防錯(cuò)等方面,對(duì)某合資公司發(fā)動(dòng)機(jī)工廠A、B線的活塞連桿總成裝配工藝進(jìn)行比較分析;同時(shí)借鑒行業(yè)內(nèi)其他主機(jī)廠的裝配工藝,尋求一條改進(jìn)活塞連桿總成裝配工藝的思路,為消除生產(chǎn)線的瓶頸工位提供改進(jìn)的方向。
關(guān)鍵詞:流水線 裝配工藝 活塞連桿總成
Analysis of the Assembly Process Plan of the Piston Connecting Rod Assembly Line
Liang Shiming Liang Feng
Abstract:Based on the engine assembly workshop production line, the article compares and analyzes piston and connecting rod assembly process plan from the production rhythm control, assembly process quality and error proofing in SGMW EMD assembly shop phase 1 and 2. And at the same time with the reference from other factory assembly line, the article aims to find a way to improve the route of improving the assembly process of the piston and connecting rod assembly line, so as to provide the improvement direction to eliminate the bottleneck of the whole line.
Key words:assembly line, assembly process plan, piston and connecting rod assembly
1 引言
發(fā)動(dòng)機(jī)作為汽車的心臟部位,其裝配質(zhì)量的好壞對(duì)整車質(zhì)量而言,有著舉足輕重的作用,而作為“心臟”的心臟部位,活塞連桿總成的裝配質(zhì)量無疑更是重中之重。隨著裝配線的幾次提速,活塞、連桿生產(chǎn)工藝的變更,活塞連桿總成的裝配已逐漸成為整線的生產(chǎn)瓶頸,嚴(yán)重影響著整線的輸出。如何能在生產(chǎn)節(jié)拍不斷提高的同時(shí),能夠有效的保證活塞連桿總成的裝配質(zhì)量,是目前裝配線需要亟待解決的問題。因此,對(duì)流水線上活塞連桿總成裝配工藝進(jìn)行分析,以尋求一個(gè)更加優(yōu)化的裝配工藝是十分有必要的。
2 活塞連桿總成裝配工藝介紹
2.1 某合資公司活塞連桿總成裝配工藝分析
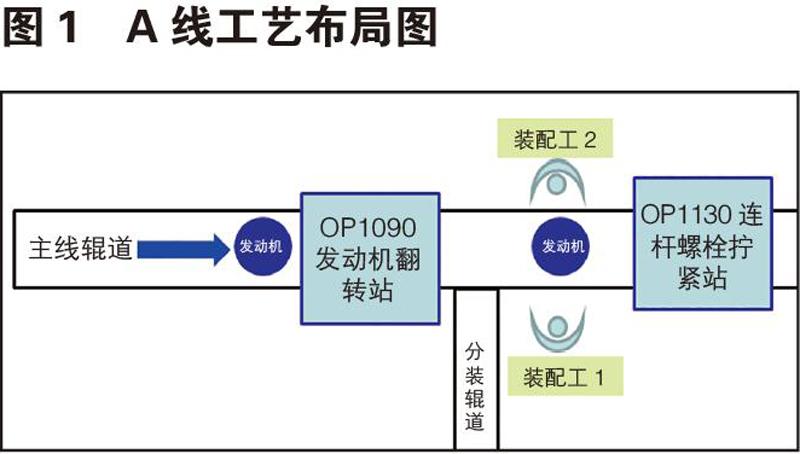
2.1.1 A線裝配工藝介紹
A線裝配布局如圖1所示,完成分裝的活塞連桿組通過分裝輥道,輸送到主線旁,主線上的兩名裝配工采用兩兩配合的方式,將組件依次安裝到各缸中,并將連桿螺栓預(yù)緊后,由自動(dòng)擰緊設(shè)備進(jìn)行擰緊。
具體操作順序:裝配工1取活塞連桿組放入安裝工裝→安裝導(dǎo)向工裝→取連桿蓋交予裝配工2→裝配工1將活塞連桿組裝入缸孔→裝配工2安裝連桿蓋并預(yù)擰緊;如此循環(huán)4次操作,完成4個(gè)缸孔的安裝;
質(zhì)量檢查內(nèi)容:活塞、連桿、軸瓦是否存在質(zhì)量缺陷;活塞連桿組件是否存在錯(cuò)漏裝;工藝布局缺陷:①因需兩人配合裝配,每周期操作存在等待浪費(fèi)≥1秒;
②預(yù)緊螺栓多次取放氣槍等工具, 存在多余動(dòng)作;③布局狹窄,無法通過增加工位或工裝等方式進(jìn)行工藝平衡;
2.1.2 B線裝配工藝介紹
B線裝配布局如圖2所示,裝配工藝與A線相近,但因B線托盤采用翻轉(zhuǎn)支架的形式,相比A線在操作中需增加翻轉(zhuǎn)發(fā)動(dòng)機(jī)的操作內(nèi)容;
具體操作順序:裝配順序與A線相似,在完成4個(gè)缸的活塞組件裝配后,裝配工2需翻轉(zhuǎn)發(fā)動(dòng)機(jī);
質(zhì)量檢查內(nèi)容:與A線保持一致;
工藝布局缺陷:均存在上述A線相同的3種布局缺陷,且因B線托盤采用翻轉(zhuǎn)支架替代自動(dòng)翻轉(zhuǎn)站功能,增加了裝配工翻轉(zhuǎn)托盤的操作量;
2.2 柳州某主機(jī)廠活塞連桿總成裝配工藝分析
2.2.1 一期裝配工藝介紹
一期裝配工藝布局如圖3所示,完成分裝的活塞連桿組輸送到主線后,裝配工1將連桿蓋與連桿進(jìn)行拆分,將四套活塞連桿組依次安裝到缸孔中,連桿蓋隨托盤一起往下工位運(yùn)行,再由裝配工3完成活塞連桿組與曲軸的配裝。
質(zhì)量檢查內(nèi)容:活塞、連桿是否存在質(zhì)量缺陷;活塞連桿組件是否存在錯(cuò)漏裝;
工藝布局缺陷:
①未使用連桿無導(dǎo)向工裝,工件易將缸孔壁劃傷,且無法進(jìn)行檢查;工作間在缸孔內(nèi)的深度完全依靠員工進(jìn)行控制,深淺不一,對(duì)后續(xù)工位操作存在不利影響;
③活塞連桿組裝配后,連桿蓋與連桿分離,后續(xù)工位裝配時(shí)存在錯(cuò)裝風(fēng)險(xiǎn),無法進(jìn)行有效控制;
④連桿蓋、主軸承蓋裝配后,無法對(duì)活塞安裝方向進(jìn)行再次確認(rèn),存在質(zhì)量逃逸風(fēng)險(xiǎn);
2.2.2 二期裝配工藝介紹
二期裝配工藝布局如圖4所示,完成分裝的活塞連桿組放置在主線托盤KIT料架上進(jìn)行運(yùn)轉(zhuǎn),到達(dá)安裝工位后,由裝配工1、2按照相同的步驟,分別負(fù)責(zé)2/3缸及1/4缸的裝配內(nèi)容,完成后由擰緊站完成擰緊工作。
具體操作順序:取活塞連桿組1放入安裝工裝→安裝導(dǎo)向工裝→將活塞連桿組1裝入缸孔中→取活塞連桿組2放入安裝工裝→安裝導(dǎo)向工裝→將活塞連桿組2裝入缸孔中→翻轉(zhuǎn)托盤→安裝連桿蓋并進(jìn)行預(yù)擰緊。
質(zhì)量檢查內(nèi)容:活塞、連桿是否存在質(zhì)量缺陷;活塞連桿組件是否存在錯(cuò)漏裝;
工藝布局缺陷:①使用帶KIT料架托盤,占用輥道資源;②由兩名裝配工進(jìn)行裝配,增加了翻轉(zhuǎn)托盤的次數(shù),存在多余動(dòng)作的浪費(fèi);
3 工藝優(yōu)化可行性分析
根據(jù)上述對(duì)比分析發(fā)現(xiàn):某合資公司A/B線裝配工藝在質(zhì)量控制、過程防錯(cuò)方面有較強(qiáng)優(yōu)勢(shì),能夠最大限度的去避免錯(cuò)漏裝;相比而言,另一主機(jī)廠一二期裝配線的工藝在節(jié)拍方面的優(yōu)勢(shì)則更為凸顯,在工藝調(diào)整空間上具有更大的靈活性,在質(zhì)量控制、過程防錯(cuò)方面有很大的改善空間。
因此,結(jié)合上述兩種不同的裝配工藝,制定如下改進(jìn)方向:
3.1 方案一
在某合資公司裝配線基礎(chǔ)上,對(duì)現(xiàn)有工藝布局進(jìn)行優(yōu)化(調(diào)整A線輥道自動(dòng)站位置寬度、調(diào)整B線期活塞分裝線布局,如下圖5、6所示),改進(jìn)后具有以下優(yōu)點(diǎn):
1、裝配工操作相互獨(dú)立,不存在因配合而產(chǎn)生的等待浪費(fèi),從而滿足了生產(chǎn)節(jié)拍;
2、利用現(xiàn)有分裝輥道資源,無需在托盤上增加KIT轉(zhuǎn)運(yùn)料架;
3、操作獨(dú)立, 可多增加一道檢查工序,進(jìn)一步提升過程質(zhì)量控制;
4、工藝布局空間增加,工藝調(diào)整靈活性增加;
3.2 方案二
經(jīng)分析,目前合資公司的分裝線在活塞連桿組分裝完成后,未配有輔助工裝,每裝配一套活塞連桿組則需周轉(zhuǎn)一次工裝,增加操作時(shí)間;如保持目前的工藝及布局,改進(jìn)活塞分裝輥道托盤形式,可降低操作節(jié)拍;
改進(jìn)方案:增加輔助工裝數(shù)量,改進(jìn)分裝托盤結(jié)構(gòu),在每套活塞連桿組上配好輔助安裝工裝;
預(yù)期效果:可實(shí)現(xiàn)裝配組件時(shí),即取即裝,無需多次周轉(zhuǎn)工作,減少操作內(nèi)容。平衡兩個(gè)裝配工的工作量,降低操作節(jié)拍,提高輸出。
4 結(jié)論
本文通過對(duì)各流水線的發(fā)動(dòng)機(jī)裝配線活塞連桿組裝配工藝進(jìn)行比較分析,總結(jié)了各裝配工藝存在的優(yōu)缺點(diǎn)。同時(shí),結(jié)合文章所提到的各裝配工藝的優(yōu)點(diǎn),為目前發(fā)動(dòng)機(jī)工廠裝配線活塞連桿分裝工位的工藝改進(jìn)提供了參考依據(jù)以及瓶頸問題改進(jìn)的方向。本文所提出的亮點(diǎn)改進(jìn)方案,具有較強(qiáng)的實(shí)施性及推廣性,能夠?yàn)榻窈笮律a(chǎn)線工藝設(shè)計(jì)提供良好的依據(jù)。
