旋轉式自動灌裝裝置
2021-08-20 08:54:04李玉霞雷志偉張田龍
機械工程與自動化 2021年3期
關鍵詞:檢測
李玉霞,宮 哲,雷志偉,張田龍
(河北省自動化研究所 , 河北 石家莊 050081)
0 引言
隨著社會的發展和科技的進步,企業生產線對灌裝裝置的智能化要求越來越高,在灌裝精準性、系統穩定性以及在線質量檢測等方面都有了更高的要求。
本文設計了一種具有自動檢測功能的經濟型灌裝設備,通過各機構的連續間歇運動實現包裝容器的進瓶、灌裝、封口、檢測、輸送等功能,本裝置精度高、反應靈敏、運轉平穩。
1 旋轉式自動灌裝裝置的總體結構和工作流程
“保存液自動灌裝裝置”由轉動機構、灌裝機構、掛蓋機構、旋蓋機構、檢測機構、輸送機構等部分組成。裝置的總體結構如圖1所示。
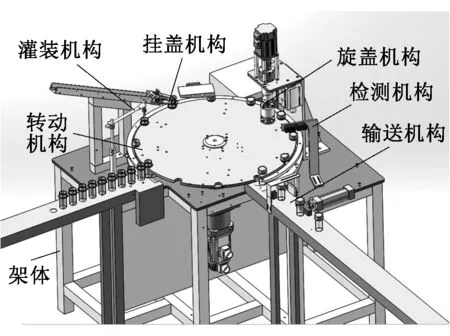
圖1 旋轉式自動灌裝裝置總體結構
灌裝工藝流程為:①容器瓶通過進料機構進入旋轉盤;②旋轉盤每次轉動30°,轉動過程中其他機構不執行動作;③轉動停止,空容器瓶處于灌裝工位,在停止時間內進行灌裝;④將灌裝后的容器瓶轉動至封口工位,經過掛蓋、旋蓋動作完成容器瓶的封口;⑤旋蓋完成后進行自動檢測,逐一判斷封裝質量是否合格;⑥容器瓶脫離旋轉盤,在出料輸送帶上將不合格產品自動剔除,合格產品輸送至下道工序。
2 機械結構
2.1 轉動機構
轉動盤為圓形結構,圓弧周邊均勻分布U型凹槽,間隔為30°。由伺服電機帶動實現間歇性轉動,每轉過30°有1個容器瓶進入U型槽,并帶動各工位容器瓶轉動至下一工位。轉動機構如圖2所示。
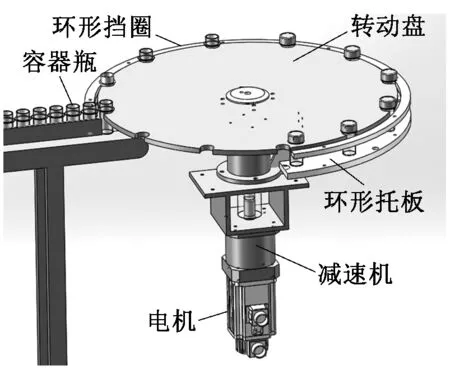
圖2 轉動機構
2.2 灌裝機構
灌裝機構采用防滴漏灌裝技術,液體導管采用優質硅膠管,進料口帶過濾功能,出料口采用防滴漏灌裝頭。灌裝機構如圖3所示。
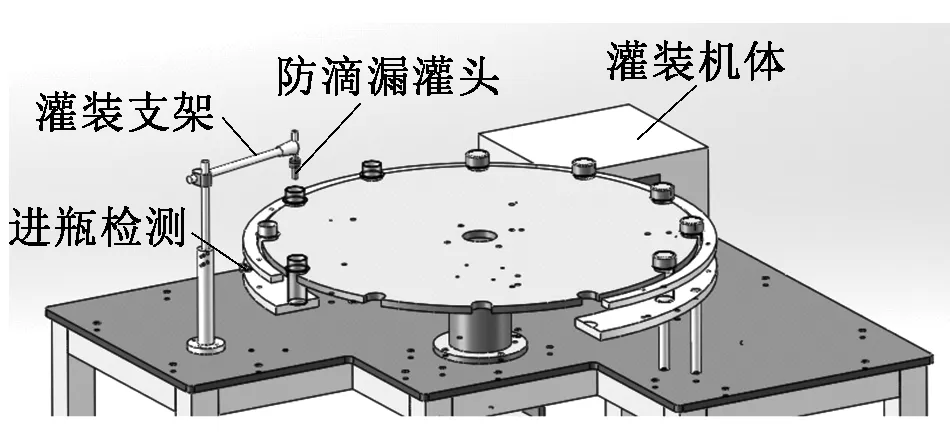
圖3 灌裝機構
灌裝工位前設置有進瓶檢測,在傳感器檢測到有容器瓶的前提下,按照要求進行自動均勻灌裝,灌裝速度和時間可調,重復灌裝誤差≤1%。
2.3 掛蓋機構
經過整理的瓶蓋按順序進入滑道,由端部的彈簧擋片將瓶蓋停止,并形成一定的傾斜角度,當容器瓶轉動至瓶蓋的正下方時轉動盤停止,轉動盤轉動時由瓶身帶動瓶蓋移動,在上方彈簧壓板的壓力作用下實現掛蓋。掛蓋機構如圖4所示。
2.4 旋蓋機構
旋蓋機構的兩個氣缸2將工位上的容器瓶夾緊后,由氣缸1帶動上下移動,當圓形頂桿與瓶蓋接觸后,由于瓶蓋反向力的作用將頂板向上推動,從而帶動三個旋轉爪實現抱緊動作,同時由電機的轉動將瓶蓋旋轉擰緊。旋蓋機構如圖5所示。
3 封裝檢測
瓶蓋封裝的好壞直接影響到液體在容器瓶中的密封效果,高蓋和歪蓋的情況都不能將瓶中飲料很好密封,無法達到保質要求,與無蓋容器瓶均作為不合格品。檢測機構如圖6所示。
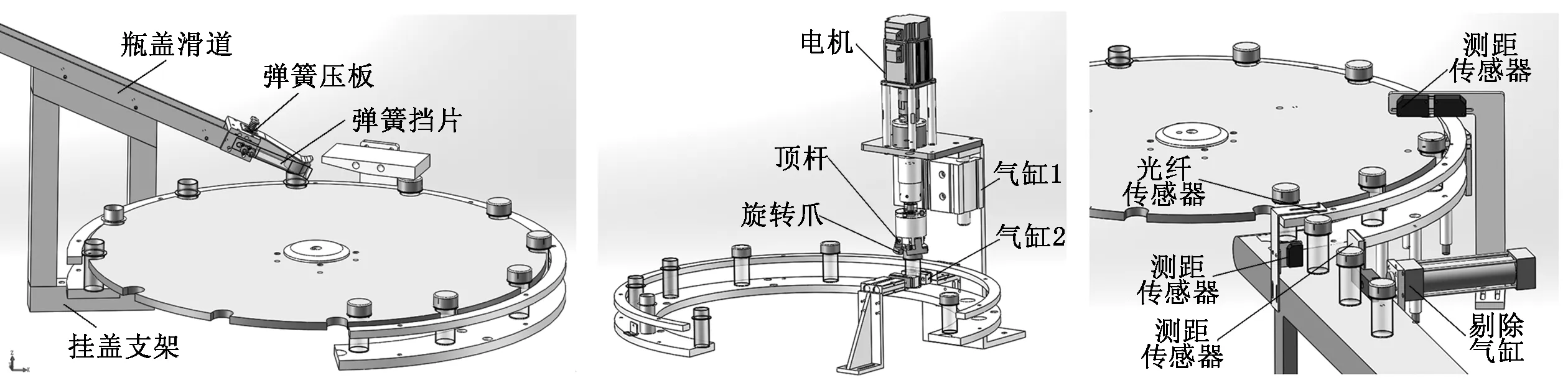
圖4 掛蓋機構圖5 旋蓋機構圖6 檢測機構
系統設計了基于測距傳感器的檢測算法,對所有封蓋逐一在線檢測是否存在高蓋和歪蓋的缺陷,同時由光纖傳感器檢測是否存在無蓋現象,缺陷檢出率可達99.5%,檢測后將不合格品進行自動標記。
檢測完畢后,容器瓶脫離轉動盤進入輸送機構,根據前述檢測結果,由剔除氣缸將不合格品推出輸送帶進行在線剔除,并按照不合格類型進行回收。
4 結語
本文設計的“保存液自動灌裝裝置” 應用于液體灌裝行業,結構簡單,高效實用,采用伺服電機、測距傳感器和PLC控制技術實現自動灌裝及在線檢測功能。本裝置適用于不同種類、材料、尺寸的灌裝容器,在醫藥及其他灌裝行業都具有較廣闊的應用前景。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48