金屬波紋管抗疲勞測試工作臺的研制
2021-08-20 08:01:14黃慶華余新平吳向勤胡飛鵬
機(jī)械工程與自動化 2021年3期
關(guān)鍵詞:檢測
黃慶華,余新平,吳向勤,胡飛鵬
(1.浙江廣廈建設(shè)職業(yè)技術(shù)大學(xué),浙江 東陽 322100;2.浙江寶森波紋管有限公司,浙江 東陽 322100)
0 引言
金屬波紋管在各類技術(shù)領(lǐng)域里應(yīng)用廣泛,特別是在各類測量儀器儀表中,主要用途是作為壓力、溫度、流量等儀表中的測量元件,通過位移、力或體積的變化將其轉(zhuǎn)換成壓力、溫度和流量等指標(biāo)。其制作的好壞直接關(guān)系到測量的準(zhǔn)確性,影響到儀器儀表的性能、執(zhí)行功能等。在金屬波紋管的設(shè)計(jì)和使用過程中,密封性和使用壽命是其重要的技術(shù)指標(biāo)。在生產(chǎn)過程檢驗(yàn)中,對每一批產(chǎn)品都需要進(jìn)行抗疲勞測試,以保證產(chǎn)品的質(zhì)量。一般公司生產(chǎn)的波紋管批次和種類較多,而傳統(tǒng)的金屬波紋管疲勞試驗(yàn)機(jī)是單波紋管抗疲勞測試,只能測試一種型號的波紋管,測試效率相對較低。為此,通過改進(jìn)氣動盤結(jié)構(gòu)和氣動系統(tǒng),研制了一種多工位可調(diào)節(jié)測試位移和壓力的金屬波紋管疲勞試驗(yàn)機(jī)。
1 金屬波紋管結(jié)構(gòu)
圖1為某型號的金屬波紋管。該產(chǎn)品的主要技術(shù)參數(shù)為:壽命要達(dá)到30萬次,耐壓0.686 MPa,材料為Qsn6.5-0.1。其中壽命次數(shù)是一項(xiàng)特別重要的指標(biāo),對每一批次產(chǎn)品的檢驗(yàn)率要達(dá)到0.1%,以保證產(chǎn)品的質(zhì)量。金屬波紋管的主要技術(shù)參數(shù)見表1。

表1 金屬波紋管基本參數(shù)

圖1 金屬波紋管零件圖
2 金屬波紋管抗疲勞測試工作臺的方案設(shè)計(jì)
根據(jù)工況要求,金屬波紋管抗疲勞測試工作臺的方案設(shè)計(jì)如圖2所示。金屬波紋管抗疲勞測試工作臺主要由電動機(jī)13、減速器11、偏心盤10、伸縮盤8、氣動盤5、調(diào)整盤2、支架1等組成。其機(jī)械傳動路線為:電動機(jī)是動力機(jī)構(gòu),通過V帶12將運(yùn)動傳遞到蝸輪蝸桿減速器11,通過蝸輪蝸桿減速器11實(shí)現(xiàn)減速,從而提高傳動的扭矩,并且達(dá)到測試要求相應(yīng)的轉(zhuǎn)速;蝸輪蝸桿減速器11的輸出軸帶動偏心盤10,偏心盤10的轉(zhuǎn)動產(chǎn)生豎直方向的位移,偏心盤10推動伸縮盤8向下移動,并且通過彈簧9實(shí)現(xiàn)復(fù)位。波紋管的最大壓縮量由偏心盤10的偏心距決定,可以選用不同偏心距的偏心盤10,從而滿足不同壓縮位移的波紋管的檢測。假如一次檢測不同伸縮量的波紋管,可以通過調(diào)節(jié)伸縮桿7的長度來調(diào)整波紋管的伸縮位移,伸縮桿7的調(diào)節(jié)是減小位移的調(diào)節(jié),從而實(shí)現(xiàn)多波、不同位移的波紋管疲勞檢測。
氣動盤5上安裝被檢測的波紋管,波紋管6與連接件間通過錫焊焊接,連接件與氣動盤5通過螺紋連接的方式固定,中間通過密封圈密封。氣動盤與氣動盤支撐架4使用滑塊方式安裝,側(cè)面有定位螺釘3,實(shí)現(xiàn)定位和夾緊,這樣能快速地進(jìn)行氣動盤5的拆裝。被檢測波紋管與伸縮盤8之間的距離由調(diào)整盤2調(diào)整,轉(zhuǎn)動調(diào)整盤,從而調(diào)整氣動盤5的高度。

1-支架;2-調(diào)整盤;3-定位螺釘;4-氣動盤支撐架;5-氣動盤;6-波紋管;7-伸縮桿;8-伸縮盤;9-彈簧;10-偏心盤;11-蝸輪蝸桿減速器;12-V帶;13-電動機(jī)
3 氣動盤的設(shè)計(jì)
根據(jù)工況要求,氣動盤一般按照4個(gè)工位設(shè)計(jì),也可以設(shè)計(jì)成其他多工位。以4個(gè)工位氣動盤為例,氣動盤各個(gè)工位之間根據(jù)被測試金屬波紋管的壓力不同主要有三種類別:①只測一種壓力,4個(gè)安裝孔位相互連通,如圖3(a)所示;②能測兩種壓力,兩個(gè)安裝孔位分別相互連通,如圖3(b)所示;③可以測4種不同的壓力,4個(gè)安裝孔位都相互獨(dú)立,如圖3(c)所示。單壓四通氣動盤零件圖如圖4所示。

圖3 三種4工位氣動盤工位圖

圖4 單壓四通氣動盤零件圖
4 測試工作臺的氣壓系統(tǒng)設(shè)計(jì)
疲勞測試工作臺的氣動原理圖如圖5所示,主要包括Q1氣源、G1氣動三聯(lián)件(含調(diào)壓閥)、W1~W8截止閥、V1~V4減壓閥、P1~P4壓力計(jì)等氣動元器件。Q1氣源選擇壓縮氮?dú)猓瑲鈮阂话氵x用1 MPa。G1氣動三聯(lián)件(含調(diào)壓閥)主要作用是空氣過濾,并且調(diào)節(jié)和穩(wěn)定氣源的輸出壓力。通過調(diào)壓并穩(wěn)壓后氣源分成平行的4路輸出至氣動盤,每一路前后各有一個(gè)截止閥,兩個(gè)截止閥中間是減壓閥和壓力表,在工作過程中,通過調(diào)整減壓閥的輸出壓力,實(shí)現(xiàn)測試工作臺被測波紋管的壓力調(diào)整,并保持穩(wěn)定的輸出壓力。4個(gè)平行的氣動輸出回路根據(jù)不同的氣動盤選擇其工作狀態(tài)。表2為 疲勞測試工作臺氣壓系統(tǒng)基本參數(shù)要求。

Q1-氣源;G1-氣動三聯(lián)件(含調(diào)壓閥);W1~W8-截止閥;V1~V4-減壓閥;P1~P4-壓力計(jì)

表2 疲勞測試工作臺氣壓系統(tǒng)基本參數(shù)要求
5 波紋管的安裝與檢測
5.1 波紋管的焊裝
將所要測試的波紋管通過錫焊的方式焊接在連接件上,焊接要求牢靠,沒有虛焊和側(cè)漏,外觀要求波紋管平直,不歪斜,如圖6所示。焊接好后的波紋管放置在工作臺上冷卻5 min以上,冷卻后的連接件底部安裝密封圈,密封圈必須裝配到連接件底座的凹槽內(nèi)。密封圈必須選擇合適的型號,注意焊裝波紋管時(shí)必須先拆下密封圈,以免燒化。
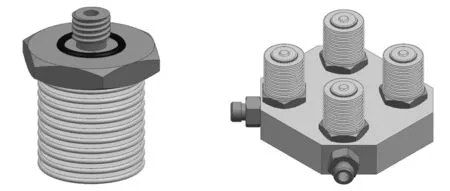
圖6 波紋管連接件 圖7 氣動盤連接件安裝
5.2 波紋管連接件的安裝
將焊裝好的波紋管連接件安裝到氣動盤上,安裝過程中使用扭力扳手?jǐn)Q緊,按要求達(dá)到相應(yīng)扭矩值即可,偏差不能超過規(guī)定扭矩值±10%,太緊影響連接件和密封圈的使用壽命,太松不能保證連接件和氣動盤之間的密封性。還需要觀察擰緊后的波紋管連接件外形,并對波紋管予以手工整形,保證波紋管平直,如圖7所示。
5.3 氣動盤的高度調(diào)整
將安裝好波紋管連接件的氣動盤安裝到氣動盤座上,并緊固側(cè)面的螺釘。首先用手轉(zhuǎn)動皮帶輪,使測試臺減速器輸出軸上的偏心路中間點(diǎn)對準(zhǔn)伸縮桿(向下偏心距離最小值位置),再旋轉(zhuǎn)調(diào)整盤,使測試的產(chǎn)品頂部平面與測試設(shè)備上平面剛好接觸。并觀察產(chǎn)品頂部平面與測試設(shè)備的上平面是否有間隙,在有間隙的情況下需繼續(xù)旋轉(zhuǎn)調(diào)整盤,直至產(chǎn)品頂部平面與測試設(shè)備的上平面剛好無間隙為止,如圖8所示。假如測試不同高度型號的波紋管,高度值小的波紋管可以調(diào)整伸縮盤上的伸縮桿的距離,從而使伸縮桿的底部平面與波紋管的頂部平面相接觸。注意在手動轉(zhuǎn)動電機(jī)的皮帶輪時(shí),必須保證電源為關(guān)閉狀態(tài),防止因設(shè)備故障造成人身傷害。

圖8 氣動盤高度調(diào)整
5.4 啟動檢測設(shè)備
打開氣源,調(diào)整氣源輸出壓力,再打開輸入截止閥,并調(diào)整減壓閥,輸出壓力計(jì)(如圖9所示)的壓力顯示值達(dá)到額定壓力值,再打開輸出截止閥,并觀察氣動盤上的被測波紋管有無漏氣,在保證沒有漏氣的情況下,接通電源,將相應(yīng)檢測設(shè)備的計(jì)數(shù)器數(shù)值歸零,啟動電機(jī)按鈕,開始波紋管的壓力疲勞測試。在試驗(yàn)過程中,需要經(jīng)常觀察設(shè)備和試驗(yàn)品有無異常情況,保證測試設(shè)備正常運(yùn)行。當(dāng)檢測次數(shù)達(dá)到計(jì)數(shù)器(如圖10所示)額定設(shè)置值時(shí),電機(jī)自動斷電,做好產(chǎn)品型號和批次的檢測記錄。當(dāng)測試過程中遇到波紋管疲勞損壞時(shí),設(shè)備也會停止運(yùn)行,并自動報(bào)警。

圖9 壓力計(jì) 圖10 計(jì)數(shù)器
6 結(jié)束語
金屬波紋管疲勞試驗(yàn)機(jī)已經(jīng)在某公司生產(chǎn)中得到應(yīng)用。在設(shè)備的運(yùn)行過程中,檢測的精度和檢測的效率都符合檢測要求,并且氣壓系統(tǒng)運(yùn)行可靠,檢測的工作精度及各項(xiàng)技術(shù)指標(biāo)符合檢測要求。本文研究優(yōu)化了氣動盤的多工位、多型號的設(shè)計(jì),使檢測范圍大大增加,取得了較好的使用效果。
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48