小直徑厚壁筒體的卷制成形工藝分析
2021-08-19 03:51:56梁化徐磊易飛
機(jī)械工程師 2021年8期
關(guān)鍵詞:筒體
梁化,徐磊,易飛
(東方電氣(廣州)重型機(jī)器有限公司,廣州 511455)
0 引言
管殼式換熱器外殼通常采用鋼板卷制或是直接使用鋼管制造,也有部分產(chǎn)品選用鍛件,但受原材料廠家制造能力和生產(chǎn)成本的限制,不一定能從市場(chǎng)上采購(gòu)到非標(biāo)準(zhǔn)尺寸規(guī)格的鋼管,采購(gòu)成本過高一般會(huì)使鍛件成本更高,因此在管殼式換熱器中鋼板卷制焊接的筒體也最為常見[1]。對(duì)于部分直徑較小、材料厚度較大的筒體,其卷制可能超過或接近卷板機(jī)的設(shè)備能力極限,筒體卷制成形尺寸難以控制,對(duì)于形位精度要求較高的筒體甚至無法直接成形。本文從筒體卷制壓力的計(jì)算方法開始,分析材料的屈服強(qiáng)度、直徑、長(zhǎng)度、厚度等參數(shù)對(duì)卷制壓力的影響,并根據(jù)某產(chǎn)品小直徑厚壁筒體出現(xiàn)過的典型問題進(jìn)行原因分析,找出該問題的處理方法。
1 卷制壓力與筒體材料、直徑、強(qiáng)度的常規(guī)計(jì)算方法
換熱器筒體卷制需考慮筒體是否超過卷板的極限能力,通常筒體的直徑和長(zhǎng)度容易評(píng)估,簡(jiǎn)單比較即可知道,但卷板需要的壓力等與卷板機(jī)的自身的功率有關(guān)。以三輥卷板機(jī)為例,卷板機(jī)下壓力與筒體的曲率、材料的屈服強(qiáng)度、筒體的長(zhǎng)度有關(guān)系,其計(jì)算按理論模型[2]假設(shè)如下:卷板過程中用理論計(jì)算出的法向正壓力近似代替成形過程中卷板機(jī)的工作載荷,因板材較均勻且表面粗糙度相對(duì)較低,故忽略掉工作時(shí)輥?zhàn)拥那邢蚰Σ亮3-7],多次不斷地增加力矩才能將鋼板逐漸卷圓,最終達(dá)到需要的曲率半徑,因此達(dá)到規(guī)定的最大彎曲力矩時(shí),材料卷制所受的應(yīng)力已使材料屈服,整體達(dá)到屈服極限,沿鋼板全長(zhǎng)方向產(chǎn)生了塑性變形,按照直徑最小時(shí)塑性變形最大來考慮,此時(shí)的力矩也將達(dá)到最大值[4-6]。板料采用的是冷卷成形,卷制屬于冷塑性變形,材料會(huì)發(fā)生冷作硬化,表面硬度增加會(huì)導(dǎo)致彎矩的增加,力矩計(jì)算時(shí)引入了材料的硬化修正系數(shù)K。彎矩M理論公式為

式中:b、δ為卷制板材的寬度和厚度;σs為材料的屈服極限;K=1.10~1.25,當(dāng)δ/R較大時(shí)K取較大值(R為板材中性層的目標(biāo)成形曲率半徑,本文中δ/R約為0.06,屬于筒體卷制中較大的情況,K值可適當(dāng)取較大值)。
卷制時(shí)受力情況如圖1所示,θ是連心線OO1與OO3的夾角,兩下輥對(duì)稱分布,其中心距為a,板材的彎曲力矩M即為需克服下輥?zhàn)饔迷阡摪迳系牧2產(chǎn)生的力矩,考慮板厚的影響,力N2近似為
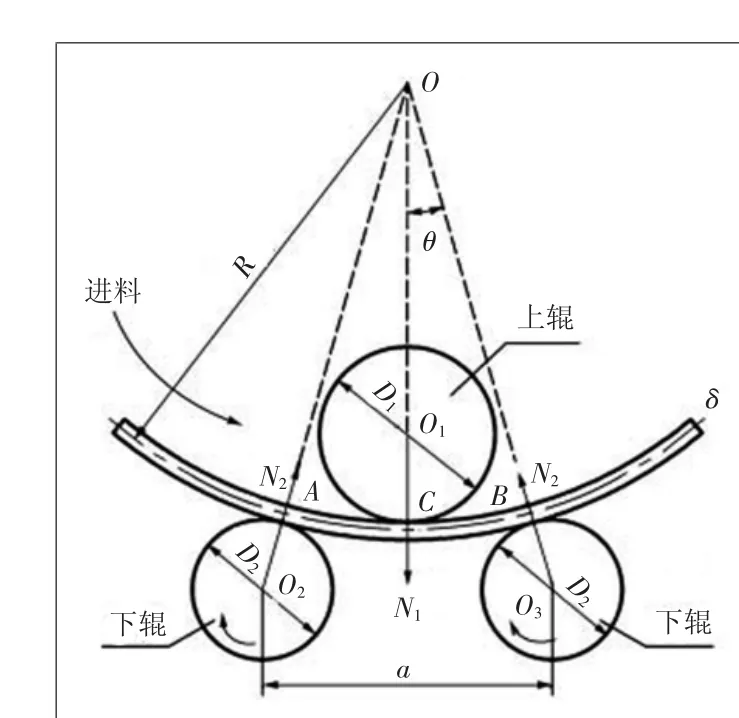
圖1 理想三輥卷板成形示意圖
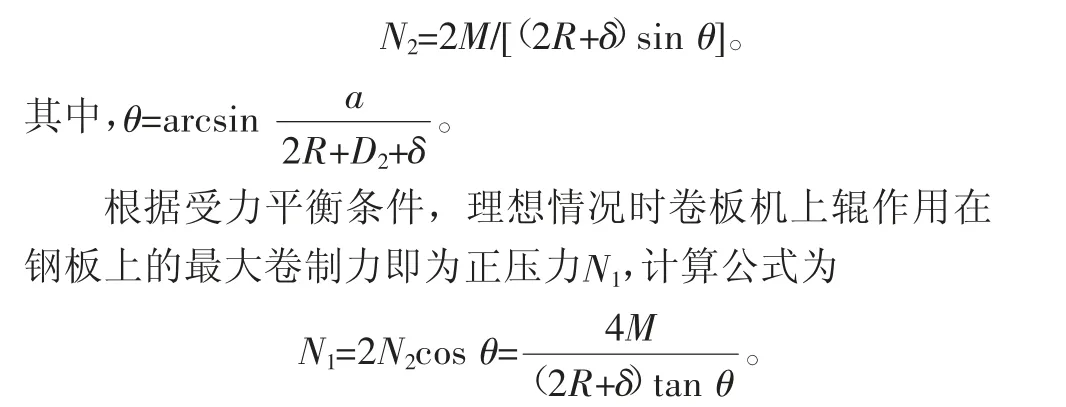
此理論模型主要為說明卷制過程中各參數(shù)與卷板機(jī)輥軸受力的關(guān)系,從彎矩和正壓力的計(jì)算公式分析,材料厚度對(duì)卷制過程受力影響最大,鋼板寬度、材料屈服強(qiáng)度是正向影響[5],寬度大、屈服強(qiáng)度高將需要更大的卷制力矩,而直徑卻是反向影響,直徑越小則卷制需要的力矩越大。
2 卷板情況及問題
以我司某一產(chǎn)品為例,介紹該產(chǎn)品筒體的卷制情況及其出現(xiàn)的問題。卷制的筒體參數(shù)如下:材料為SA387Gr.22Cl2,屈服強(qiáng)度為435~460 MPa,材料厚度為25 mm(因采購(gòu)的板材厚度為正偏差,板材實(shí)際厚度約為26.3 mm),板子寬度3000 mm(即筒體長(zhǎng)度),筒體內(nèi)徑850 mm,筒體焊縫棱角度和直線度要求1 mm。卷制使用的設(shè)備是三輥卷板機(jī),上輥直徑為680 mm,兩下輥直徑均為450 mm,卷板允許最大卷制長(zhǎng)度為3000 mm[1]。
因筒體直徑小、材料強(qiáng)度較高且尺寸精度要求高,為防止產(chǎn)品卷制時(shí)出現(xiàn)尺寸不合格的情況,在正式卷制前使用了長(zhǎng)度和厚度相同、強(qiáng)度類似的其他材料做過卷制試驗(yàn)(卷制試驗(yàn)時(shí)無產(chǎn)品材料,使用了其他材料代替,材料屈服強(qiáng)度約340~385 MPa,低于產(chǎn)品的實(shí)際屈服強(qiáng)度),卷制后將筒體合攏,并焊接了筒體縱縫,在該卷板機(jī)上校圓后檢查整體外形,發(fā)現(xiàn)直徑、直線度、圓度等尺寸均較好,可滿足驗(yàn)收指標(biāo),筒體兩端也很均勻,未發(fā)現(xiàn)明顯的異常。
因產(chǎn)品材料屈服強(qiáng)度比試驗(yàn)材料更高,且筒體直徑小,根據(jù)第1節(jié)的計(jì)算方法,理論計(jì)算出的正壓力已接近卷板機(jī)設(shè)備許可的最大正壓力的90%,首個(gè)筒體卷制后的尺寸檢查(筒體直徑尺寸基本接近設(shè)計(jì)要求值,縱縫未焊接,測(cè)量時(shí)以筒體外周長(zhǎng)減掉兩縱縫坡口間隙近似代替)后發(fā)現(xiàn)筒體兩端的周長(zhǎng)尺寸與中間部分明顯不同,筒體呈現(xiàn)兩端大、中間小的腰鼓狀,測(cè)量位置及詳細(xì)數(shù)據(jù)如圖2和表1所示。從左右兩個(gè)端部開始往筒體中間測(cè)量,筒體外周長(zhǎng)有明顯變化,主要變形區(qū)域集中在靠近兩端各65 mm以內(nèi)的長(zhǎng)度范圍。
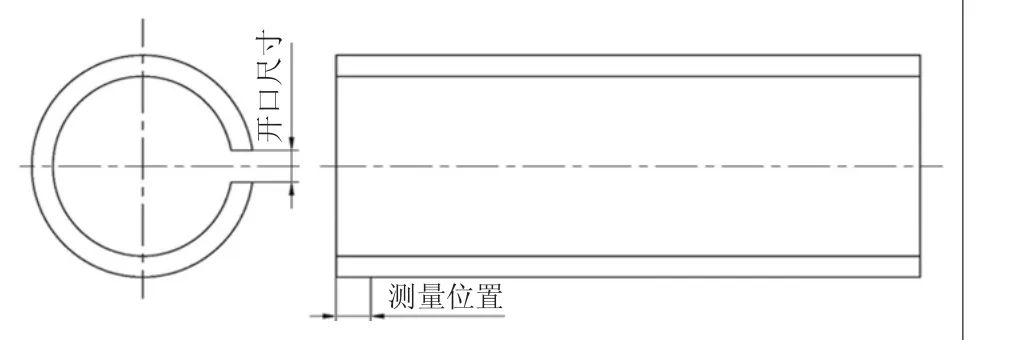
圖2 筒體測(cè)量位置
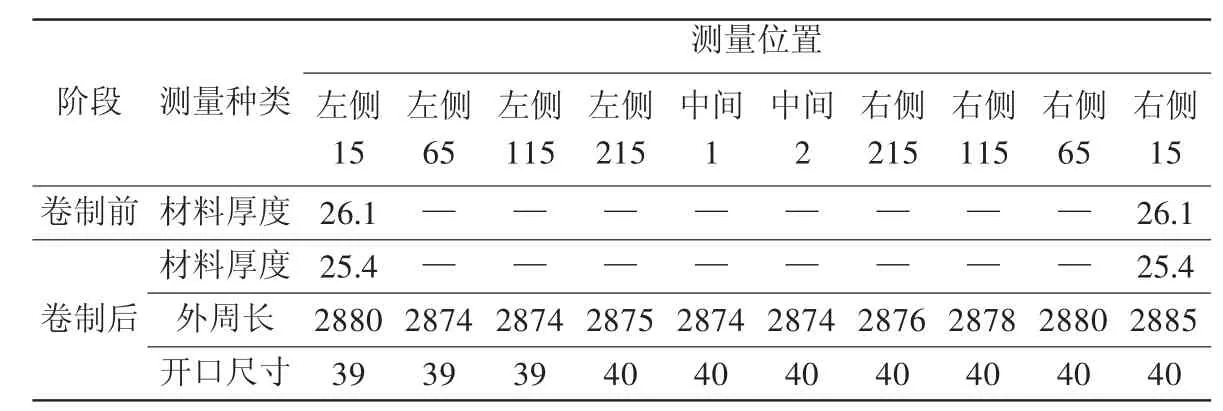
表1 筒體周長(zhǎng)及厚度mm
除該筒體外,我公司還卷制了大量的相同材料的其他筒體,尺寸差異較小。通過對(duì)比發(fā)現(xiàn),筒體卷制前后靠近兩端的材料厚度明顯減薄,且越靠近邊緣減薄越多,筒體兩端的外周長(zhǎng)比中間部分偏大,兩端65 mm范圍成喇叭狀,但外形較平緩,沒有出現(xiàn)突變的情況,材料的卷制延展量也偏大(測(cè)量位置左側(cè)15表示距離左端面15 mm,其余類似)。
3 原因分析及處理
根據(jù)筒體變形測(cè)量數(shù)據(jù)情況,并結(jié)合卷板機(jī)的設(shè)備性能參數(shù),分析筒體變形原因是因卷制所需的正壓力大,卷板機(jī)上輥的變形,導(dǎo)致筒體兩端鋼板過壓,鋼板局部所受壓力遠(yuǎn)超中間部分導(dǎo)致,詳細(xì)如下:1)筒體長(zhǎng)度過大、強(qiáng)度高、材料厚度偏大,導(dǎo)致下壓力過大。卷制所需的彎矩與材料的寬度(即筒體長(zhǎng)度)、屈服強(qiáng)度和厚度的平方成正比,根據(jù)力學(xué)計(jì)算情況,不計(jì)入摩擦因數(shù)的情況下,該彎矩已超過設(shè)備最大能力的80%。產(chǎn)品長(zhǎng)度較大,為減少環(huán)焊縫的數(shù)量,將單個(gè)筒體的長(zhǎng)度設(shè)置的比較大,因此造成卷板時(shí)設(shè)備負(fù)荷過大,實(shí)際卷制時(shí)卷板機(jī)的工作情況證實(shí)負(fù)荷接近設(shè)備極限。2)筒體直徑較小,使用的卷板機(jī)輥軸受限。筒體的直徑偏小,可選擇的卷板機(jī)范圍受限,尤其是主要受力的上輥,一般其直徑需不小于卷制筒體內(nèi)徑的1.3倍,否則卷制精度難以保證,該筒體的內(nèi)徑僅為850 mm,無法選擇大直徑尺寸輥軸的卷板機(jī),實(shí)際卷制機(jī)的上輥直徑為680 mm,且筒體長(zhǎng)度已達(dá)到卷板機(jī)的極限。由于直徑小,根據(jù)第1節(jié)的卷板機(jī)下壓力計(jì)算公式,下壓力與筒體直徑成反比,直徑越小所需的下壓力越大。3)卷制所需的下壓力過大,卷板機(jī)上輥產(chǎn)生變形。根據(jù)下壓力計(jì)算公式,在幾乎是使用設(shè)備允許的最大能力的工作情況下,上輥產(chǎn)生了少量彈性變形,導(dǎo)致筒體兩端部分過壓,材料減薄超過中間部分,變形如圖3所示。
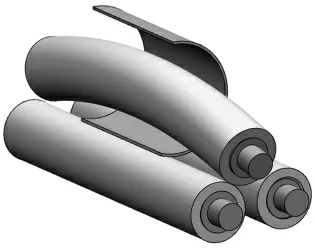
圖3 上輥?zhàn)冃问疽鈭D
如果在不處理筒體周長(zhǎng)的情況下,在縱縫焊接后筒體的周長(zhǎng)將不均勻,直接校圓后直線度可能不滿足1 mm的設(shè)計(jì)要求,但通過多次工藝試驗(yàn)后發(fā)現(xiàn),筒體焊接后,通過校圓可以將延展偏大的筒體兩端壓回部分,但不能僅靠校圓將增大的部分完全壓至與中間部分平齊,校圓前還需對(duì)筒體伸長(zhǎng)部分進(jìn)行修割,達(dá)到該區(qū)域的周長(zhǎng)尺寸,以確保最終的直線度,本次修割主要針對(duì)兩端“喇叭口”部分延展過長(zhǎng)的部分進(jìn)行修割,焊接、校圓后的筒體數(shù)據(jù)如表2所示。
筒體校圓后的尺寸檢查結(jié)果顯示直線度和圓度較好,但筒體兩端的材料厚度明顯減薄,如表2所示。筒體兩端被壓回的部分,屬于原外周長(zhǎng)偏大的喇叭口區(qū)域,因筒體縱縫焊接后,筒體已成整圓,卷板機(jī)校圓時(shí)所需的壓力比卷制時(shí)小,卷板機(jī)輥軸有足夠的壓力和剛度壓平筒體變形部分,但原喇叭口區(qū)域被再次強(qiáng)行壓回,鋼板局部被滾軋,造成該區(qū)域板材的進(jìn)一步減薄。此外卷制和校圓時(shí),若下壓量偏大,即卷制速度太快時(shí),局部的減薄程度比慢速均勻卷制時(shí)更大。
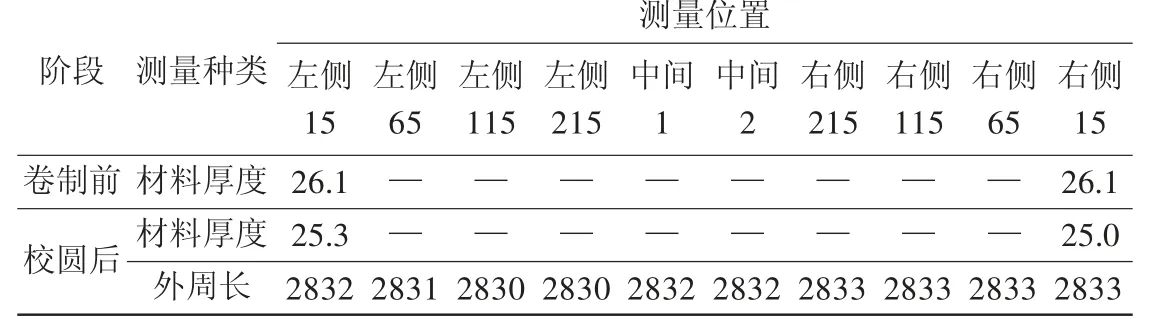
表2 校圓后筒體周長(zhǎng)及厚度mm
4 結(jié)論
對(duì)于小直徑的筒體卷制,特別是尺寸精度要求較高的筒體,需選擇合適的卷板機(jī),并根據(jù)制造工藝確定筒體長(zhǎng)度,確有必要需用鋼板卷制的筒體,需要的彎矩和下壓力不宜過大,主要建議如下:1)盡量選擇合適尺寸的卷板機(jī),卷板機(jī)的輥軸應(yīng)有足夠的剛度;2)在設(shè)備受限的情況下,可以減小筒體的長(zhǎng)度,必要時(shí)增加拼接焊縫數(shù)量;3)卷制需要的彎矩和下壓力不要超過設(shè)備極限能力的70%~80%,特別是在校圓階段,否則難以保證筒體卷制后的尺寸精度;4)卷制時(shí)操作速度不宜過快,每次壓制下壓量不宜過大,否則兩中心夾角θ偏大后導(dǎo)致下壓力過大,筒體兩端減薄量也更大;5)筒體存在延展不一致的情況時(shí),需根據(jù)設(shè)備的情況確定焊接前的長(zhǎng)度調(diào)整量,設(shè)備不同、材料不同的情況下,筒體長(zhǎng)度需修割的調(diào)整量也不一樣;6)筒體校圓后兩端的減薄仍然存在,必要時(shí)需預(yù)留材料厚度余量,或是將減薄過大的部分切除。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
裝備制造技術(shù)(2020年1期)2020-12-25 05:18:30
現(xiàn)代制造技術(shù)與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設(shè)備管理與維修(2016年5期)2016-03-16 02:20:45
重型機(jī)械(2016年4期)2016-03-15 09:00:05
焊接(2016年10期)2016-02-27 13:05:34
