光譜測量在激光加工在線監測上的應用研究進展
2021-08-17 02:50:10胡國慶管迎春
光譜學與光譜分析 2021年8期
胡國慶,管迎春,3*
1. 北京航空航天大學機械工程及自動化學院,北京 100191 2. 北京航空航天大學合肥創新研究院,安徽 合肥 230012 3.大型金屬構件增材制造國家工程實驗室,北京 100191
引 言
自1960年激光器誕生以來[1],激光由于優異的單色性、 方向性、 相干性和高功率密度特性而廣受關注。而隨著啁啾脈沖放大[2]和相干合束[3]等技術的發展,激光器功率密度、 種類和成本都得以極大優化和提升,為激光加工等激光應用奠定了基礎。尤其是自20世紀90年代以來,各類激光加工技術逐步應用于航空航天、 醫療、 汽車和電子等領域,包括激光焊接[4-5]、 激光切割和鉆孔[6-7]、 激光打磨[8-9]、 激光清洗[10]、 微納結構制備[11-12]和激光增材制造[13]等。然而,近年來,制造技術面臨產品精度和性能要求高、 產品迭代快和個性化程度高等挑戰,因而,激光加工的精度和效率提升以及智能化控制成為迫切需求[14],相應地激光加工在線監測成為工業界和學術界的研究重點。通過在線監測加工過程和目標特性,實時調控和優化激光加工參數和加工過程,抑制和消除材料損傷和缺陷,提升激光加工效率和精度[15]。充分利用激光加工過程包含的物理本質及其產生的信息是研究的關鍵。激光與物質相互作用時可產生與加工參數、 加工過程和目標特性直接相關的光、 聲和溫度等多種信號[16],比如,與化學成分對應的等離子體信號[17]、 激光與高非線性材料作用時產生的無損傷諧波信號[18]與激光輻照特定材料激發的熒光和拉曼信號[19-20]等光信號,以及表面粗糙度、 化學成分和材料損傷等引起的反射光信號[19, 21-24],光照射時區域結構和體積變化引起的聲波信號[25-27]以及熱效應對應的溫度信號[28]等。上述信號產生和變化及其與加工過程和目標特性的映射關系為在線監測奠定了基礎。
實際上,激光加工技術推廣應用同時,在線監測幾乎同步被提出。1995年,Akira等提出利用激光散斑圖像測量的方法監測激光加工過程中的材料損傷[29]。Lu等從聲信號監測[30],Schanwald等從熱輻射信號監測[31]等角度提出了激光加工在線監測方法。相較而言,光譜測量具有信息豐富等獨特優勢,基于等離子體、 反射光和非線性光信號等的光譜監測技術廣受關注。1998年,Cabalín等給出了等離子體產生閾值,為激光加工等離子體監測奠定了基礎[32]。隨后,Connolly等開始將等離子體光譜監測應用于激光焊接[33]。2002年,Hong等進一步研究了不同腔壓下的等離子體長度,明確了不同激光功率密度下的等離子體產生閾值和強度變化,提出了包括等離子光譜成分分析在內的激光加工在線監測方法[34]。在成分分析之外,2006年,Deng等提出元素特征譜線功率密度以及等離子體溫度和形狀等與激光加工熱效應相關物理過程直接相關,可用于熱效應監測[35]。2013年,Diego等提出基于發射等離子體光譜特征譜線功率密度來進行聚焦調節的方法[36]。以上述研究為基礎,等離子體光譜監測開始廣泛應用。同時,反射光光譜監測同樣是一種常見在線監測手段。1997年,Dietz等首先提出p型偏振反射光光譜測量的在線監測技術[37],2000年,Lee等實現了基于光譜特征變化的紙、 大理石和金屬激光清洗程度、 色度和基體損傷監測方法[22-23]。2008年,Semmar等則進一步提出時間分辨反射光光譜測量的方法來監測物相狀態變化[38]。2019年,Moretti等利用反射型傅里葉變換紅外光譜監測分子性質和表面化學成分[19]。2017年,Allen等提出了拉曼光信號光譜監測的方法,給出一種基于非線性光信號光譜測量的新在線監測方法,并逐步引起關注[20]。
綜上所述,圍繞激光加工的應用需求,基于加工時的光信號產生和變化以及光譜測量原理和技術進行激光加工在線監測廣受關注。本文從激光加工過程中光信號產生和變化的機理出發,詳細闡述了等離子體、 反射光和非線性光等光信號光譜測量在激光加工在線監測上的應用原理和進展,總結了不同光譜監測技術的優缺點。在此基礎上,進一步分析未來的發展趨勢,就多種光信號光譜的協同監測,光、 聲、 溫度及圖像等多種信號測量的復合監測以及結合人工智能在線監測的智能激光加工等進行了展望。
1 基于光譜測量的激光加工在線監測
激光輻照物質表面時可引起等離子體、 反射光和非線性光等各類光信號的產生和變化,且光信號特征與激光加工過程和目標特性相對應。通過采用與加工光路共軸的光路或者側向耦合光路收集光信號,并利用光譜學測量裝置和系統進行光譜測量和分析,可實現各類激光加工工藝的加工過程和目標特性監測,構建閉環反饋控制回路,實時優化激光加工參數,實現高效高精激光加工。
1.1 基于等離子體光譜測量的激光加工在線監測
激光能量密度一旦大于材料的燒蝕閾值,被激光輻照的表面物質會逐步剝離并伴隨大量等離子體產生,如圖1(a)和(b)所示,納秒和飛秒激光燒蝕時可產生可見光波段等離子體光信號,且發射時間尺度在ns量級以上; 具有相似激光功率密度的納秒和飛秒激光輻照材料表面的誘發等離子體羽輝截面分別呈圓形和橢圓空間分布[39]。通過測量和分析等離子體光譜,可實現化學成分[40]、 焦距[17, 36]、 熱效應相關物理過程[35, 41]等的在線監測。
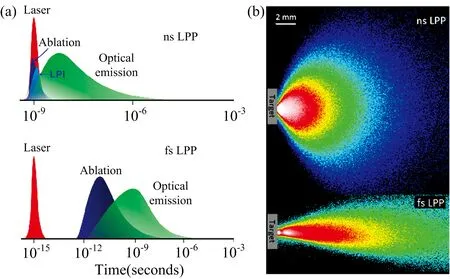
圖1 (a)納秒和飛秒激光燒蝕時可見光波段等離子體的大致發射時間尺度,(b)具有相似功率密度的納秒和飛秒激光輻照表面時誘導產生等離子體羽輝圖像[39]
由于組成原子、 離子和分子激發光譜譜線位置和強度與元素種類和含量相關,通過譜線位置、 強度和強度比測量可準確測定元素種類和含量[42-43],因而,如圖2所示,結合坐標位置和掃描加工方式可實現加工樣品元素種類和成分的縱向和橫向分布測量以及三維成像等[40]。Vadillo等結合掃描加工和位置與等離子體光譜測得鎂和鍶元素的表面分布[44],Margetic等結合位置標定和等離子體光譜精確測量了多層材料深度方向的成分分布[45],Romero等進一步結合橫向和縱向分布測量技術實現了鋁元素三維成分分布測量[46]。自90年代激光加工逐步普及以來,等離子體光譜監測成為激光加工過程中化學成分監測最常用在線監測技術之一[16, 32]。
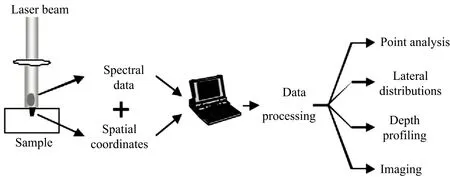
圖2 基于空間坐標和激光誘導等離子體光譜的多維度化學成分信息測量示意圖[40]
2006年,Deng等提出基于等離子體溫度和電子密度等評估飛秒激光加工熱效應的方法[35]。2012年,Kong等利用等離子體溫度評估高強度鋼搭焊過程中的熱效應,包括熱影響區和裂紋等,進而優化焊接工藝[41]。在定性評估基礎上,2012年,Sibillano等進一步將電子溫度和激光搭焊穿透深度聯系起來,構建如圖3(a)所示的光譜測量裝置,將測得的同
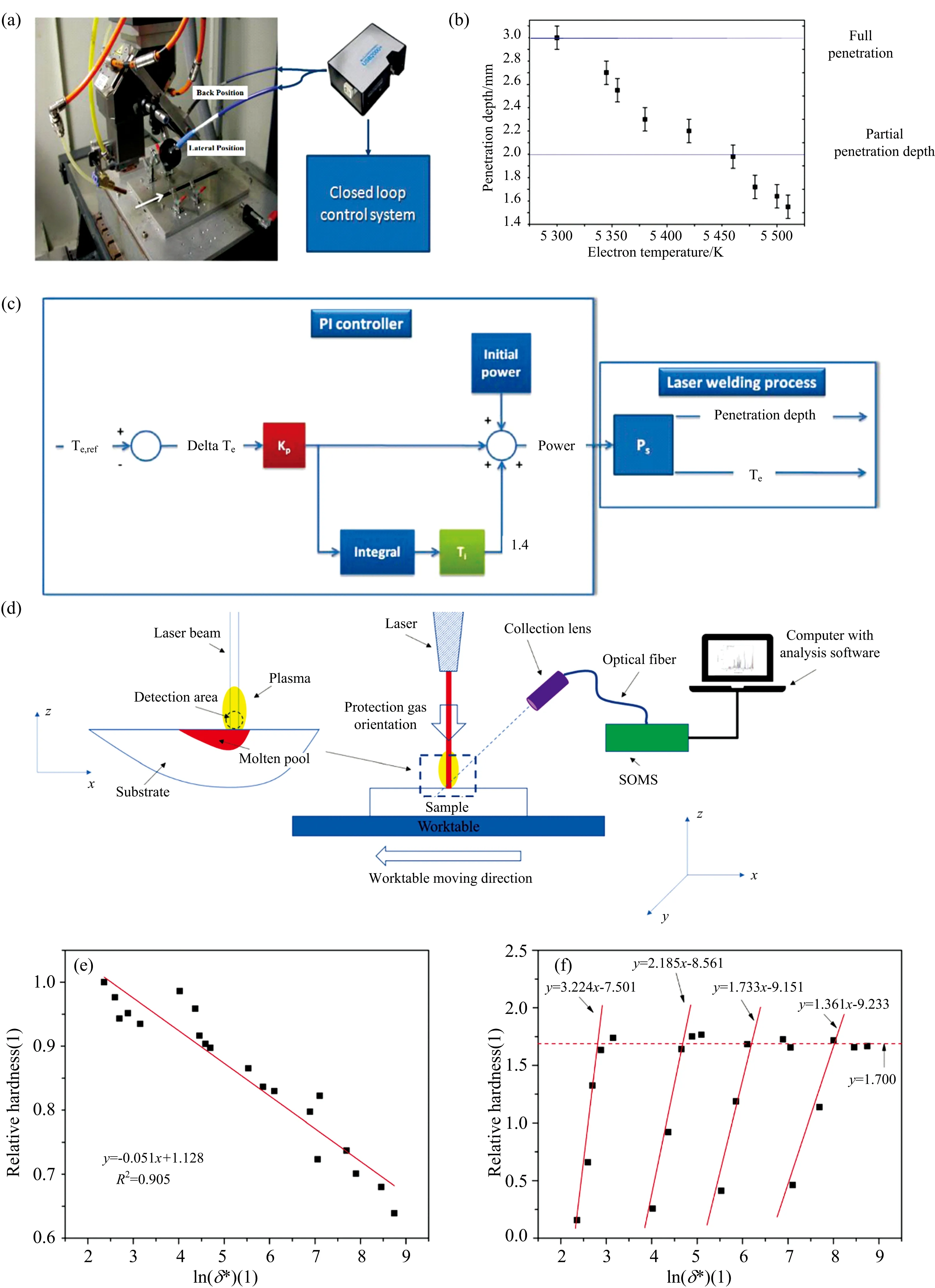
圖3 (a)基于等離子體光譜測量的激光焊接在線監測和加工裝置圖,(b)焊接速度為50 mm·s-1時,穿透深度與Fe(Ⅰ)電子溫度的映射關系圖,(c)以電子溫度為輸入信號的閉環反饋控制示意圖[47]; (d)激光焊接的等離子體光譜監測裝置圖,(e)無量綱熔融區微硬度與無量綱能量密度和(f)無量綱譜線能量密度與無量綱能量密度的映射關系[48]
一元素兩個特征譜線代入式(1),計算搭焊過程中的電子溫度,揭示了如圖3(b)所示的焊接速度為50 mm·s-1時,穿透深度與Fe(Ⅰ)電子溫度的近似線性映射關系,進而以電子溫度為輸入信號,構建了如圖3(c)所示的閉環反饋控制回路,實時優化加工參數[47]。2020年,Wang等構建了如圖3(d)所示的等離子體光譜測量裝置,同樣基于特征譜線計算,揭示了無量綱熔融區微硬度和無量綱能量密度以及無量綱譜線能量密度和無量綱能量密度的線性映射關系,如圖3(e)和(f)所示[48]。
Te=(E1-E2)/kln(I1λ1A2g2/I2λ2A1g1)
(1)
其中,Ii,λi,gi,Ai和Ei分別代表同一元素兩個特征譜線的強度、 波長、 統計權重、 傳輸概率和激發態能量。Te為電子溫度,k為玻爾茲曼常數。
除了上述化學成分和熱效應監測外,已有基于等離子體屏蔽效應等對光譜特征譜線信號的作用規律實現激光加工實時調焦的報道[17, 36]。2013年,Diego-Vallejo等構建了如圖4(a)所示的加工與測量光路共軸的激光加工和監測裝置,基于等離子體強度變化規律,首次提出基于特征譜線強度來進行實時調焦的方法。如圖4(b)所示,在嚴格聚焦時,受等離子體屏蔽和噴射物影響,材料表面吸收激光能量和燒蝕效率會略有下降,出現局部最小值。繼續偏離聚焦位置時,等離子體屏蔽減弱,特征譜線強度上升。如圖4(c)所示,該方法

圖4 (a)基于單脈沖激光誘導等離子體光譜監測的激光加工裝置及(b)基于發射強度檢測進行實時調焦的原理示意圖,(c)在AlN、 鋼鐵、 鈉鈣玻璃和1737玻璃上激光劃線時,不同透鏡和樣品間距下的等離子體特征譜線強度變化[36]; (d)基于多脈沖激光誘導等離子體光譜監測的激光加工裝置,(e)單脈沖和多脈沖激光加工時激發的等離子體信號強度對比[17]
已對AlN、 鋼鐵、 鈉鈣玻璃和1737玻璃進行了實驗驗證[36]。2018年,Christoph等提出了雙脈沖等離子體光譜測量方法,提高等離子體溫度和調控等離子體產生和演變同時,提升監測信號信噪比、 準確度、 強度和檢測限[49]。2019年,Skruibis等更進一步提出基于多個脈沖組成脈沖串的激光加工和在線監測方式,基于如圖4(d)所示的光學延遲裝置,調整和優化脈沖時延,顯著提升激發信號強度,如圖4(e)所示。進而,以Na Ⅰ 589 nm特征譜線強度最強為聚焦判據,實現了干燥和水環境下鈉鈣玻璃加工的實時調焦驗證[17]。
因而,通過等離子體光信號光譜測量和分析,計算包括特征譜線波長和功率以及特征譜線間的強度比例等參數,可獲得激光加工過程中的化學成分、 焦距和熱效應等定性和定量信息,展現了廣泛的適應性和較高的測量精度,成為應用最廣泛的光譜監測技術之一。然而,等離子體光譜測量的系統搭建和調試較為復雜、 工作距離短、 使用和維護成本較高,故盡管在科學研究和激光加工實驗中已有驗證,包括激光增材制造[50-51]、 激光切割[52]、 激光清洗[53]、 激光鉆孔[54]、 激光劃線[55]、 激光微結構加工[17]和激光焊接[33, 56]等,但在大規模和大范圍的工業應用上仍亟需進行光機電一體化設計和優化,在工作距離、 調試維護和反饋控制等方面需進一步優化和匹配,滿足生產線上高效率、 高精度和大范圍的應用需求。
1.2 基于反射光信號測量的激光加工在線監測
反射光譜測量主要是基于表面反射光的光譜特征與表面清洗程度,基體損傷以及表面色度等的映射關系,具有快速、 簡單、 不受環境干擾和工作距離相對較遠等優點,成為激光加工光譜監測的最基本測量手段之一[19, 21-24]。2000年,Lee等提出基于光譜特征測量的紙、 大理石和金屬激光清洗監測方法[22-23]。如圖5(a)所示,以鹵鎢燈為多色光源,并采用探測器陣列測量反射光色度響應。如圖5(b)所示,色度隨脈沖數增加而變化,并在主波長-激發純度圓坐標平面體系中呈現如圖5(c)所示的顯著變化,污染表面、 清潔表面和損傷表面具有如圖5(d)和(e)所示的特征值,所述清潔表面和損傷表面如圖5(f)所示。
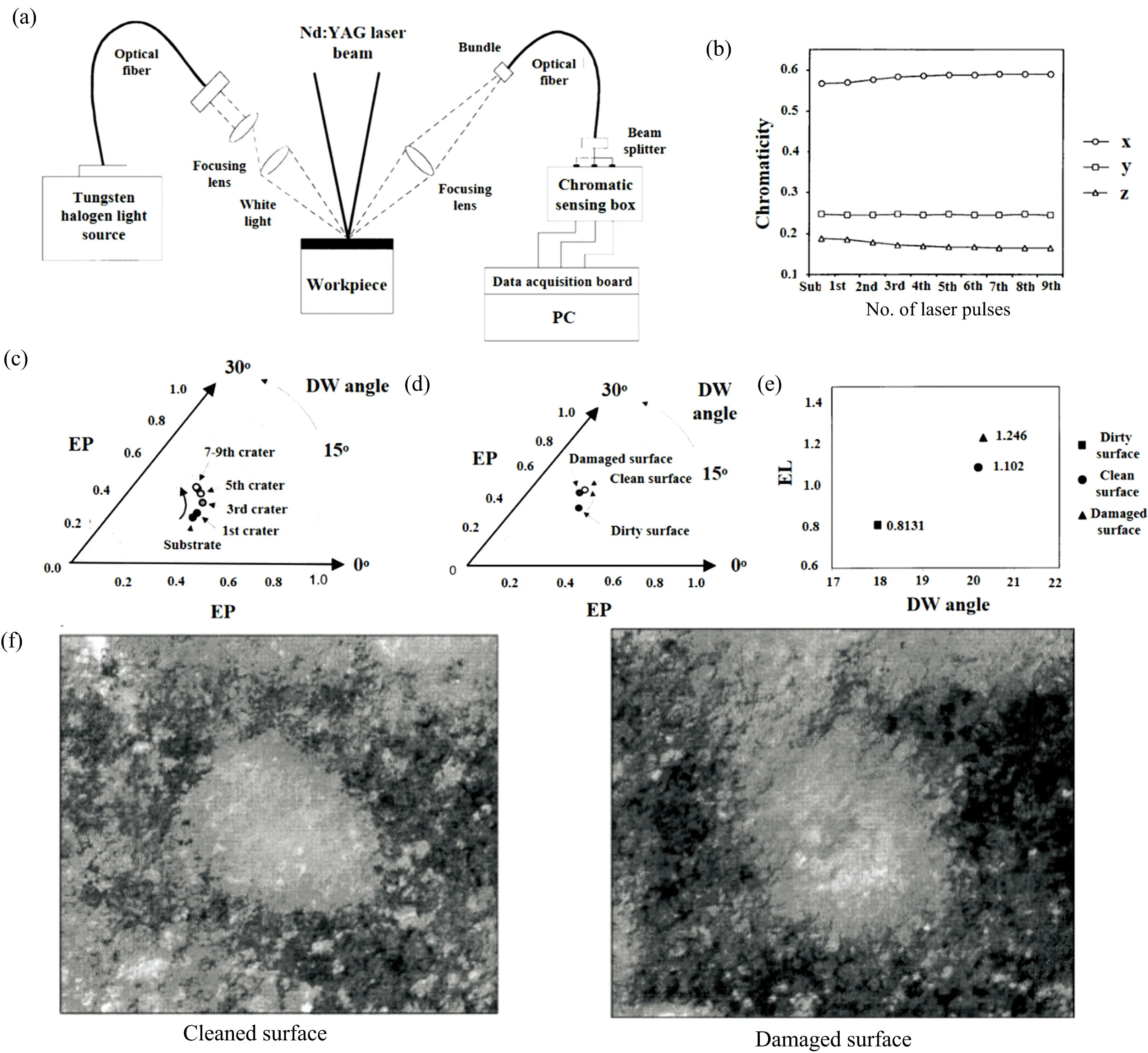
圖5 (a)用于激光清洗表面監測和過程診斷的反射光光譜監測裝置示意圖,(b)色度(x,y和z)隨輻照激光脈沖數變化的變化,在主要波長-激發純度圓坐標平面體系中,(c)輻照不同脈沖數下的特征值和(d)污染表面、 清潔表面和損傷表面的特征值,(e)在主要波長和能級的X-Y平面坐標系中的污染表面、 清潔表面和損傷表面的特征值,(f)清潔表面和損傷表面的顯微照片[23]
為簡化光譜測量,2008年,Whitehead等則直接采用635 nm連續激光作為探測光源,以如圖6(a)所示的反射光功率測量裝置進行監測,采用光電二極管直接測量激光清洗鈦合金過程中的反射光光譜積分功率變化來進行在線監測,同時,結合如圖6(b)所示的等離子體發射光譜測量,獲得如圖6(c)所示的不同功率密度和脈沖數情況下Ti64, Ti6246和IMI834的反射光功率變化曲線,并給出了氧化閾值和工藝窗口[57]。隨后,Marimuthu等以如圖6(e)所示的裝置進行653 nm激光反射功率在線監測,明確了如圖6(f)所示的在不同激光功率密度和脈沖數下反射功率變化規律,實現了碳化鎢微工件上TiN涂層的精確去除[24]。
2008年,Semmar等進一步提出時間分辨反射光光譜的監測方法,以圖6(g)所示的He-Ne激光器作為光源,測得金屬鈦在不同功率密度激光輻照下的反射光時間分辨光譜,如圖6(h)所示,監測到功率密度小于1 J·cm-2時的氣態和固態轉變以及功率密度大于1 J·cm-2時顯著的液態狀態[38]。此外,由于傅里葉變換紅外光譜是測量分子性質和表面化學成分的有效手段,2019年,Moretti等提出基于反射型傅里葉變換紅外光譜的油畫激光清洗狀態監測方法,如圖6(i)所示清潔表面和未清潔表面以及原始漆層和基底的光譜特征譜線和強度發生了如圖6(j)所示的顯著變化,顯示了在線監測的可行性[19]。
因而,以可見到紅外波段特定光源為反射光源,測量激光加工過程中的反射光信號變化,以光譜成分、 光譜積分功率和特征譜線位置和強度等目標參數作為反饋信號,反饋控制激光加工過程,尤其適用于激光精準清洗和去除等[19, 21-24]。反射光光譜監測展現了簡單、 快速、 不受環境干擾、 無損傷和工作距離較遠等優勢,但其前提是表面具有顯著的光學特性變化,限制了其應用場景,且加工狀態監測和物相判斷的精度有限。為監測更多信息,常結合等離子體光譜[24, 57]、 光學相干成像和熒光光譜[19]等手段,獲得更全面的激光加工特性和過程信息。同時,由于反射光光譜測量要求特定光源,故特定情形下所需特種波段光源會從成本上和技術上對反射光光譜監測技術的實用化有所限制,成為實用化的一個重要考慮因素。
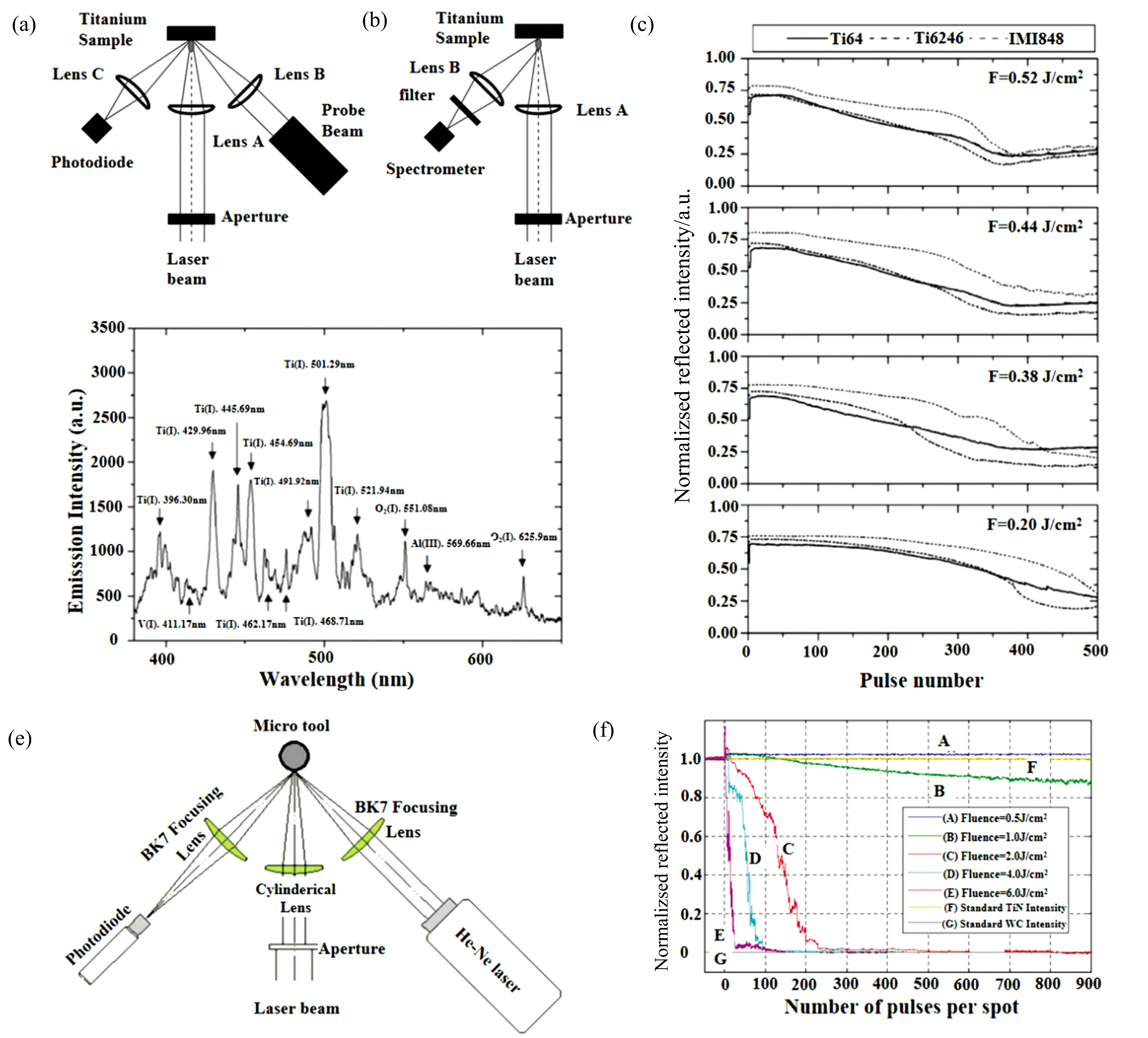
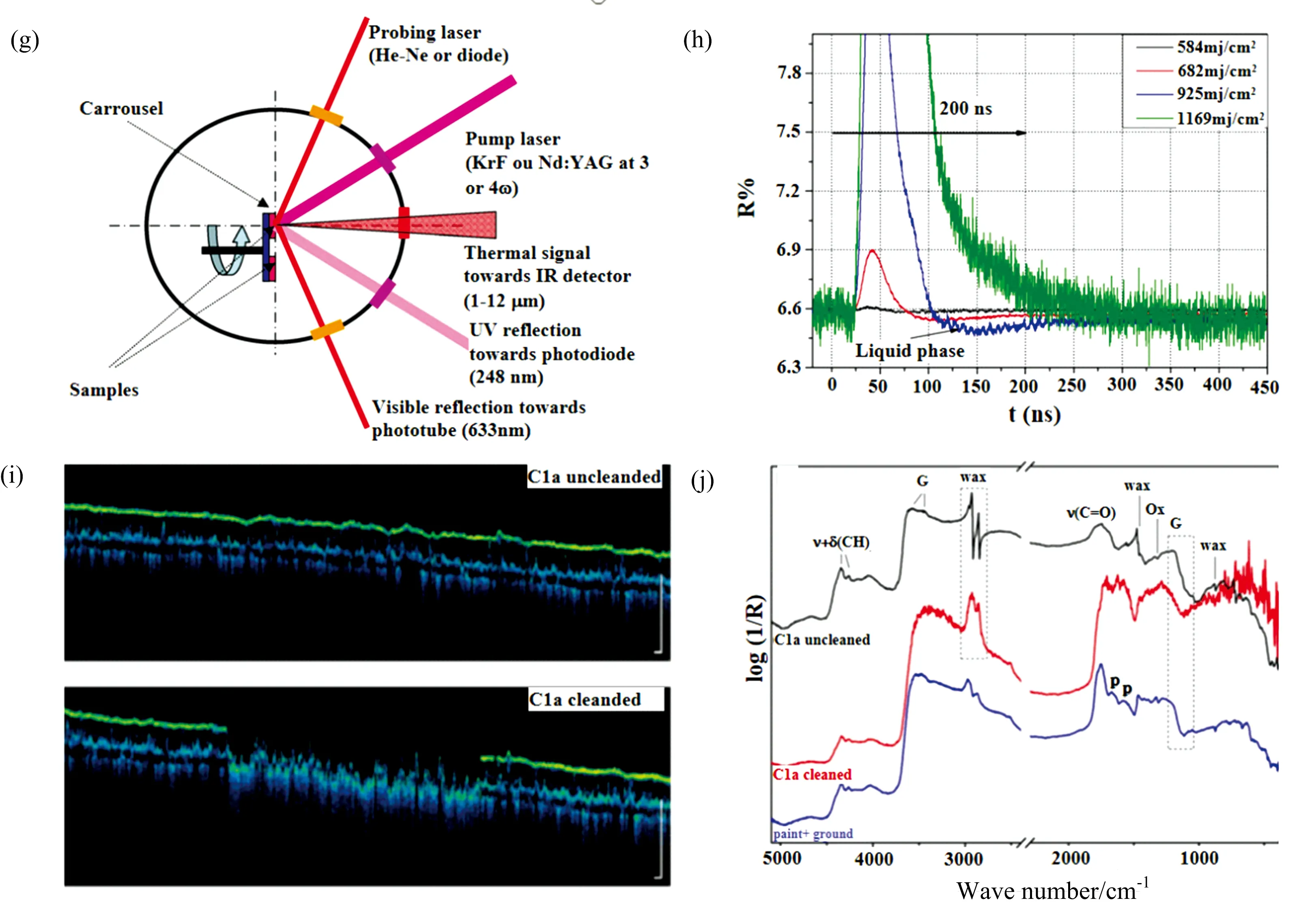
圖6 用于鈦合金激光清洗的(a)反射光信號功率測量裝置和(b)等離子體光信號測量裝置,(c)不同功率密度和脈沖數下的反射光功率變化曲線和(d) 0.7 J·cm-2功率密度和大氣環境下Ti64的發射光譜[57]; (e)用于涂層去除在線監測的He-Ne激光反射光信號功率測量系統裝置示意圖,(f)不同功率密度和每點脈沖數下的反射光功率變化曲線[24]; (g)基于時間分辨反射光譜測量的激光輻照材料表面物相變化監測裝置,(h)金屬鈦在接近1 J·cm-2的不同功率密度激光輻照下的反射光時間分辨光譜[38]; (i)油畫清潔表面和未清潔表面的光相干成像圖片,(j)油畫清潔和未清潔表面以及原始漆層和基底的傅里葉變換紅外光譜[19]
1.3 基于非線性光信號光譜測量的激光加工在線監測

由于熒光、 拉曼和諧波等非線性光信號產生和測量需要滿足特定的材料、 激光參數和測量裝置條件,且存在工作距離較短等問題,限制了其應用場景。盡管如此,特定條件下的非線性光信號光譜測量可在常見等離子體和反射光光譜測量外,提供一種額外的無損傷光譜監測方法,可有效監測激光加工過程中的加工狀態和損傷等,比如特定材料的激光清洗[19]和燒蝕[20]過程以及激光骨加工焦距變化和損傷狀態[58]等,因而,基于非線性光信號光譜的在線監測開始受到關注。與此同時,與反射光光譜[19]、 等離子體光譜[19, 58]和透射電鏡[20]等其他測量方法和裝置結合,也成為一種新的趨勢,可以共同進行加工參數和目標特性的在線測量,實現成分和激光參數等信息的更全面監測。
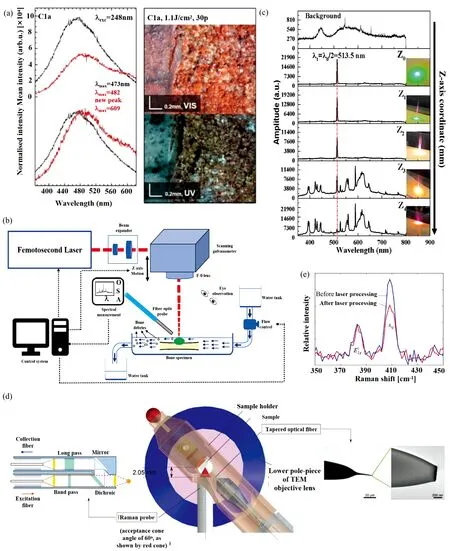
圖7 (a)激光清洗油畫時的熒光光譜測量對比結果[19]; (b)基于等離子體和二次諧波光信號光譜測量的飛秒激光骨加工裝置圖,(c)不同透鏡和樣品間距下的光譜變化[58]; (d)透射電鏡和拉曼光譜原位監測裝置示意圖,(e)激光燒蝕MoS2前后的拉曼光譜圖[20]
2 激光加工過程激發信號監測技術的發展趨勢
2.1 多種光信號光譜協同監測的激光加工在線監測
單種光信號的光譜測量獲得信息有限,而多種光信號光譜的協同測量可提供更全面的激光加工信息,且光路與測量和信息處理裝置等可部分或全部共用。在激光加工過程中,材料去除同時伴隨產生等離子體光信號[39],且表面光學特性變化時會引起反射光信號光譜變化[19, 21-24],在特定條件下還可產生非線性光信號[19-20, 58],故通過多種光信號光譜的協同監測,可從不同信息源獲取信息。例如,如圖7(c)所示,Song等在飛秒激光骨加工中,基于等離子體光信號和二次諧波光信號的協同監測,給出了二次諧波和等離子體光信號比例變化實時調焦和損傷判斷的方法[58]。如圖6(i)和(j)以及圖7(a)所示,Moretti等利用反射型傅里葉變換紅外光譜測量不同激光參數下激光清洗表面特性變化的同時,采用熒光光譜測量目標材料表面的分子性質和表面化學成分,給出了紅外反射光和熒光信號光譜的協同監測方案,為油畫清洗等對損傷要求極其嚴格的應用場景提供了一種精準的在線監測手段[19]。
2.2 基于多種信號復合監測的新型監測方法和機理
激光加工過程中除涉及光信號外,還涉及其他多種類型的信號,包括激光照射材料時區域結構和體積變化引起的聲波和超聲波信號[25-27]和熱效應對應的溫度信號[28]等。此外,可進行圖像監測直接觀察加工過程和效果[59]。每種信號測量都有獨特的優缺點,如聲信號測量系統簡單,響應時間快,但易受環境噪聲干擾。溫度信號與熱效應直接相關,可監測溫度與溫度梯度和變化率等參數,尤其適用于和熱效應密切相關的激光加工,但空間分辨率有限,測量溫度梯度和溫度變化率等需要紅外相機等,系統較為復雜。圖像監測系統相對簡單,精度高,但難以監測高亮度情形,圖像采集和處理速度要求較高。因而,多種信號的復合監測可取長補短,受到廣泛關注。2002年,Hong等首先提出基于聲、 光和電信號的復合監測來優化激光燒蝕過程,如圖8(a)所示,采用麥克風、 超快光電管、 金屬探針、 光譜儀和高速攝像頭同時測量聲、 光和電信號,并分別在激光燒蝕硅和W基底以及集成電路封裝表面去毛刺的實驗中,測得如圖8(b),(c)和(d)所示聲幅度、 電信號和光譜譜線強度的變化規律和映射關系[34]。Papanikolaou等提出MHz頻率范圍光聲和圖像信號的復合監測方法,構建了如圖8(e)所示的光和聲信號復合監測系統,精準燒蝕去除石制品硬殼,并給出如圖8(f)和(g)所示的前15個激光脈沖激光燒蝕后的聲信號和光學圖像變化[60]。Song等在實現基于如圖7(c)所示的光譜監測同時,進行如圖8(h)所示的熱成像監測,明確激光骨加工過程中的溫度變化,通過溫度和光譜信號復合測量精準監測骨加工損傷[58]。Wei等結合等離子體區域、 峰值頻率以及熔池長度的復合監測,建立激光搭焊過程中等離子體和熔池與縫隙的映射關系,監測焊接縫隙缺陷[61]。
2.3 結合人工智能和在線監測的智能激光加工
在線監測本質上是建立激光加工參數、 加工狀態、 監測信號特征和加工效果之間的映射關系。建立映射關系需進行大量試驗,而包括神經網絡[62]、 支持向量機[50]和深度置信網絡[63]等人工智能算法,能有效進行數據預處理,去噪聲和特征提取,助力實現高速、 高分辨率和盡量少計算量的在線監測,且在訓練后實現自學習、 自診斷和自優化等,實現更加智能化的在線監測和高精高效加工。Song等以如圖9(a)所示裝置測量等離子體光譜,采用如圖9(b)所示譜線強度比和積分強度來訓練支持向量回歸模型,并從校準絕對誤差、 預測絕對誤差、 校準平均相對誤差和預測相對誤差幾個指標上評估實時成分預測效果,顯示了較好的精確度和穩定性,并其歸因于高維空間中的線性可分點簇[50]。Ye等基于聲信號頻域積分功率密度與缺陷的映射關系,提出面向如圖9(c)所示激光選區熔化的深度置信網絡算法,如圖9(d)所示,經預訓練和精細調整后可實現如圖9(e)所示的選區熔化件球化、 微球化、 正常、 微過熱和過熱等缺陷的智能診斷[63]。Akbari等采用如圖9(f)所示溫度傳感器監測焊接區域溫度,按如圖9(g)所示的兩層神經元網絡, 修正了激光焊接區域的溫度分布數值仿真模型,在初步試驗后對焊接區域的形貌進行分析, 進一步對神經元網絡進行修正,準確預測了復雜加工參數下的熔池形貌, 平均絕對百分誤差達到0.962,且判定系數達到了0.999[64]。Luo等在激光焊接過程中, 首先訓練穩態神經網絡, 建立焊接參數與不可見的焊接小孔形貌之間的關聯; 同時,基于視覺傳感器的焊接同軸觀測系統獲得焊接小孔的實時圖像, 根據瞬態小孔形貌訓練動態觀測器, 獲得焊接小孔形貌隨時間變化規律的訓練流程,預測了焊接參數突變時的瞬時焊接穿透深度和傾角[65]。

圖8 (a)激光燒蝕的聲、 光和電信號監測實驗裝置,(b)空氣中氟化氪準分子激光燒蝕硅時聲波第一個幅度峰峰值和燒蝕速率與激光功率密度的映射關系,(c)激光功率為20.3 J·cm-2且探針距離為3 mm時,532 nm Nd∶YAG激光燒蝕W基底時檢測的電信號,其中,襯底偏置分別為-20,-5,0,+5和+20 V,(d)芯片封裝表面1 064 nm Nd∶YAG激光去毛刺時,SiO,SiⅠ,SiⅡ和SiⅢ譜線光功率與激光功率密度的關系[34]; (e)光聲和光混合測量實驗裝置示意圖,(f)前15個激光脈沖輻照互相關運算得到的最大幅度,(g)前15個激光脈沖輻照后的光學照片[74]; (h)骨鉆孔過程中的溫度變化[72]
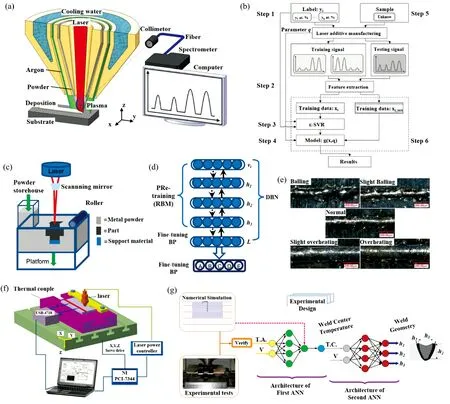
圖9 (a)激光誘導等離子體監測裝置示意圖,(b)基于從支持向量回歸和光譜信號獲得工作參數的元素含量測量流程圖[50]; (c)金屬激光選區熔化加工技術裝置示意圖,(d)用于激光選區熔化加工五種狀態識別的具有堆疊受限波爾茲曼機的深度置信網絡示意圖,(e) 激光選區熔化的五種缺陷狀態: 球化,微球化,正常,微過熱和過熱[63]; (f)激光焊接和監測裝置示意圖,(g)使用基于實驗和數值仿真數據的人工神經網絡模型的焊接幾何形貌和溫度分布[64]
3 結 論
激光加工技術由于環保、 易于自動化集成和可加工幾乎任意材料等特點,廣泛應用于焊接、 清洗打磨、 鉆孔切割、 微納結構制備和增材制造等工業應用場景,面向更加復雜的激光加工對象和環境,更高精度、 更高效率、 大范圍和大規模的激光加工需求,在線監測激光加工過程和目標特性,實時優化激光加工參數和調控激光加工過程是激光加工應用的重要研究內容之一。由于激光加工過程中可產生多種光信號,引起的材料表面光學特性變化與加工過程和目標特性相關,故基于光譜學測量原理和技術手段來分析光信號光譜特征與加工參數、 過程和目標特性的映射關系,提供了一種重要的在線監測方法。實際上,光譜測量已廣泛應用于激光焊接、 激光切割和鉆孔、 激光清洗打磨、 微納結構制備和增材制造等幾乎所有激光加工工藝,具有信號分辨率高、 光譜信息豐富和適用性廣等特點。在焊接、 鉆孔切割和清洗打磨等工藝中,當激光功率密度超過材料燒蝕閾值后,在去除材料同時常伴隨等離子體光信號產生,基于原子、 離子和分子激發的光譜特征譜線位置和強度與元素種類和含量的映射關系,在實現定性和定量化學成分測量外,還可根據特征譜線相對強度實時調焦,根據同一元素的兩個特征譜線相對強度估算等離子體溫度,進而調控熱效應相關物理過程,比如監測穿透深度和熔化區微硬度等; 測量可見光和紅外等波段反射光信號光譜成分和強度,特征譜線位置和強度等光譜特征則可監測表面清潔度、 損傷、 色度和成分變化等; 盡管受限于較嚴苛的材料和激光參數,但特定條件下產生的非線性光信號提供了額外的監測信號源,實現成分、 焦距和損傷的在線監測和精準調控。然而,單種監測方法都有其優缺點,為了精確監測激光加工,多種光信號光譜的協同監測以及光與聲、 溫度和圖像信號之間的復合監測成為未來的必然發展趨勢。同時,人工智能技術的引入將有力推動激光加工在線監測的大數據處理,促進自學習、 自診斷、 自優化和自判斷等智能激光加工的實現和發展,進一步推動高效高精度和智能化的激光加工技術發展。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中國生殖健康(2019年3期)2019-02-01 06:12:26
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
