過濾槽殘糟預防的探究
2021-08-17 09:13:04龐衛珍,吳衛群,吳鐵建等
酒·飲料技術裝備 2021年4期

麥汁過濾是啤酒生產的重要環節,對酒質、風味有著重要影響。目前,大部分企業都采用過濾槽完成,它由槽體、耕糟裝置、篩板組件、篩板清洗系統、麥汁進料系統、麥汁出料系統、洗糟裝置、室內麥糟箱、自控元件以及相應的連接管路組成。主要作用是浸出糖化液中的可溶物質,不溶物連同麥皮(即麥糟)被過濾排出,得到澄清透亮的麥汁,并獲得良好的浸出物收得率。
當麥汁過濾結束后,麥糟會在內部刮板系統的驅動下從糟門處排出,緊接著下一批次的糖化液進入過濾槽,重復上一批次的麥汁過濾步驟。殘糟積多,不僅會阻礙下一批次過濾速度,加重篩板承受負荷,而且會影響麥汁的風味、口感,特別是有停頓或停產時,殘糟會發酵產生不良風味物質。所以上一批次殘糟量會直接影響下一批次的麥汁過濾,甚至會影響到后期麥汁發酵及清酒的過濾和啤酒的泡沫、風味等等。
為了降低因為過濾槽設備麥糟殘留造成的麥汁風味、口感降低的風險,我們結合實際的生產狀況,從兩個方面來優化過濾槽設備。
1.無線傾角儀實現過濾槽大臂水平度的測量
過濾槽大臂的水平度是影響殘糟的重要因素之一,故如何保證安裝過程和生產過程中的大臂水平是關健控制點。
水平管、水平尺、激光測距儀等傳統測量方式效率低,精度無法保證,針對這個問題,通過論證和測試,將無線傾角儀技術運用到過濾槽大臂水平度測量的工況。
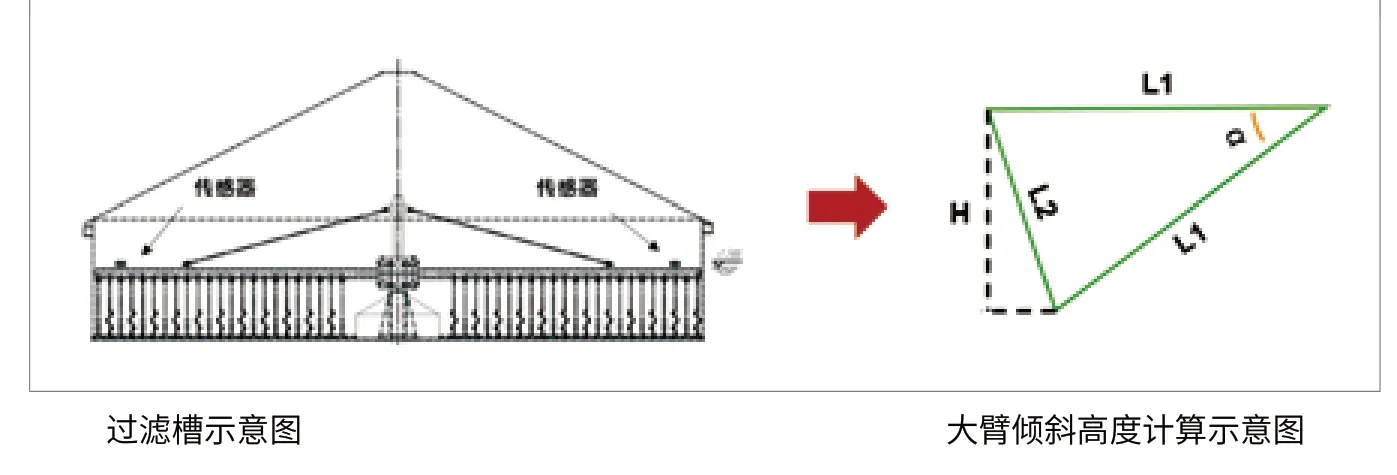
無線傾角儀可以測量空間上三軸(X 軸、Y 軸、Z 軸)的偏移角度,傳感器通過無線傳輸技術將數據傳遞到變送器上進行實時測量,在過濾槽大臂測量的工況運用中,傾角儀測測量誤差必須小于0.05 度,工作環境溫度大于80 度,食品級材質,需防水耐堿洗。通過工裝,將傳感器固定于大臂的兩端,測量固定點距離主軸位置尺寸L1,儀表測量的傾斜角度α,按照以下工時計算大臂傾斜距離。
H=Sin(α/2)*Cos (α/2)* L1*2
在實際測量過程中,將主軸升到最高點,旋轉電機速度可設置在10%-15%開度旋轉,通過傾角儀實時數據曲線可以分析大臂水平度狀態。
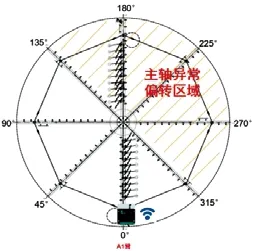
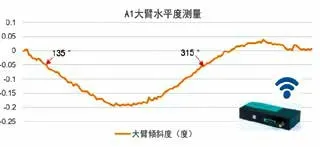
根據上圖可以判斷出,A1 大臂在135 °- 315°區域內水平度整體偏高,已知傳感器距離主軸距離L=5950mm,由圖示可知大臂最大傾斜角度-0.198°,故最大傾斜尺寸=sin(0.099°)×5950×2=20.5mm。
從數據可以看出大臂的水平度高度差≥±5mm,故大臂水平度不符合要求,需要調整。
這個測量方法可以很輕松地監控最終大臂的安裝質量,和定期抽查運行過程中的大臂水平度,一旦不合格將進行調整,以確保殘糟水平控制在合理水平之下。
2.實現過濾槽主軸高度和排糟步驟的精準調節和控制:
目前絕大多數的過濾槽主軸升降采用工頻控制,利用行程開關、接近開關、激光測距儀或滑差電阻等測量主軸實際位置來實現主軸高度的自動控制,但實際運行過程中會出現主軸高度控制不準的問題,造成排糟效果不穩定,容易造成麥糟殘留。以上問題,從主軸高度監測的方式以及高度控制的方法進行了優化。
2.1 主軸位置高度檢測
通過制作工裝,標準化高度檢測單元的安裝方式和硬件要求,要求規定采用電子尺、接近開關和行程開關的組合方式作為主軸高度檢測的硬件標準。
電子尺:主軸升降過程中,電子尺可連續監控主軸升降的高度,并參與位置點的控制,但不作為主軸降到最低高度的控制點。
接近開關:主軸降至最低高度的控制點,當接近開關有信號后,程序強制連鎖關閉主軸升降電機。
行程開關:行程開關動作后主軸旋轉電機及升降電機均停止運行,行程開關的控制必須接到主回路中,并在上位機上有狀態和報警體現。
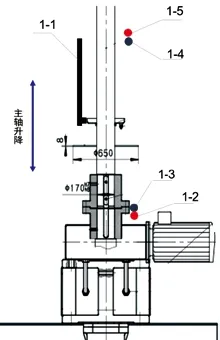
主軸高度位置檢測單元示意圖

編號 設備 功能1-1 電子尺 檢測主軸位置高度值1-2 行程開關 主軸最低位保護1-3 接近開關 主軸排糟位置基準點1-4 接近開關 主軸高位置基準點1-5 行程開關 主軸最高位保護
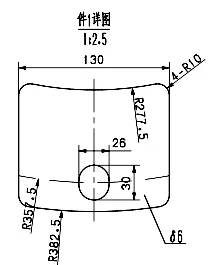
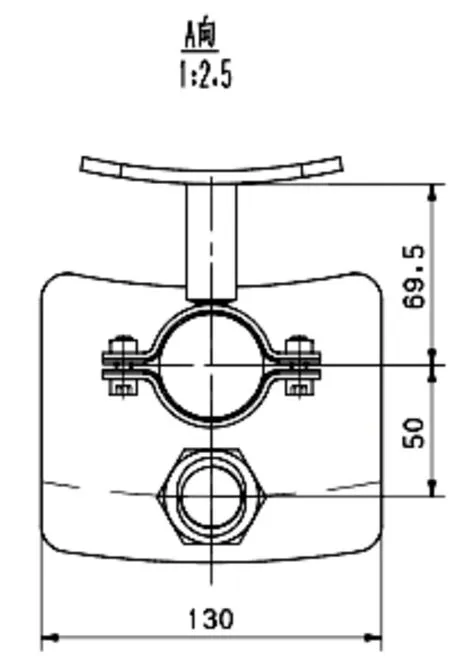
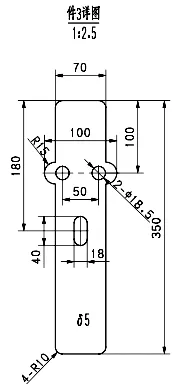
主軸位置檢測單元工裝的實際尺寸可以根據過濾槽減速機的實際大小進行調整,以下圖形供參考:
2.2 主軸高度控制
將工頻控制改為變頻控制,結合位置檢測單元,實現主軸高度精準控制,避免由于控制誤差造成的刮篩板、麥糟殘留等問題。
優化的方法,采用目前主流品牌變頻器(丹佛斯、ABB 等)接入升降電機的主回路中,控制邏輯建議如下:在過濾耕糟過程中,主軸升降高度分為高低兩個速度(90%、55%);排糟開始前主軸升高到最高點的過程速度為全速運行(100%);在排糟過程中分為高低兩個速度(80%、30%),高度設定值與實際值相差20mm 以內時按低速升降(過濾過程:55% ,排糟過程: 30%),高度設定值與實際值大于等于20mm 時按高速(過濾過程: 90%,排糟過程: 80%)升降。
按照主軸實際高度與設定值的比較,通過速度調整控制可以使主軸位置高度的控制更加精準。
2.3 排糟步驟控制
為了有效和徹底的排出篩板上的麥糟,結合主軸升降和旋轉的速度控制,將排糟過程分為六個步驟:(以下步驟中的高度和電流數據可根據同品牌設備的參數進行調整)
第一步:啟動過濾槽排糟;
第二步:排糟步驟前一步要求主軸上升的高度高于糟層的高度,具體高度的設定要結合實際的運行狀況;
第三步:進入排糟步驟,打開糟門,主軸降到140mm,主軸主電機反轉排糟轉速為75%-80%,降到或接近140mm 時計時2 分鐘并電流低于25A 則進入下一步;主軸下降過程中旋轉電機電流超過28A 則停止下降,在原高度轉動排糟,高于35A 時在原高度基礎上上升5MM,低于25A 時繼續下降,直到達到或接近設定值140mm;
第四步:主軸降到90mm 高度,轉速75%-80%,降到或接近90mm 時計時2 分鐘,時間到并電流低于25A則進入下一步;主軸下降過程中旋轉電機電流超過28A則停止下降,在原高度轉動排糟,高于35A 時在原高度基礎上上升5MM,低于25A 時繼續下降,直到達到或接近設定值90mm;
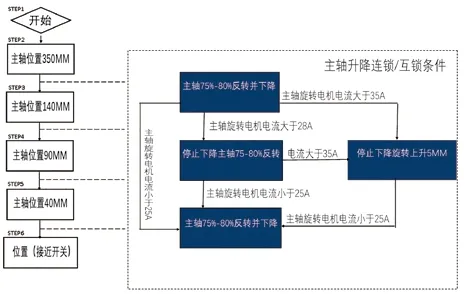
第五步:主軸降到40mm 高度,轉速75%,降到或接近40mm 時計時2 分鐘,時間到并電流低于25A 進入下一步,主軸下降過程中旋轉電機電流超過28A 則停止下降,在原高度轉動排糟,高于35A 時在原高度基礎上上升5MM 低于25A 時繼續下降,直到達到或接近設定值40mm;
第六步:主軸降到接近開關位置,轉速75%,降到接近開關位置時計時7.5 分鐘,時間到進入下一步,主軸下降過程中旋轉電機電流超過28A 則停止下降,在原高度轉動排糟,高于35A 時在原高度基礎上上升5MM,低于25A 時繼續下降,直到達到接近開關位置;
通過以上兩方面的優化,硬件和程序控制的標準化,大大提升了過濾槽設備的可靠性,降低了排糟結束后麥糟的殘留。
樂惠國際團隊與百威英博團隊在哈爾濱、武漢、宿遷、佛山、南寧等多家啤酒廠進行了改造、標準化的安裝、測試,過濾槽排糟結束后篩板麥糟殘留量明顯減少,平均殘糟量由原來的134 公斤降低到42 公斤,可達到內控質量要求殘糟量<0.5kg/m2,在麥汁品嘗中消除了谷物味的殘留,幫助啤酒生產企業提升麥汁口感和風味。

過濾槽底部全景

過濾槽內部排糟后照片1

過濾槽內部排糟后照片2

過濾槽主軸升降系統