光整機速度補償分析與優化
2021-08-09 07:59:26王艷強呂劍田才宗志軍張永國張森建
冶金設備 2021年3期
關鍵詞:焊縫
王艷強 呂劍 田才 宗志軍 張永國 張森建
(首鋼京唐鋼鐵聯合有限責任公司冷軋作業部 河北唐山063210)
1 前言
光整機是冷軋熱鍍鋅產線重要的工藝設備,帶鋼經光整后可以消除屈服平臺,提高板面平直度,改善帶鋼機械性能,進而提升產品質量[1]。延伸率和張力作為光整機控制的兩個關鍵參數,其實現過程都是通過補償光整機軋輥及張力輥的轉速來完成的。速度補償不合理會導致延伸率和張力控制不穩定,嚴重的會導致帶鋼褶皺或斷帶。光整機控制的相關文獻[2-4]對速度補償的研究和介紹比較寬泛,本文結合兩個光整機斷帶案例,對光整機速度補償的具體實現過程進行研究,發現了程序中存在的問題并進行了優化,對其他產線有一定的借鑒意義。
2 光整機控制模式
某冷軋廠四輥單機架光整機工藝布置圖如圖1所示,主要設備包括光整機入口5號張力輥、入口測張輥、4輥式光整機、出口測張輥和出口6號張力輥。
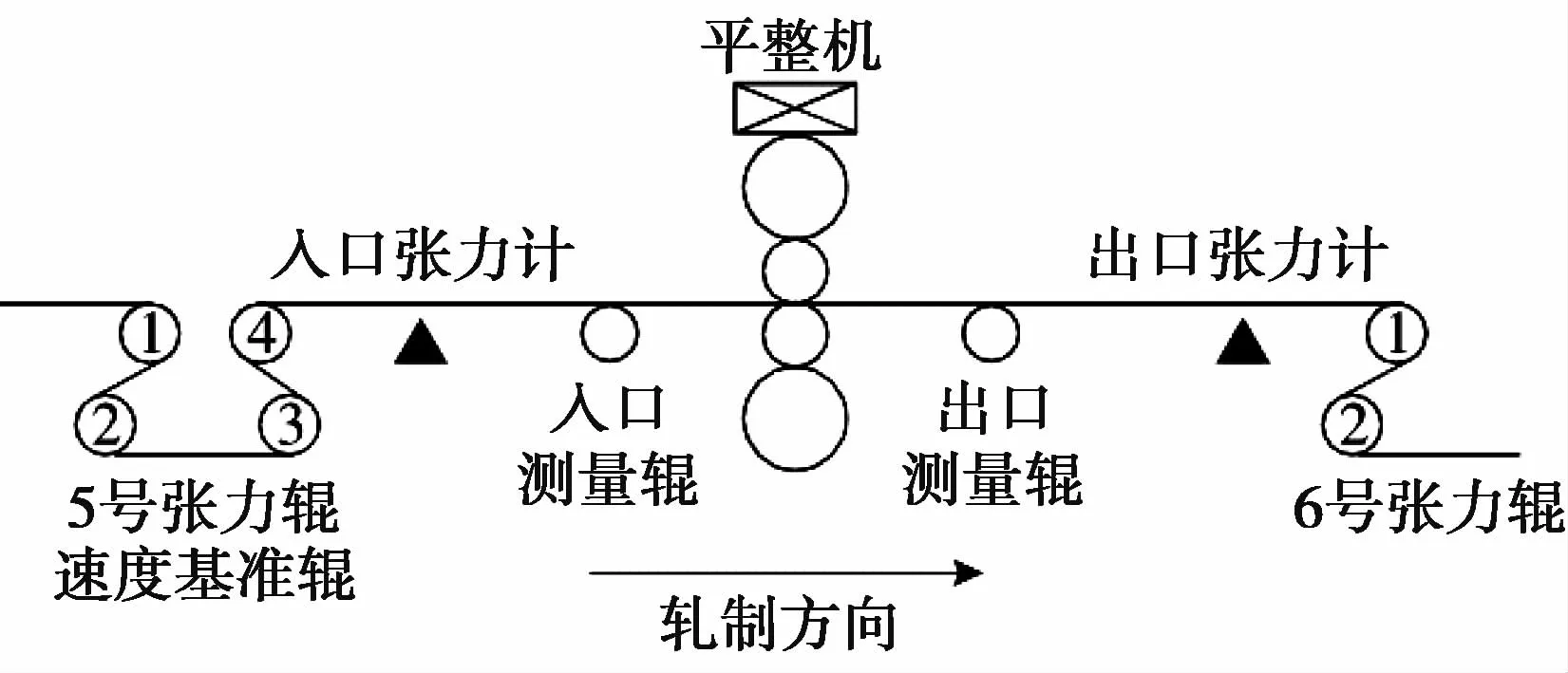
圖1 光整機區域工藝布置圖
5號張力輥為速度基準輥,入出口張力計分別安裝在入出口測張輥上,用來檢測光整機入出口實際張力,實現張力閉環控制。在入口和出口的測量輥上還分別裝有編碼器,用于檢測光整機入、出口帶鋼的速度,實現光整機延伸率的閉環控制[5]。
光整機的控制方式分為延伸率模式和恒軋制力模式[6]。
延伸率控制模式是保持光整機入出口張力(設定值)恒定的情況下,通過改變光整機的軋制力來實現。將延伸率實際值與設定值進行比較,結果輸出給PI調制器,當延伸率實際值小于設定值時,通過增大軋制力來提高延伸率。反之,則減小軋制力,最終使實際延伸率等于設定值。
恒軋制力模式是在恒張力閉環基礎上按設定軋制力進行軋制,在軋制過程中不考慮延伸率的變化,該模式是對延伸率控制模式的一種補充,控制方式簡單,一般不常用,只是在生產某些特殊鋼種或延伸率無法精確控制時采用。
光整機過焊縫模式通常分為微開、降軋制力和保持三種[7]。
微開模式是焊縫距離光整機一定距離時光整機輥縫打開至5mm位置,使焊縫平穩通過的一種方式,當焊縫質量不好或前后卷厚度超差時使用。
降軋制力模式是當輥縫接近光整機時光整機軋制力自動降至最小軋制力,焊縫通過后再恢復至原軋制力。
過焊縫保持模式是當焊縫到達平整機時,速度、軋制力和伸長率保持不變,焊縫直接通過平整機,當焊縫質量好時,一般選擇該模式。
3 光整機速度補償分配原理
光整機軋制是一個小壓下量的帶鋼微形變過程,一般采用恒延伸率的控制模式[8]。保持延伸率的恒定是通過調節軋制力和光整機入出口段張力來實現的。期間還要保持張力的穩定,延伸率和張力的恒定最終是通過光整機軋輥及前后張力輥的速度補償和分配來實現的。
3.1 張力偏差的速度補償
基于速度的張力控制原理就是以光整機前的5號張力輥主速度輥為基準,計算出張力實際值和設定值之間的偏差,通過PI調節器輸出附加速度給定值給軋輥或6號張力輥,使它們與5號張力輥間產生速度差,通過對差值的控制來實現張力的形成和穩定,最終使張力實際值跟隨設定值。PI調節器內部運算模型[9]如公式(1)所示:

式中:V-out—為張力調節器的輸出;
ΔT—張力設定值與實際值的差值;
Kp—為調節器比例增益;
Tn—調節器積分增益;
Tscandt—PLC掃描時間。
3.2 延伸率的速度補償
由于帶鋼在平整前后的寬度和厚度變化甚微,因此,可得出延伸率的速度計算公式如式(2)所示:

式中:E—帶鋼延伸率;
Ven—光整機入口張力輥速度,m/min;
Vex—光整機出口張力輥速度,m/min。
可得出:

從公式(3)中可以看出,光整機的出口速度等于光整機的入口速度與帶鋼延伸率附加的速度之和。因此,在張力控制系統中,可以將延伸率設定值轉換成光整機支撐輥和出口張力輥速度調節器的一個附加速度給定值,通過速度的補償就可彌補因帶鋼延伸引起的帶鋼張力變化,從而也可達到控制延伸率的目的[10]。
4 案例分析
4.1 案例描述
案例一:生產0.78mm薄規格帶鋼,操作工發現原料有孔洞,將光整機延伸率模式切換為恒軋制力模式,光整機實際延伸率和實際張力開始急劇下降,5秒鐘內延伸率由1.1%下降到0.2%,入出口張力分別由30kN和35kN下降至4kN和10kN,帶鋼軋制嚴重褶皺,最終斷帶停車。PDA曲線如圖2所示。
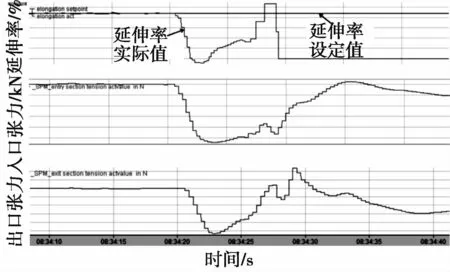
圖2 光整機區域張力及延伸率波動情況
案例二:光整機操作人員在焊縫到達光整機前5分鐘將光整機過焊縫的模式由保持改為降軋制力模式,焊縫到達光整機后,軋制力降為最小軋制力,延伸率設定值由1.3%降為0,機架入出口張力實際值分別由28kN和33kN下降至4kN和10kN,帶鋼軋制嚴重褶皺停車。
4.2 原因分析
這兩起斷帶事故現象上是一樣的,都是模式切換后延伸率和張力實際值下降太快,帶鋼褶皺進入軋輥導致軋斷。為找到斷帶根源,分別對支撐輥和6號張力輥的延伸率和張力控制的速度補償計算原理進行分析。
程序中用于實際控制的支撐輥的速度設定原理框圖如圖3所示。
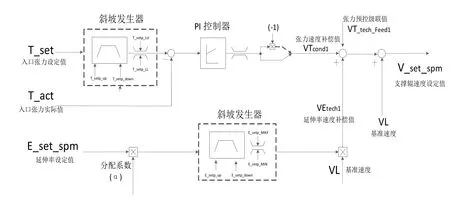
圖3 光整機支撐輥速度設定原理框圖
通過框圖可知支撐輥的速度設定值計算如式(4)。

式中:V-set-spm—支撐輥的速度設定值,m/min;
VL—平整機區域基準速度,即5號張力輥速度,m/min;
VTcond1—入口張力的偏差控制器的輸出值,該控制器的輸入和反饋分別為出、入口張力設定值的差值和實際值的差值;
VE-tech-Feed1—延伸率的速度補償值,m/min。
為入口段張力控制器預控級聯值,由于5號張力輥為光整機區域速度基準,所以該值為0。

式中:α—延伸率速度補償支承輥的分配系數,取值范圍為0~1;
E-set-spm—延伸率設定值。
程序中用于實際控制的6號張力輥的速度設定原理框圖如圖4所示。
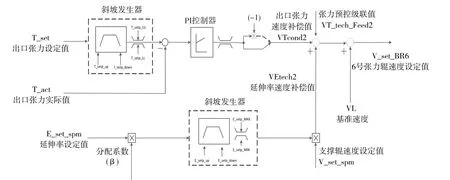
圖4 6號張力輥速度設定原理框圖
同理可得6號張力輥的速度設定值計算如式(6)。

式中:V-set-br6—6號張力輥的速度設定值,m/min;
VL—平整機區域基準速度,m/min;
VTcond2—出口張力的偏差控制器的輸出值,m/min;
VEtech2—延伸率的速度補償值,m/min;
VT-tech-Feed2—入口段張力控制器預控級聯值,即光整機支撐輥張力和延伸率的速度補償值,m/min。

式中:β—延伸率速度補償6號張力輥的分配系數,取值范圍0~1;
V-set-spm—光整機支撐輥速度;
E-set-spm—延伸率設定值。
將公式(7)和公式(8)代入公式(6)可得6號張力輥的速度設定值為:

程序中α和β的取值均為1,因此6號張力輥的最終速度設定值為:

通過公式(3)可知出口張力輥比入口張力輥速度應該只多出1個VEtech1,而公式(10)顯示實際出口張力輥速度比入口張力輥多出2個VEtech1,這顯然是不正確的。原因為光整機的張力級聯控制錯誤。
張力級聯控制是指把前一級的張力控制輸出給后面一級的張力控制器的輸出,實現張力的前饋控制,提高張力的抗擾動能力。但光整機張力輥的速度補償除了張力還有延伸率,如果在延伸率模式下使用張力級聯功能,由于入口的速度補償已經包括了延伸率的速度補償VEtech1,再帶入出口張力輥會導致出口張力輥多增加了一倍的延伸率速度補償,如公式(10)所示。這樣,為保持張力恒定,這多出來的一倍的延伸率速度補償會通過張力的速度補償來彌補,穩態情況下已經達到一種平衡,運行沒有問題,一旦控制模式發生變化,如以上兩個案例,延伸率補償值突然減小或取消,張力控制器的輸出響應無法瞬間補償,就會導致6號張力輥的速度突然明顯減小,光整機入出口張力快速下降最終失控導致斷帶。
4.3 優化措施
(1)取消光整機的張力級聯功能,即將VT-tech-Feed2的補償值設為零,減少延伸率的多余補償。
(2)修正延伸率補償速度對于支承輥和6號張力輥的分配系數α和β,使帶材的實際延伸和補償速度相匹配,減小其對張力系統的干擾。
(3)減小延伸率設定值變化斜率,使延伸率設定值下降的斜率和實際值下降的斜率相等,這樣補償速度的值和實際延伸率能同步,可減少對張力系統的擾動。
(4)關于延伸率速度補償的計算,在投用延伸率的情況下采用延伸率設定值參與補償速度計算,但是在關閉延伸率控制器(包括減小軋制力過焊縫)的狀態下,延伸率設定值和實際值會產生偏差,可以切換為延伸率的實際值去計算補償速度。
5 結論
(1)光整機速度補償是實現延伸率和張力控制穩定的基礎,補償不合理會導致張力和延伸率波動,嚴重的造成帶鋼褶皺或斷帶。
(2)張力級聯控制不適合用于光整機等具有帶鋼延展性的設備,要考慮延伸率對速度補償的影響。
(3)通過合理優化張力分配系數、減緩延伸率設定值變化及特殊情況下用延伸率實際值參與速度補償計算可使延伸率和張力的控制更穩定。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
