壓平機預應力機架變形分析
2021-08-09 07:59:26曲麗麗郝建偉胡典章
冶金設備 2021年3期
曲麗麗 郝建偉 胡典章
(中冶京誠工程技術有限公司 北京100176)
1 前言
目前,隨著控冷控軋技術的日益成熟并廣泛應用,鋼板的強度性能和內應力越來越高,鋼板厚度范圍也越來越大,鋼板在熱處理及冷卻過程中會發生彎曲或瓢曲,鋼板越寬越厚,瓢曲量也越大。對于比較薄的鋼板通常用輥式矯直機矯平,但受矯直機結構所限,矯直機對熱矯鋼板厚度超過60mm,冷矯鋼板厚度超過30mm的鋼板特別是熱處理后的合金鋼板無能為力。特別是特厚板、熱處理合金板,必須依靠壓平機矯平以保證產品平直度。
壓平機具有強大的矯平力,通過介紹壓平機矯平原理及壓平力計算方法,引入拉桿總拉力來詳細研究壓平機機架變形。為使機架有一定的剛度,保證機架在生產中具有穩定性,通過控制機架變形量來保證最終產品精度,預應力機架結構在軋鋼設備上的廣泛應用發揮了有益作用。通過對螺栓預應力進行模態分析,拉桿結構能夠減小機架載荷波動,通過預應力機架分析,能夠有效控制機架變形,保證最終產品精度可控[1-4]。
2 鋼板壓平原理及參數介紹
鋼板壓平利用過矯正原理,在鋼板彎曲處墊墊板,彎曲部位向下彎,兩端翹,則在鋼板上面(壓頭工作范圍內)彎曲最大對稱點墊兩塊墊板,在工作臺板上(鋼板彎曲最低點)墊一塊鋼板,壓頭向下加壓時彎曲鋼板朝反方向略微彎曲,釋放壓力后,鋼板反彈成水平。反之道理一樣,鋼板上面墊一塊墊板,工作臺板上面墊兩塊墊板。示意圖如圖1。
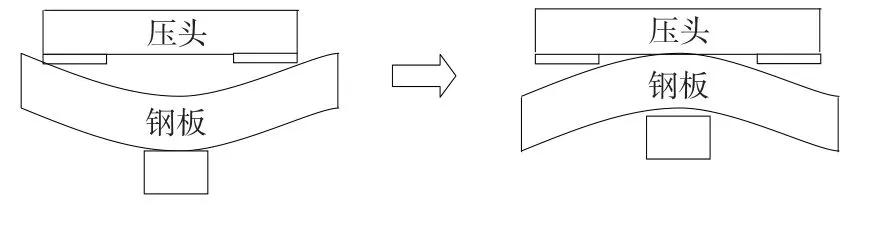
圖1 壓平原理示意圖
50MN壓平機參數如表1。
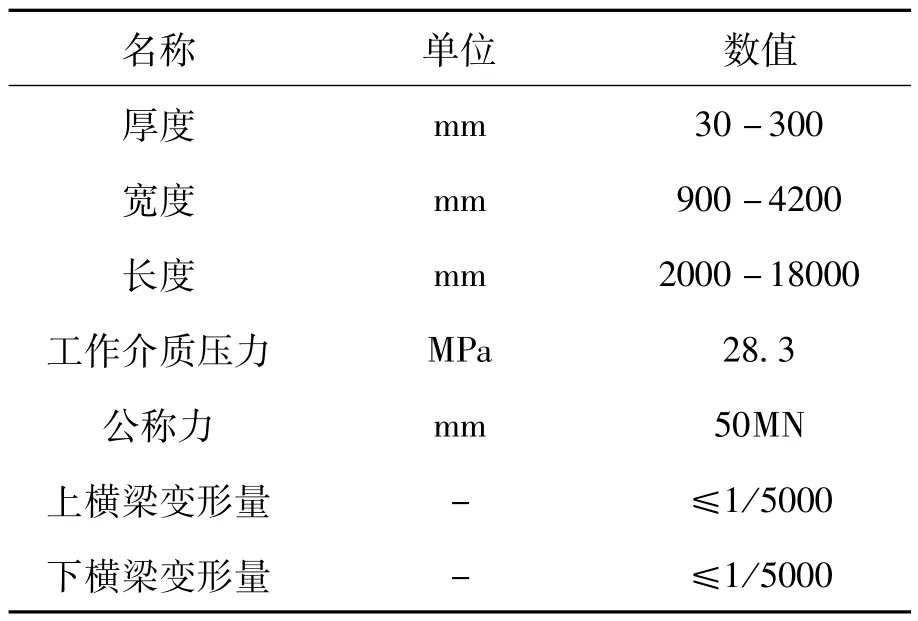
表1 50MN壓平機技術參數
3 壓平機壓力計算
壓平機最大矯直力理論計算公式[5]:
Pmax=3σSbh2/4L
式中:b—壓頭寬度,mm(圓弧形壓頭);
L—板下面兩支點距離,mm;
h—板厚,mm;
σS—鋼板屈服強度,kN/mm2。
典型鋼種壓平計算:
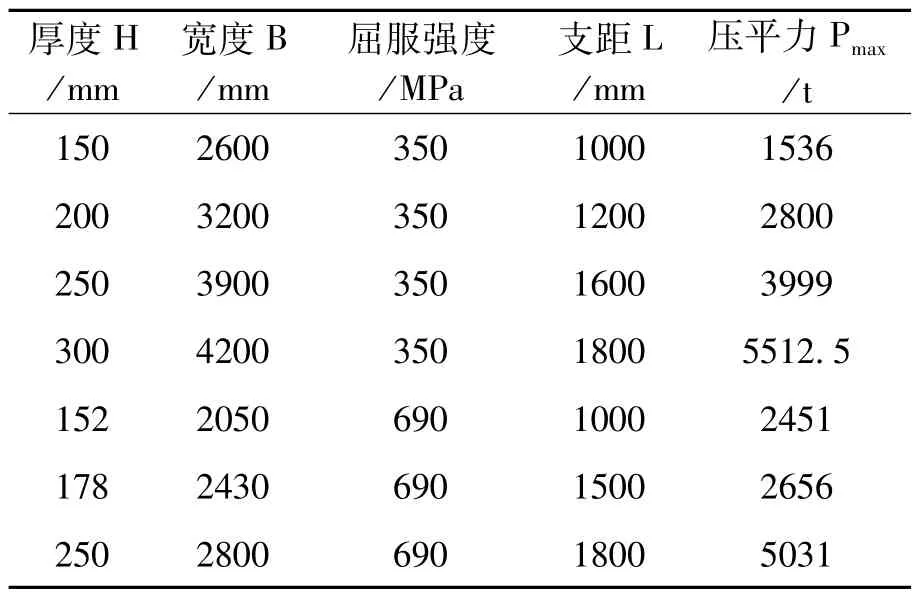
表2 典型鋼種壓平力計算結果
其中,壓平力大于5000t鋼板需要帶溫壓平,如果增加壓平力,機構設備和液壓系統會成比例增加,因此,國內壓平機最大公稱壓力設定在5000t。而壓機在如此大壓力下工作,機架變形量較大,如何進行輕量化設計,滿足使用要求達到最優化設計至關重要,因此有必要對壓平機機架變形進行詳細分析。
4 壓平機機架變形計算
壓平機機架主要由三部分組成,即:上橫梁、立柱及下底座組成。整個機架三部分全部由鋼板焊接而成,整體采用預應力拉桿進行預緊。
因壓平機工作時整個受力全部作用到機架上,根據工藝要求,壓平機在工作時機架需要保證一定的剛度,工藝考核部分對機架有一個考核值,即上橫梁與下底座的變形量在最大公稱力作用下滿足如下要求:對于上、下橫梁允許的變形量為(該壓平機兩立柱中心線間距為5500mm):
△S上≤5500×(1/5000)=1.1mm
△S下≤5500×(1/5000)=1.1mm
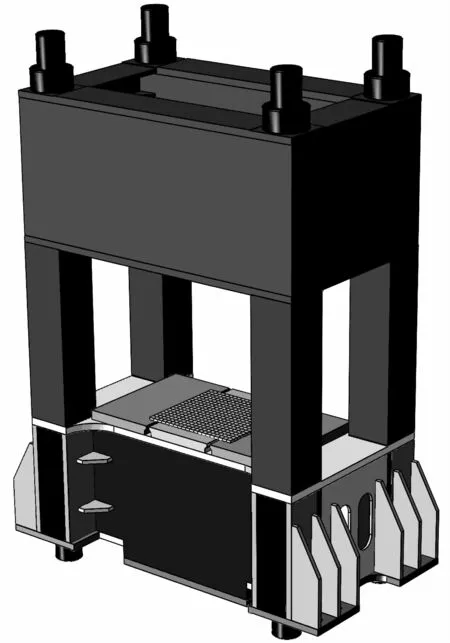
圖2 機架結構示意圖
根據本5000t壓平機結構設計,通過對機架進行預緊和未對機架進行預緊的狀態進行分析。主要從機架整體剛度、上橫梁變形撓度及下橫梁變形撓度三部分來說明兩種工況下機架的性能差異。而預應力機架計算需要從拉桿伸長量及拉桿總拉力進行校核。
4.1 拉桿伸長量計算
一般預應力機架的預緊力為最大工作力的1.5-2倍左右,通常規定擰緊后螺紋聯接件預應力不得大于材料屈服點σS的80%,采用螺母轉角法計算可得[6]:
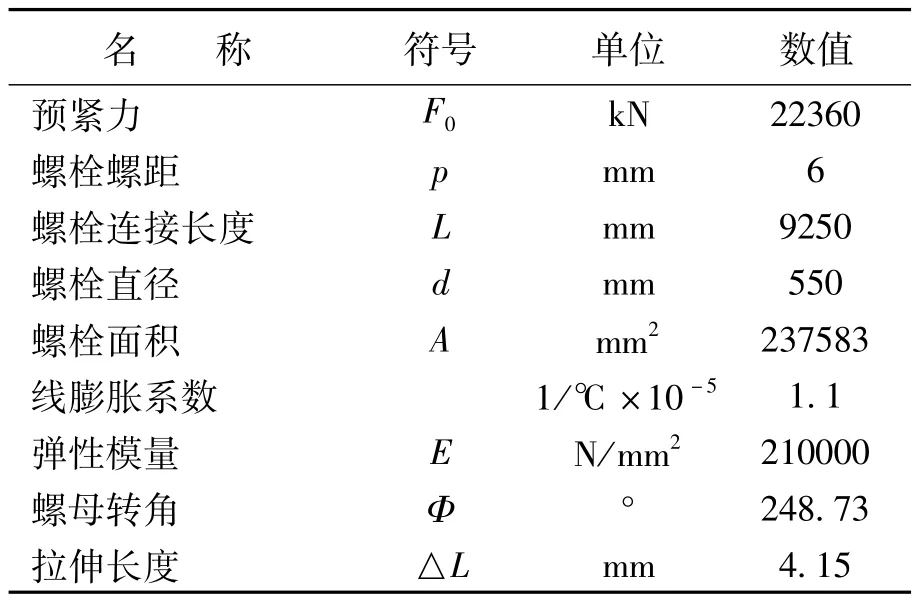
表3 拉桿伸長量計算
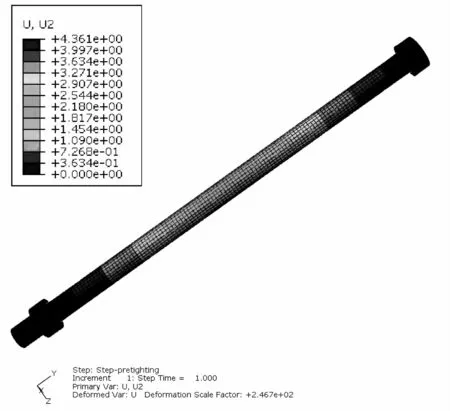
圖3 拉桿有限元分析示意圖
通過對拉桿添加預緊力進行有限元計算,拉伸長度為4.26mm。
通過數值模擬方法和解析計算兩種不同計算手段對拉桿進行分析,誤差率僅為2.68%。在此選取有限元計算結果4.26mm用于總拉力計算。
4.2 預應力拉桿總拉力計算
圖4左表示單個螺栓聯接在承受軸向拉伸前后的受力及變形情況。
圖4中表示螺母剛好擰到與被連接件相接觸,但尚未預緊。此時,螺栓和被聯接件都不受力,因而不產生變形。
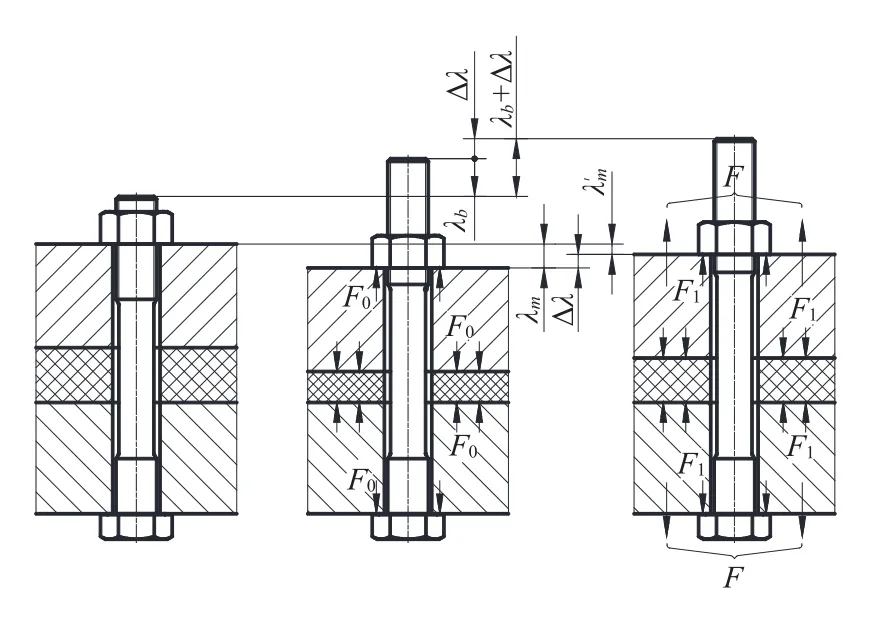
圖4 螺栓聯接受力變形示意圖
圖4右表示承受工作載荷時的狀態。此時若螺栓和被連接件的材料在彈性變形范圍內,則兩者的受力與變形的關系符合拉(壓)虎克定律。當螺栓承受工作載荷后,因所受的拉力由F0增至F2繼續伸長,其伸長量增加△λ,總伸長量為λb+△λ。與此同時,原來被壓縮的被連接件,因螺栓伸長而被放松,其壓縮量也隨著減小。根據聯接的變形協調條件,被聯接件壓縮變形的減小量應等于螺栓拉伸變形的增加量△λ。因而,總壓縮量為λ’m=λm+λ。而被連接件的壓縮力由F0減至F1,F1稱為參與預緊力。
螺栓聯接受載后,由于預緊力的變化,螺栓的總拉力F2并不等于預緊力F0與工作拉力之和,而等于殘余預緊力F1與工作拉力F之和。
圖4右所示,當聯接承受工作載荷F時,螺栓總拉力為F2,相應的總伸長量為λb+△λ;被聯接件的壓縮力等于殘余預緊力F1,相應的總壓縮量為λ’m=λm-△λ。由圖可見,螺栓總拉力F2等于殘余預緊力F1與工作拉力F之和,即:
F2=F1+F;Cb=tanθb=F0/λb;Cm=tanθ=F0/λm
式中:Cb、Cm—螺栓和被聯接件的剛度。
進一步,可以得出:F0=F1+(F-△F)
可以得出:△F=(Cb/(Cb+Cm))×F
綜上所述,可以得出,螺栓總拉力為:
F2=F0+(Cb/(Cb+Cm))×F
式中:Cb/(Cb+Cm)—螺栓的相對剛度,其值在0~1之間波動[7]。
分析壓平機機架進行預緊時的受力變化規律,預緊初期拉桿未受力,在進行預緊時,拉桿承受的拉力即為預緊力,在壓平機工作時,受到壓平力的作用后拉桿所承受的拉力會有所增加,即為計算所得的拉桿總拉力。由計算可得,在壓平機承受最大壓平力狀態下,拉桿承受的最大總拉力為2686.92t。該值用于對預應力機架進行變形計算。
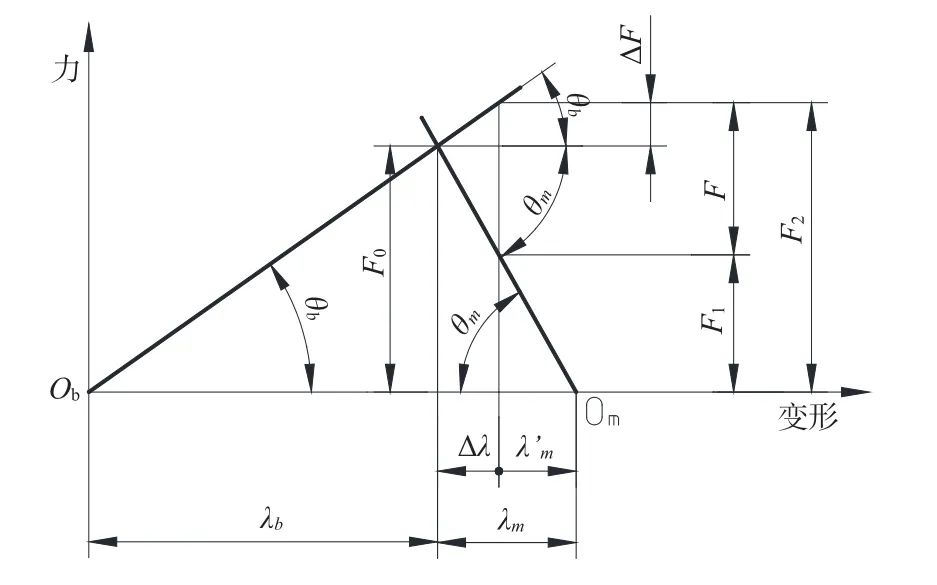
圖5 螺栓聯接受力變形圖
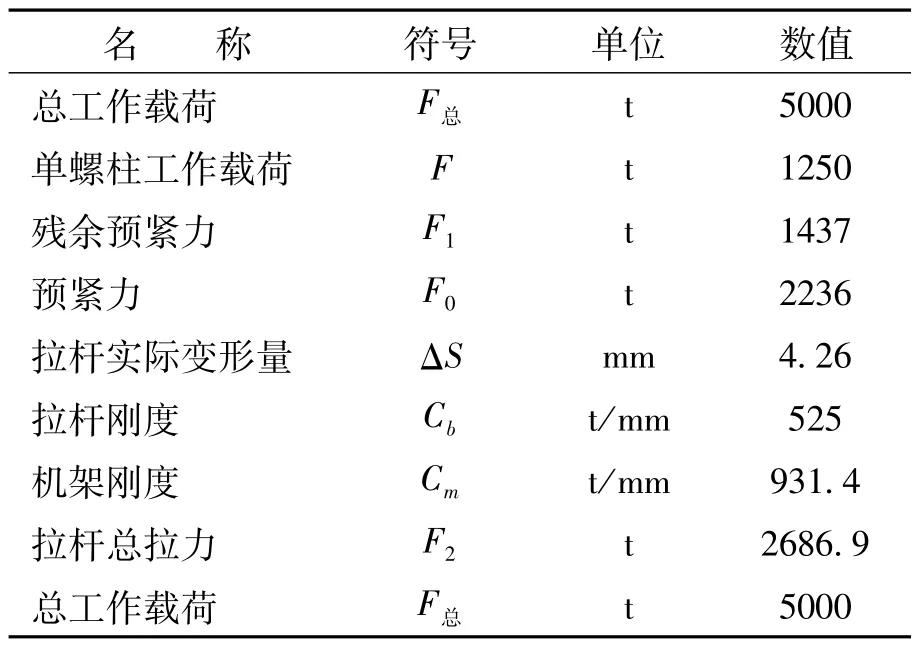
表4 拉桿總拉力計算
4.3 考慮預緊力機架變形計算
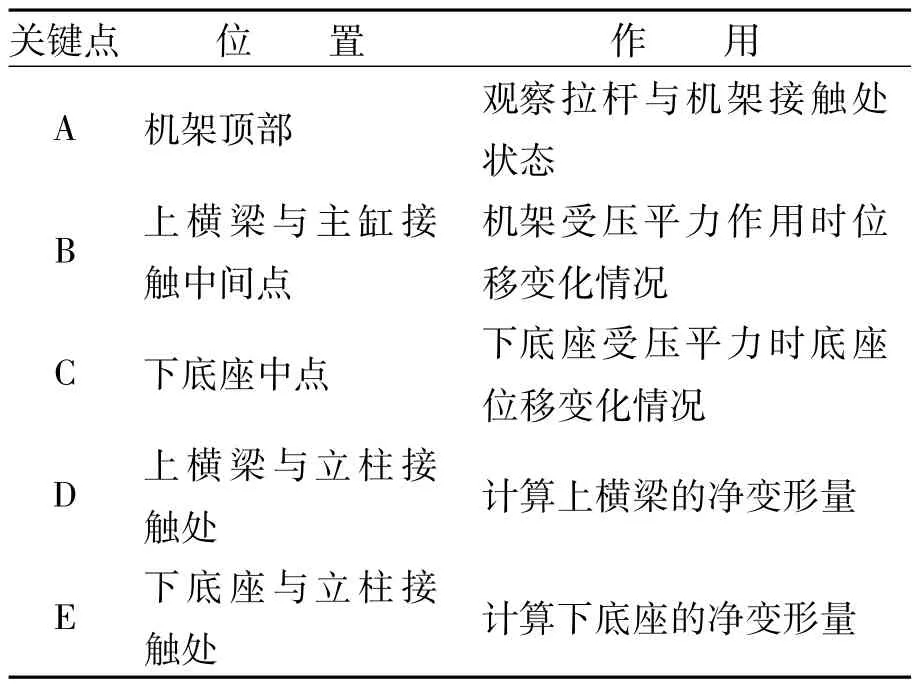
表5 關鍵點位置說明
各關鍵點在模型中的位置如圖6所示:
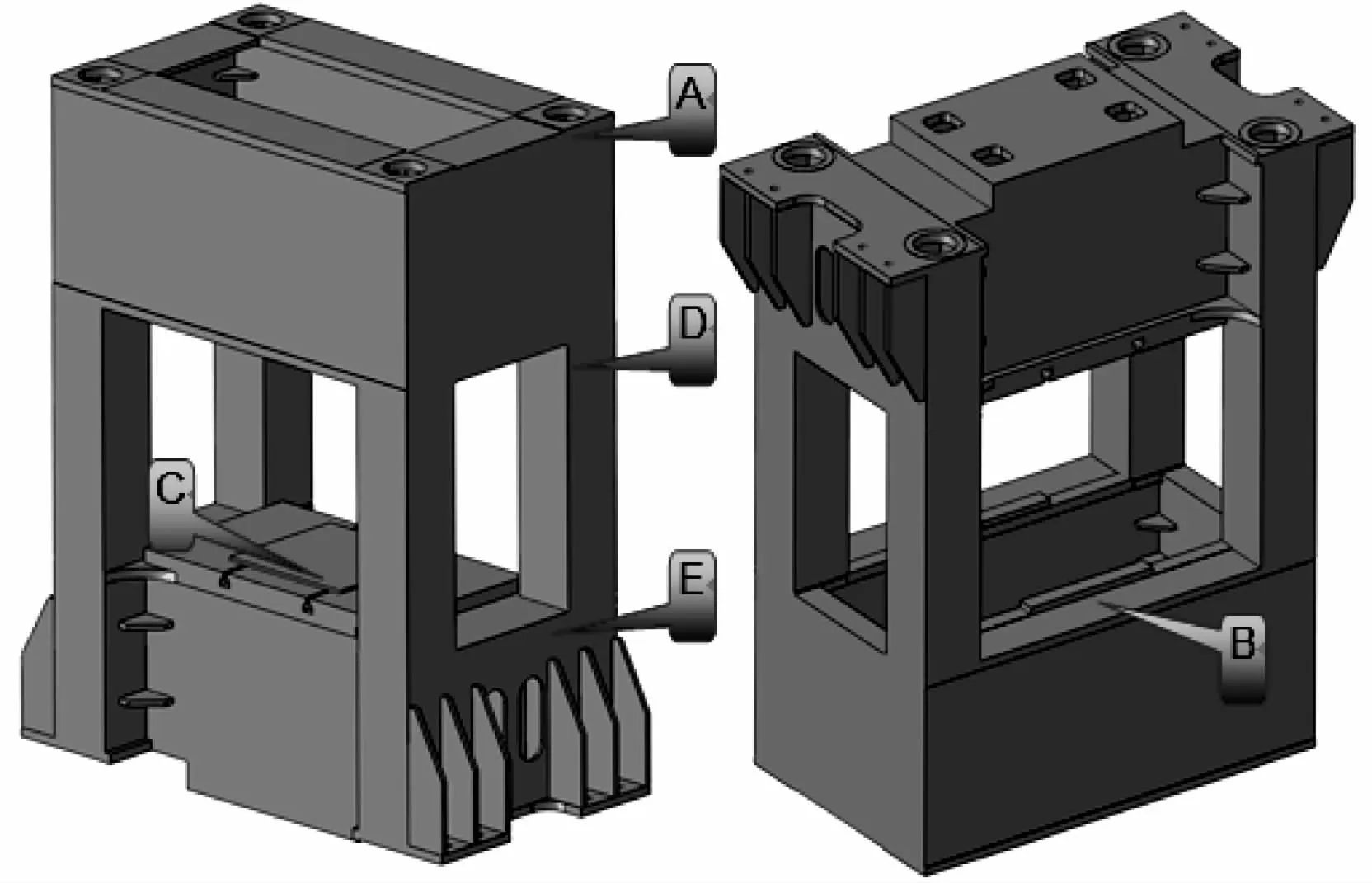
圖6 關鍵點位置示意圖
考慮預緊力變化,需要對實際工況分步加載,共分三個加載步,第一步為對模型施加預緊力,第二步在施加預緊力基礎上增加工作力,第三步為模型在施加工作力后預應力拉桿的總拉力又發生變化。
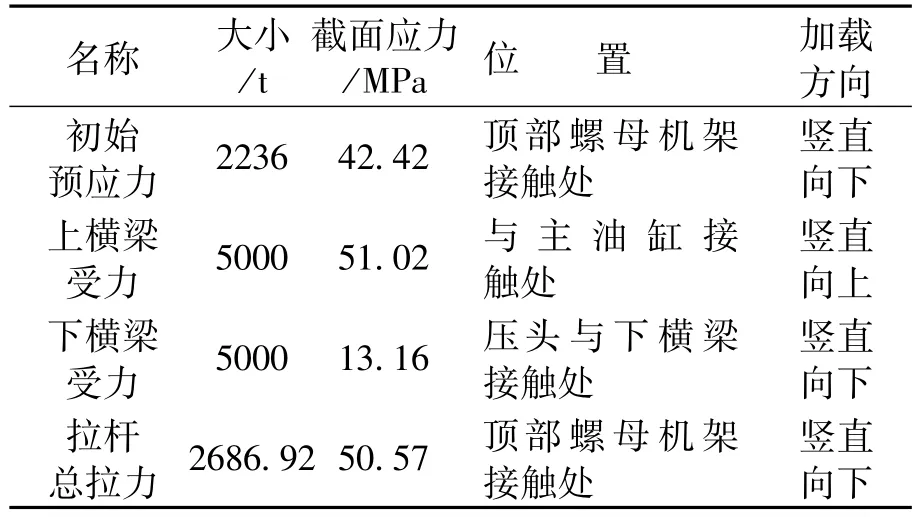
表6 加載說明
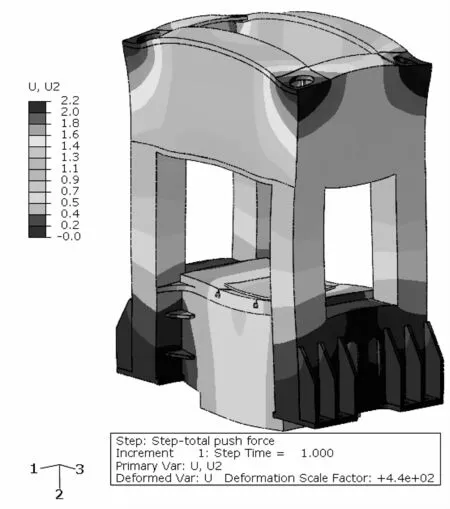
圖7 有限元計算結果示意圖
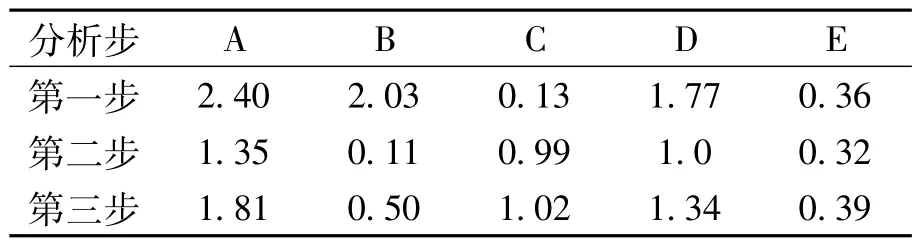
表7 關鍵點位移量計算結果(mm)
機架立柱處整體剛度由關鍵點A在施加預緊力后的變形量為2.4mm,預緊力為2236.36t,可以得出立柱處整體剛度Cm為931.4t/mm。
預緊后機架整體剛度,由關鍵點B在全部加載后的變形量為0.5mm,關鍵點C在全部加載后變形量為1.02mm,壓平力總共為最大5000t。可以得出經預緊后的機架整體剛度C整為3276.5t/mm。
上橫梁變形量由關鍵點B和關鍵點D可以得出上橫梁最大凈變形量:△SB為0.84mm<△S上≤5500×(1/5000)。
下橫梁變形量由關鍵點C和關鍵點E可以得出下橫梁最大凈變形量:
△SC為0.63mm<△S上≤5500×(1/5000)
以上計算結果表明,機架變形量滿足工藝需求。
4.4 未帶預緊力機架變形計算
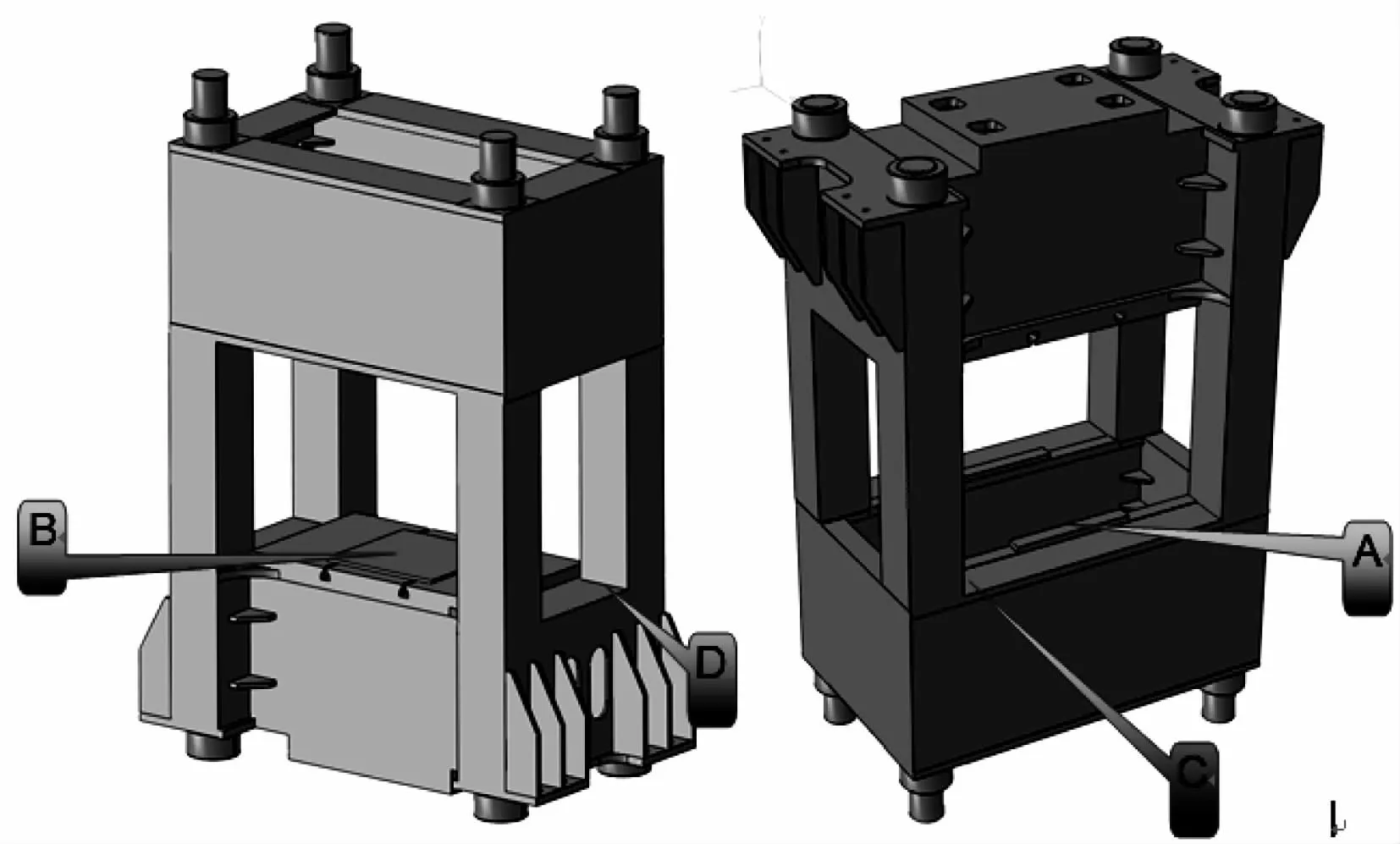
圖8 關鍵點位置示意圖
主要分析機架不帶預緊力時受力變形情況,機架僅考慮為一個整體焊接件,不考慮預緊力,只有5000t壓平力加載。計算可得各關鍵點變形量如表8所示:

表8 關鍵點位移量計算結果(mm)
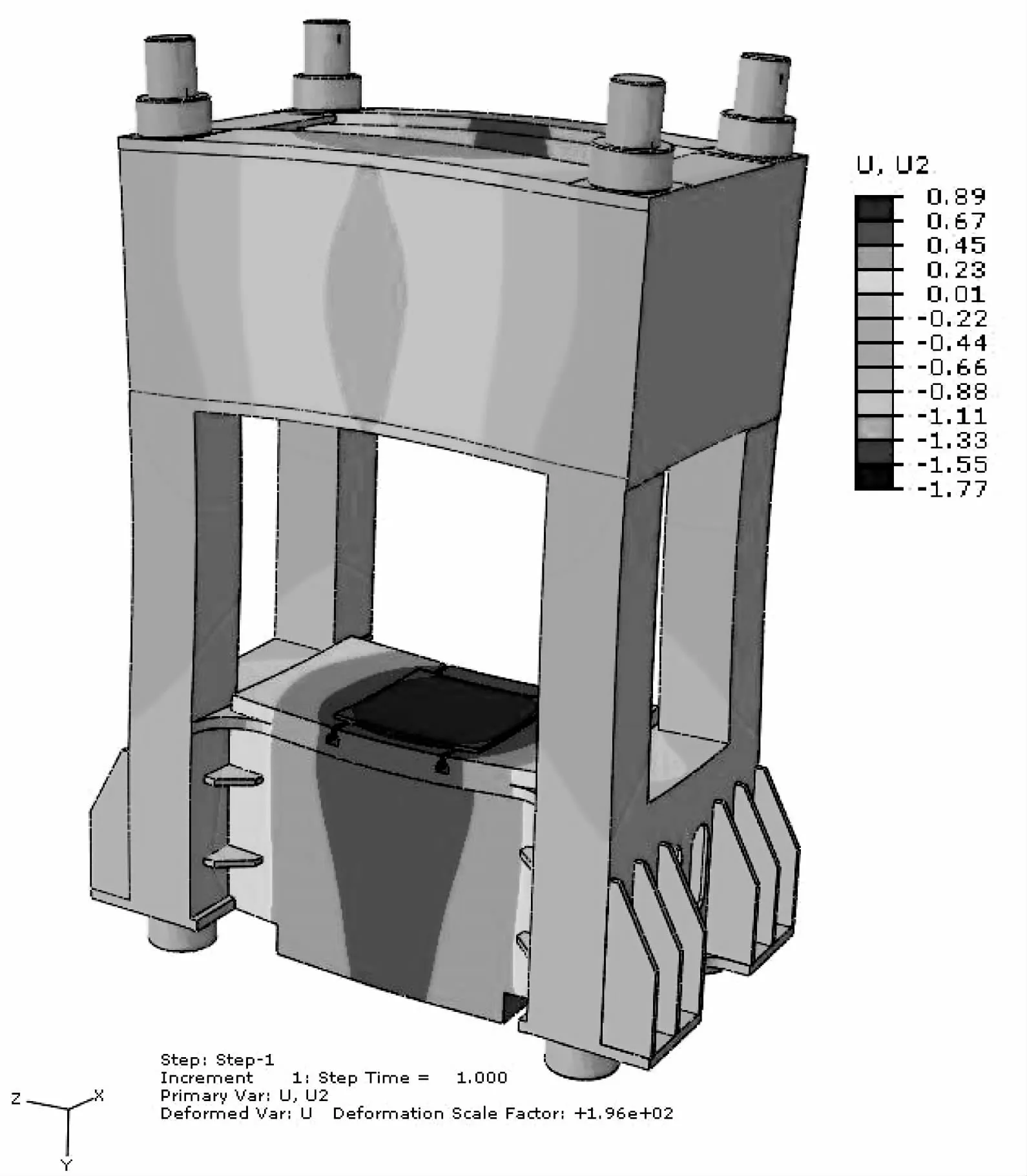
圖9 有限元計算結果示意圖
由上橫梁關鍵點A在全部加載后的變形量為1.72mm,下橫梁關鍵點B在全部加載后變形量為0.72mm,壓平力總共為最大5000t。
可以得出機架整體剛度C整為1923t/mm。由關鍵點A和關鍵點C可以得出上橫梁最大凈變形量△SA為1.04mm。
由關鍵點B和關鍵點D可以得出下橫梁最大凈變形量△SB為0.98mm。
5 結論
本文介紹了壓平機工作原理及壓平機能力定義。根據目前壓平機結構設計情況下,對壓平機機架變形進行了詳細分析,通過對壓平機采用預應力結構及未帶預緊力變形分析對比可以得到,采用預應力機架后,在最大工作載荷下機架變形量降低,機架整體剛度提高,相對于未設置預緊力機架計算結果:
a)上、下橫梁變形量都滿足工藝要求;
b)上橫梁撓曲變形量降低了20%;
c)下橫梁撓曲變形量降低了35%。
可以看出,螺栓預緊式結構能夠減小機架的載荷波動,減少機架整體凈變形量。螺栓式預緊力比無預緊力結構的機架剛度系數大。在同樣截面積情況下,通過對機架進行預緊后,機架剛度有了較大的提高,上、下橫梁的變形量減小。因此,對于大型壓平機機架,受限于制造及運輸等因素,很難做成整體機架,通過采用螺柱進行預緊,具有良好的抵抗變形的能力,不僅加工安裝方便,更有利于壓平機在矯平鋼板時的穩定性,設備性能會有較大的提升。
猜你喜歡
中學生數理化·中考版(2022年12期)2022-02-16 07:36:56
今日農業(2021年8期)2021-11-28 05:07:50
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
河南畜牧獸醫(2016年24期)2016-11-29 01:28:30
中國衛生(2014年2期)2014-11-12 13:00:16
語文知識(2014年7期)2014-02-28 22:00:26
