熱卷箱卷取站功能精度提升
2021-08-09 07:59:22華長浩陳高林
冶金設備 2021年3期
華長浩 陳高林
(上海梅山鋼鐵股份有限公司熱軋廠 江蘇南京210039)
1 前言
考察梅鋼熱軋廠1422產線熱卷箱的使用狀況,發現熱卷箱卷取站的卷型控制對產品的質量的影響至關重要。卷型控制包括帶卷的塔形控制、卷眼控制、卷層的松緊控制、以及帶鋼上下表面的擦劃傷控制等方面。當卷型控制發生異常時,就會造成開卷困難,甚至廢鋼;同時在一次成卷、二次成卷的過程中沖擊機械部件,造成設備故障;同時帶鋼上下表面也產生大量的擦劃傷,造成質量問題。而這些均與熱卷箱卷取站的入口輥、偏轉輥、彎曲輥、成型輥、1A輥、1B輥等設備的位置關系、速度匹配、標高的跟隨速差密切相關。因此有必要對熱卷箱卷取站的結構與控制進行研究,以便改善熱卷箱功能精度及提升生產穩定性。
2 簡介
2.1 結構與功能
熱卷箱卷取站由卷取牌坊、入口輥、偏轉輥、上下彎曲輥、成型輥、橫梁(上花架)、下花架、一工位、液壓控制組件、電氣控制組件等組成,具體見圖1。

圖1 熱卷箱卷取站機械結構
根據原SMS的設計說明,入口輥、偏轉輥引導帶鋼進入上下彎曲輥,并滯后10%的速差提供帶卷卷取張力,上下彎曲輥提供帶卷初始曲率與橫梁產生一次成卷,形成虛擬卷筒,上下彎曲輥-1A輥-成型輥產生二次成卷,形成卷眼,在余下的卷取過程中,一工位的1B輥隨著帶卷卷徑的增大而下降,最終完成帶鋼成卷。
2.2 精度提升瓶頸
梅鋼1422產線的熱卷箱為SMS公司2005年設計的第一代產品。其卷取站的核心功能是提供“無芯卷筒”及“無芯卷取技術”,但由于當時設計考慮的因素較少或較淺。在長達15年的使用過程中,尤其是熱軋產品迭代的情況下,卷取站產生大量的塔形卷、松卷,并伴隨著帶鋼表面的擦傷降級率、擦傷返修率的大幅升高、甚至廢鋼。因此,卷取站功能精度提升的關鍵就是以分析“異形卷”及帶鋼劃傷產生的原因,研究“無芯卷取技術”的相關設備,使相關設備的安裝精度、控制精度匹配目前的生產需求。
3 問題與處治方案
卷取站功能精度主要存在既相互關聯、又糾纏在一起兩大問題,即:帶卷的異形卷與帶鋼的表面劃傷,現綜合分析與處治如下:
3.1 原因分析
卷取站的帶卷形成分一次成卷、即帶鋼剛出彎曲輥,落在橫梁(上花架)上面,形成虛擬卷筒;二次成卷,即:帶鋼落在成型輥、1A輥上面,形成卷眼及無芯卷筒,在輥速差的作用下,形成后張力,完成卷取作業,見圖2。
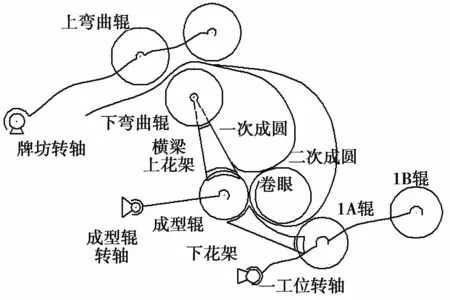
圖2 卷眼的形成
在前期生產過程中,卷取站的異形卷較多,主要表現在二次成卷時,鋼卷圓度超過Φ100橢圓卷,塔高超過300mm的塔型卷,各層間隙超過2mm的松卷。
分析圖1、圖2,可以發現:卷型由一工位的1A輥、成型輥、彎曲輥等形成的無芯卷筒控制。其中,1A輥的位置隨著鋼卷外徑的增大而下降,故1A輥的高度與鋼卷外徑有跟隨的關系(注:因為1A輥、1B輥均放置在一工位的框架上,并由1B輥下面的升降油缸控制,故1A輥、1B輥、一工位的升降同步進行)。
顯然,在無芯卷筒卷取帶鋼的時候,各輥組成的無芯卷筒的形位公差決定了帶卷內孔的圓柱度,而當無芯卷筒的形位公差超差時,就會產生塔型卷形成的初始因素。當1A輥、成型輥、彎曲輥歪斜,或者各輥不規則磨損就會加劇產生這些問題。
1A輥的對卷徑的跟隨差則是塔型卷產生的過程因素,即:當一工位的跟隨差高于超過一定額度的時候,1B輥代替1A輥形成無芯卷筒,就會產生橢圓卷,沖擊設備;當跟隨差低于一定額度的時候,成型輥就會失去功能,帶卷浮動跑偏,造成松卷、塔型卷。1A輥的高度控制顯然與電氣程序內的卷徑計算與控制相關。
在無芯卷筒卷取帶鋼的時候,各輥的速度匹配至關重要。理論上各輥的輥速應該相同,但后輥的速度大于前輥一定的比例,能夠形成后張力,有利于卷層的緊湊。原設計給定的一工位輥速超過彎曲輥輥速的10%,彎曲輥輥速超過入口輥速的10%。但此10%的輥速提前量常常產生塔型卷與帶鋼表面劃傷,在降低輥速提前量時,則會產生松卷,或帶卷撞擊一工位的異常事故,需要尋找合適的輥速匹配。
無芯卷筒的彎曲輥由上二下一,共計三根組成,其功能是送卷,提供鋼卷初始曲率。初始曲率的大小,影響了鋼卷的初始的內徑,而當兩側輥縫不相同時,就會產生卷芯大小頭,造成塔型卷。而上下彎曲輥的輥速匹配,與上下彎曲輥的offset值密切相關,不僅影響卷眼的內徑,還會引起帶鋼表面的擦劃傷。
3.2 控制方法
根據上文分析及相關文獻[1]的闡述,可以發現無芯卷筒的圓柱度控制、1A輥的高度控制、輥速匹配控制、上下彎曲輥輥縫控制可以最大程度的提高卷型質量。故就此四個方面采取管控措施。
3.2.1 無芯卷筒圓柱度控制
無芯卷筒由成型輥、1A輥、彎曲輥組成,其圓柱度也由三者的平行度決定。實踐表明,當無芯卷筒圓柱度劣于Φ4mm時,鋼卷塔形就會超過50mm的標準要求。上彎曲輥的位置相對固定,現場嚴格控制其水平度在0.5mm/全長。
成型輥由同步“搖臂-擺臂”控制,且輥身為花輥,磨損周期較長。初始控制的水平度為0.5mm/全長。此時,當1A輥水平度達3.0mm/全長時,鋼卷就會出現超過50mm的塔形。
成型輥在上線使用1.5年后,其位置度為Φ2mm,磨損約為Φ1mm,且不確定傾斜的方向。此時,當1A輥水平度達2mm時,鋼卷就會出現超過50mm的塔形;當1A輥水平度達3mm/全長時,鋼卷就會出現超過80mm的塔形。
綜合考慮,無芯卷筒圓柱度必須控制在Φ4mm以內。其經濟分配如下:①上彎曲輥水平度嚴格控制在0.5mm/全長。②確保成型輥位置度小于Φ2mm,磨損小于Φ1mm、且水平度2mm/全長,③1A輥水平度控制在1.5mm/全長,此時1A輥輥身的容忍磨損可達Φ5mm。
3.2.2 1A輥高度控制
1A輥高度包含兩個方面,即1A輥的初始高度、1A輥對卷徑的跟隨差額。
1A輥對卷徑的跟隨差額不僅對卷形自身有影響,還影響到帶卷對設備的沖擊。在彎曲輥、成型輥、1A輥水平度均為0.5mm/全長的條件下,在初卷帶鋼的時候,當1A輥超高10mm時,無芯卷筒上移5mm,且現場有沖擊的聲音,當1A輥超低10mm時,就會產生廢鋼。這個初始位置,對卷取過程的跟隨差額有遺傳現象。故控制1A輥即一工位的初始位置至關重要。為此對1A輥的高度與帶鋼的一次成卷質量、二次成卷質量、最終卷型質量等相互的關系進行測試,試驗結果見表1。
顯然,1A輥的初始標高與一次成卷困難沒有關聯,但標高在±3mm的范圍內,卷型良好,且帶鋼對設備沖擊最小。
在1A輥的初始標高控制在±3mm的前提下,對1A輥高度與卷徑的跟隨差進行測試。測試發現:當兩者跟隨差在±0.5%時,卷型就會發生異常。為此對控制程序進行優化,確保1A輥高度與卷徑的跟隨差在±0.5%以內。
綜合考慮,1A輥高度的控制要點如下:①控制1A輥的初始標高差±3mm,②控制程序確保1A輥高度與卷徑跟隨差小于0.5%,③1A輥水平度新品要求0.5mm/全長,極限要求1.5mm/全長。
3.2.3 輥速匹配控制
輥速匹配包括“上彎曲輥-入口輥輥速匹配”、“1A輥與上彎曲輥輥速匹配”、“上彎曲輥-下彎曲輥輥速匹配”相互關聯、又獨立的三個方面,同時極易磨損的1A輥輥徑變化,對輥速匹配也有較大的影響。這四個方面,現場進行分別測試。其中,彎曲輥-入口輥輥速匹配的結果如表2。

表2 彎曲輥速對入口輥速的提前量與帶卷質量關系
顯然,“彎曲輥-入口輥”輥速匹配與“一次成卷沖擊上花架”沒有關聯,與帶卷質量僅限于擦痕,顯然彎曲輥只要比入口輥有3%提前量即可。
“1A輥-彎曲輥輥速匹配”的試驗結果見表3。

表3 1A輥速對彎曲輥速提前量與帶卷質量、1A輥徑磨損關系
顯然,1A輥對彎曲輥的輥速提前量,不應小于3%,但不能大于5%。否則輥面磨損加劇,或有異常松卷。
“1A輥(設計直徑Φ400)的磨損-1A輥對彎曲輥的輥速提前量”與帶卷表面質量及卷型也密切相關,通過在線測試,在1A輥速對彎曲輥速提前量分別為3%、5%、10%三種情況下,進行1A輥磨損檢測。結果見表4。
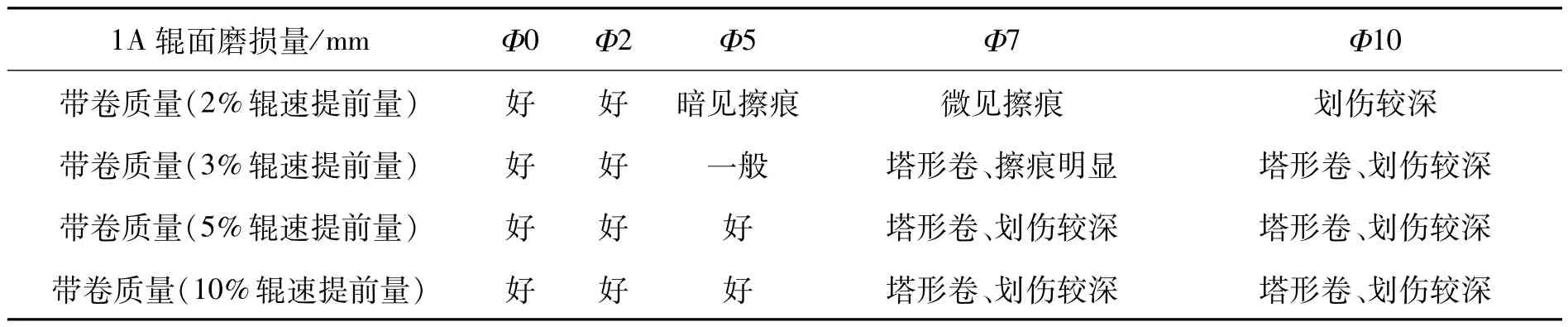
表4 1A輥面輥徑與帶卷質量關系
表4表明,當1A輥磨損達Φ7mm時,就會產生無法校正的異形卷、且帶卷表面有明顯擦劃傷。這是由于1A輥磨損的增加,會導致彎曲輥與1A輥母線平行度有偏差,進而使“無芯卷筒”的圓柱度超標。同時,不規則的輥面磨損,也會增加擦劃傷的幾率與嚴重程度。故在1A輥輥速提前量為(3~5)%情況下,規定1A輥面最大磨損量小于Φ5mm。
綜合考慮,輥速匹配控制要點如下:①“彎曲輥-入口輥”輥速提前量10%,②1A輥對彎曲輥的輥速提前量(3~5)%,③控制1A輥面磨損量小于Φ5mm。
3.2.4 彎曲輥縫控制
彎曲輥縫控制包括彎曲輥水平度控制、輥縫標定精度控制與輥縫offset值控制三個方面,同時也與上下彎曲輥輥速匹配密切相關,這四個方面決定了初始卷徑的大小、無芯卷筒的初始圓柱度,并關系到帶鋼表面的擦劃傷。
SMS的設計要求的彎曲輥的標定精度見表5:
在表5中,上彎曲輥水平度的變化周期較長,使用兩年也不會有變化,而下彎曲輥的水平度與橫梁(下花架)的位置度度相關。橫梁位置度超過Φ2.0mm,下彎曲輥的水平度就可能超標,故確認橫梁位置超過Φ2.0mm時,即予以維修。
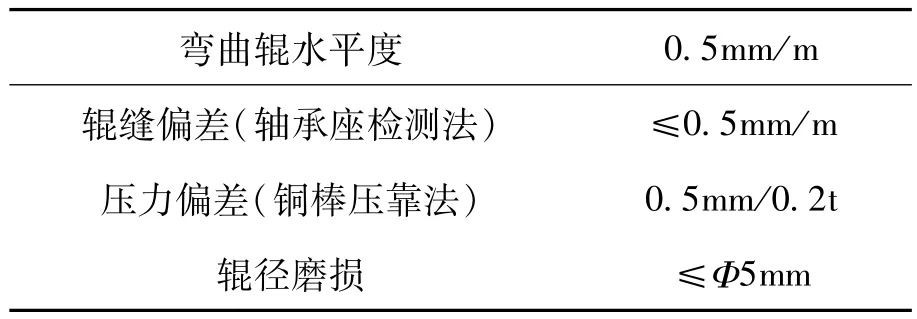
表5 彎曲單元輥縫精度
在彎曲輥水平度滿足要求的情況下,由于上下彎曲輥輥身不接觸,表5要求①檢測兩側的上下軸承座距離,②在輥縫為50mm的情況下,可以采用壓銅棒標定。顯然上下軸承座距離檢測方案不能直接檢測上下彎曲輥的輥縫,且或略了輥徑不規則磨損的影響;輥縫的檢測誤差常常超過2mm;而壓銅棒標定,對新彎曲輥完全可靠,對磨損的彎曲輥,誤差則由輥徑磨損的程度決定,且標定時間長達2h。
通過研究,并參照相關文獻[2-3],設計新的標定方案,即①輥徑磨損由Φ5mm縮小為Φ3mm,以便降低輥徑磨損的影響,②通過特制的標定模具(如圖3)進行標定,將輥縫的標定精度提高到0.5mm,標定時間縮小為0.5h。
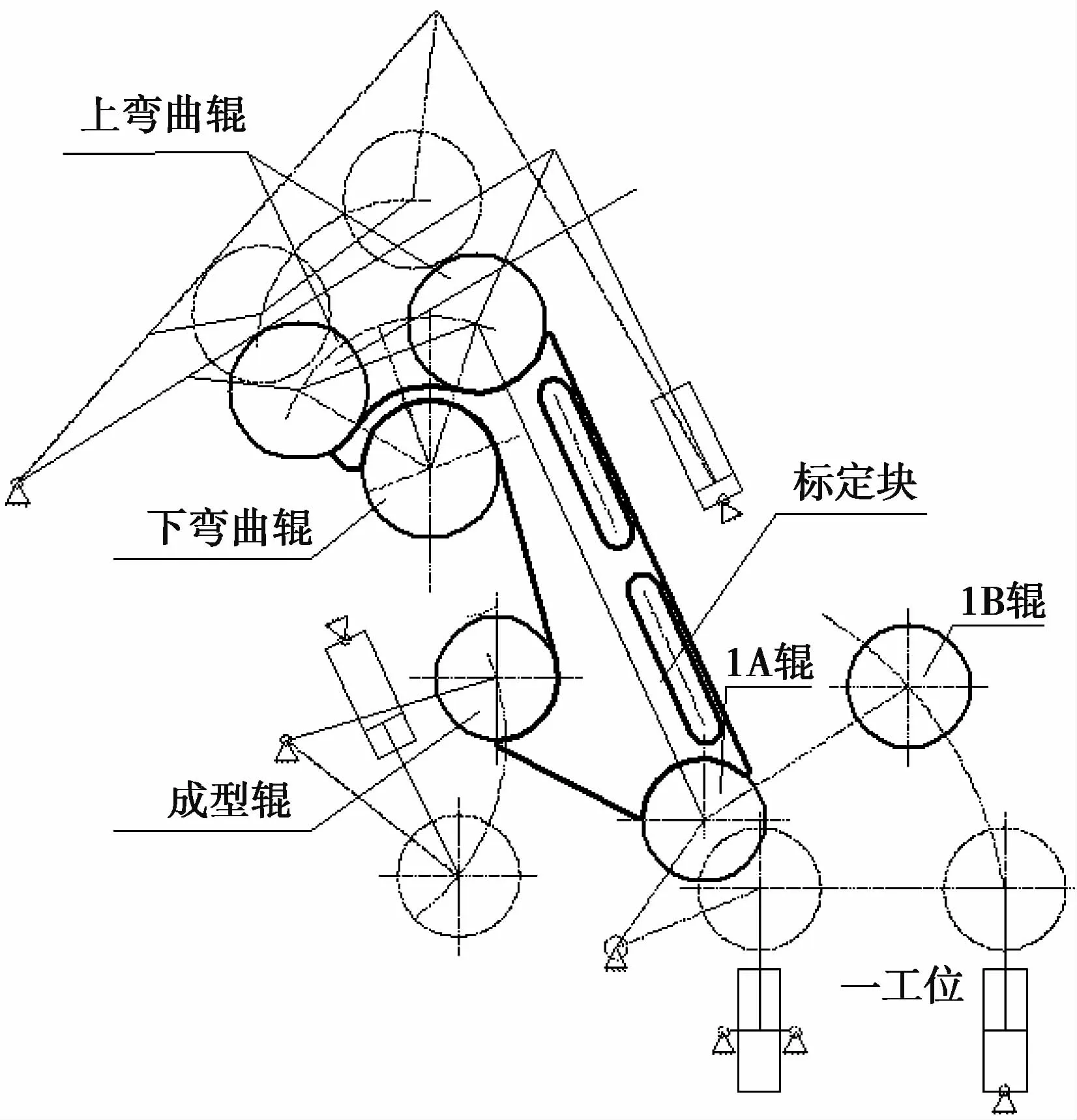
圖3 輥系標定圖
彎曲輥輥縫offset值,關系到帶鋼頭部的落點位置與初始卷徑的大小,經過現場測試,其主要的影響關系見圖4。帶鋼頭部的落點位置位于上花架的下1/3,卷型最優,此時offset數據見表6。
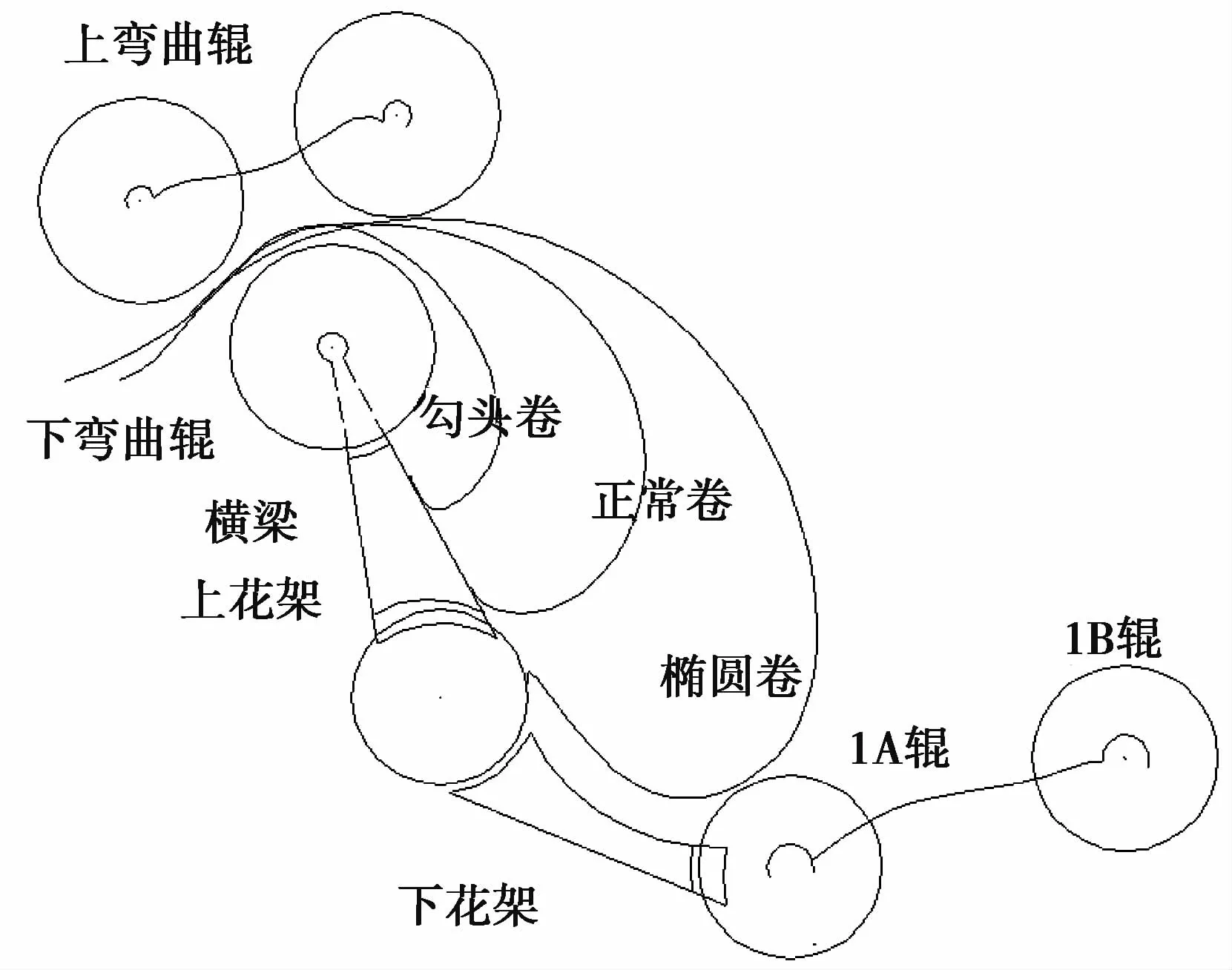
圖4 帶鋼落點與卷型關系圖
表6的offset予以固化,但需要根據彎曲輥的輥徑磨損進行微調。
綜合考慮,彎曲輥縫控制要點如下:①嚴格執行橫梁位置度Φ2mm,②采取特殊模具標定彎曲輥輥縫,③對不同板厚采用不同的offset值,并現場微調。
上下彎曲輥形成了帶卷初始曲率,造成帶鋼內外表面的速差,故上下彎曲輥輥速匹配關系到彎曲輥面與帶卷表面的打滑程度,即劃傷的幾率。現場的“上下彎曲輥速度匹配-帶鋼厚度-劃傷情況”試驗數據見表7。

表6 彎曲輥輥縫offset試驗值(mm)

表7 上下彎曲輥速度匹配試驗數據
綜合考慮,為了保證帶鋼表面質量,確認下彎曲輥輥速滯后上彎曲輥輥速1~2%。
3.2.5 卷型控制
在固化上述技術的基礎上,開發卷型控制程序,主要包括卷眼形成的控制和成卷后速度的優化兩個方面,同時將輥速的基準統一為入口輥輥速。
卷眼形狀的控制:通過控制彎曲輥的輥縫H值,使帶鋼頭部與上花架接觸部位控制在其下1/3范圍內。要點是通過固化各種板坯厚度的offset值,給定初步的帶鋼曲率,使帶鋼一次成卷位置位于上花架的下半部,通過輥縫微調,使帶卷一次成卷位置位于下1/6至1/3處。
成卷后速度的優化主要包括上彎曲輥、下彎曲輥、1工位A輥、成型輥、及1B輥下降速度。通過綜合試驗,成果如下:上彎速度超前入口輥的3%,下彎超前入口輥的1%,1A超前入口輥的6%,成型輥超前入口輥的6%。隨著鋼卷外徑增大,1A輥與之相對應的自動下降,1A輥與卷徑的跟隨速差控制在0.5%,確保了成卷過程中鋼卷與1B輥不接觸。其關系圖見圖5。
3.3 效果
通過上述的各種實驗與卷型控制的技術程序的開發,將各種經驗值予以相對固化,并在生產過程中逐步優化,使帶卷“異形卷”的發生率由19年的10%下降到目前0.5%,帶鋼的表面擦傷降級率由19年的0.17%下降為目前的0.034%;擦傷返修率由19年的0.9下降為目前0.04%。
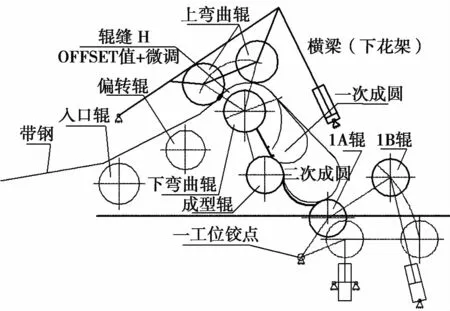
圖5 卷型控制示意圖
4 結論
通過對SMS設計的熱卷箱卷取站的研究,實現了該品牌的一代產品的功能精度的提升,修正了原功能說明的各輥的速度匹配、1A輥的標高跟隨、設備位置度偏差、彎曲輥縫標定等技術參數,不僅滿足了目前的生產需求,提升帶鋼表面的質量,也為熱卷箱的迭代更新提供參考。
