電流互感器的安全運行分析
2021-12-17 09:09:00晁攸重張良武李運杰袁煥炯
電子制作 2021年22期
關鍵詞:故障
晁攸重,張良武,李運杰,袁煥炯
(1.國網新疆電力有限公司檢修公司,新疆烏魯木齊,830000;2.廣州市仟順電子設備有限公司,廣東廣州,510000)
0 引言
電流互感器的工作原理是將一次電網大電流通過一定比例轉換成二次回路的小電流來供給計量和保護,使電力計量和保護工作獲得一個相對安全的工作環境,同時也避免對電網造成較大的影響[1]。電流互感器是電力計量和保護的基本設備之一,保證電流互感器正常運行是保證電網計量和保護的重要工作之一,也是保證電網安全運行的基礎工作之一。
1 電流互感器原理和特性
電流互感器的依據電磁感應原理將一次側大電流轉換成二次側小電流來測量的儀器。電流互感器本質上是一個特殊的小型變壓器模型,是由閉合的鐵心和兩組與鐵心相互絕緣的線圈以及絕緣支架組成[2]。電流互感器的電流變比kn由一、二次線圈的匝數決定,如設定一次回路線圈匝數為N1,二次線圈匝數為N2,則一、二線電流I1、I2 的變比為:

與電壓互感器不同的是,電流互感器線圈串聯在被測回路中,電流互感器一次線圈兩側電壓相對很低[3]。電流互感聯在電流互感器二次回路中,二次回路阻抗很小,工作時二次回路接近短路狀態[4]。
在發電廠、變電站中,電流互感器一般按用途分為兩大類,即測量用電流互感器和保護用電流互感器。測量用電流互感器的二次回路串聯測量表記,一般為電流表,其作用是表達一次側電流數值、相位等狀況。保護用電流互感器二次側串聯繼電保護裝置,保護用電流互感器按保護類型還分為過負荷電流互感器、差動保護電流互感器和零序電流互感器等,當電路發生故障時,電流互感器二次電流應正常反應一次側故障電流,并且使相應的繼電保護裝置可靠動作或可靠不動作,以達到切斷故障區域電網和保護電網安全運行的效果[1]。
2 電流互感器關鍵參數
電流互感器關系到電力系統運行的可靠性和安全性,因此選用電流互感器時,需要了解電流互感器的各項屬性,確保選用的電流互感器穩定而適用。在電流互感器選型和使用時,要了解如下電流互感器關鍵參數:
(1)一次額定電流:在一次電流不大于一次額定電流的情況下,電流互感器能長期運行。電流互感器一次測長期超負荷運行,會導致繞組發熱降低使用壽命,甚至燒壞繞組。
(2)額定電壓:額定電壓關系到電流互感器的運行電壓、絕緣等級等,正確選擇額定電壓,避免互感器被高壓燒壞或者絕緣擊穿。
(3)準確度等級:準確度等級是表示電流互感器自身誤差的參數,其等級由高到低分為0.001到1等多種等級,等級數越高,誤差就越小。一般在電力系統中用于測量的電流互感器準確度等級應高于0.5級,在電能很大的,需要用到0.2或0.1級[5]。
(4)二次額定容量:二次額定容量常用功率VA表示,也有用負荷電阻表述。電流互感器二次負荷不能超容量,否則會因此測量誤差,嚴重時將導致磁飽和損壞互感器[6]。
3 電流互感器的安全運行要點
■3.1 二次回路不能開路
電流互感器二次回路不允許開路,也不允許加入熔斷保護。因為在正常運行時,電流互感器二次線圈匝數遠遠大于一次線圈匝數,二次線圈電流產生的自感磁場,對一次線圈具有極大的去磁作用,使得一次線圈的磁動勢和二次線圈的磁動勢大小相等,方向相反,達到一個相對平衡狀態。二次回路一旦開路,就會失去去磁作用,一次電流將全部轉為勵磁電流,將導致兩種后果,一是磁心過度飽和,互感器的鐵損急劇增大,導致互感器發熱損壞;另一個是二次線圈將感應出高達數千伏特的高壓,有可能擊穿絕緣,危害工作人員和設備的安全。
■3.2 二次回路有且只有一點接地
正常運行情況下,電流互感器只允許有一個接地點,目的是保護工作人員和設備的安全,免受一次側高壓電擊穿風險的危害[8]。
互感器二次回路多點接地故障分為相線接地和N線接地兩種。
如圖1所示,相線多點接地時,相線與大地形成回路,接地相線電流被大地分流,二次回路電流產生大誤差,導致差動保護或零序保護誤動。

圖1 相線多點接地
如圖2所示,N線多點接地時,N線與大地形成回路,但在電流互感器三相電流接近平衡時,N線電流很小,分流的效果不大,兩個接地點之間存在一個地網的電壓差Us,Us正常時也很小,電流互感器可以正常運行,不造成保護裝置不正確動作。若站內發生單相接地故障時,地網出現大電流,導致地網壓差Us增加。Us施加在電流互感器N線的兩個接地點上,會造成電流互感器二次回路中性點偏移,電流誤差偏大,嚴重時,將導致保護誤動和保護拒動[2]。
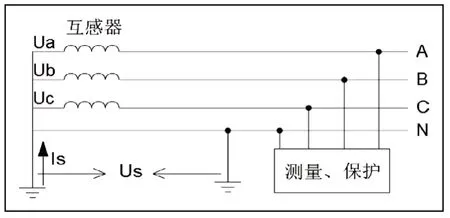
圖2 N線多點接地
出于施工不規范、線路絕緣老化、圖紙錯誤等原因,以及眾多的互感器接線,導致電流互感器多點接地故障易發。而N線的多點接地故障難發現,危害大,給電網的穩定運行帶來威脅,因此要重視互感器多點接地故障的危害,及時排除故障,保證電力系統正常穩定運行。
■3.3 電流互感器極性須正確接入
電流互感器的極性是指它的一次繞組和二次繞組間電流方向的關系。按照規定,電流互感器一次繞組的首端標為P1,尾端標為P2;二次繞組的首端標為S1,尾端標為S2。如圖3所示,在接線中,P1和S1稱為同極性端,P2和S2也稱為同極性端。譬如,一次繞組的電流I1從首端P1流入,從尾端P2流出時,二次繞組中感應的二次電流I2是從首端S1流出,從尾端S2流入;或者當電流互感器的一、二次繞組同時在同極性端子輸入電流時,它們在鐵芯中產生的磁通方向相同,這樣的電流互感器極性標志稱為減極性。反之,將S1和S2的標志位置調換后,則稱為加極性。常用的電流互感器,除有特殊規定外,均采用減極性[3]。
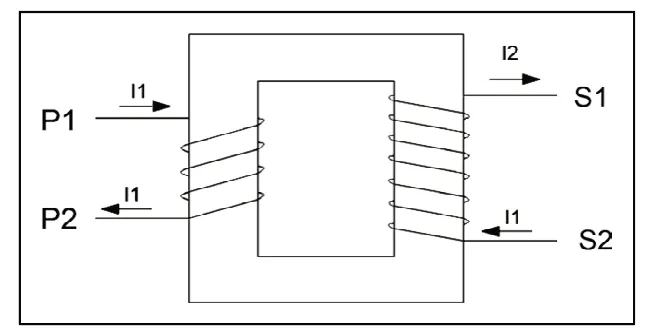
圖3 電流互感器極性原理
電流互感器極性接反,會導致電流互感器二次側電流偏差[9],導致以下危害:
(1)電流互感器二次回路接入電度表、功率表時,會導致電度表、功率表計量混亂、誤差增大甚至儀表反轉,導致測量錯誤。
(2)電流互感器二次回路接繼電保護裝置時,二次電流混亂、偏差嚴重時將引起繼電保護層裝置的誤動或拒動。
(3)電流互感器采用兩相不完全星形聯結時,如其中一相極性接反,會導致未接電流互感器的一相(一般為中相)較其它相電流偏高。
■3.4 二次回路負荷不應高于額定值
電流互感器二次回路負荷過高,會導致互感器磁心飽和。電流互感器二次回路負荷越多,二次回路阻抗越大。電流互感器二次回路阻抗超過允許值時,二次側電流減小,導致測量誤差,同時一、二次線圈的磁動勢平衡將被打破,一次側勵磁電流就會逐漸增大,使鐵心進入飽和狀態。磁心飽和會導致磁心內部產生渦流,導致磁心溫度升高,影響互感器壽命,嚴重時導致互感器損壞[10]。
因此電流互感器安裝使用時,要注意其二次回路所帶的負荷不能大于其額定負荷容量,或選用額定容量較大的電流互感器,避免電流互感器二次回路容量過高導致磁芯飽和[4]。
4 結束語
電流互感器是電網計量和保護工作的基礎設備之一。電流互感器安全運行工作,是使電網計量和繼電保護正常運行的基礎,也是保證電網安全工作的重要部分。本文簡要介紹了幾點電流互感器安全運行的要點,希望能給電流互感器的安全運行和維護提供一些參考作用。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
