自升式鉆井平臺樁腿穿刺修理方案
2021-08-04 08:11:02王小華
中國修船 2021年3期
王小華
(招商局重工(深圳)有限公司,廣東 深圳 518054)
自升式鉆井平臺帶有能夠自由升降的樁腿,作業(yè)時,樁腿下伸到海底,站立在海床上,利用樁腿托起船體,并使船體底部離開海面一定的距離,保證船體不承受波浪載荷,從而實現(xiàn)平臺安全地鉆井和采油等功能。由于井口處海床地質(zhì)復(fù)雜,土體強(qiáng)度非均勻系數(shù)等參數(shù)變化對樁靴承載力的影響[1],平臺插樁后3個樁腿載荷分布不同,受力大的樁靴容易穿透海床黏土層而失穩(wěn)側(cè)傾,待主船體部分入水產(chǎn)生浮力,提供回復(fù)力矩,平臺慢慢扶正。本文主要對自升式鉆井平臺穿刺后的受損樁靴、齒條、弦管等結(jié)構(gòu)修復(fù)方案進(jìn)行闡述。
1 平臺主要受損位置
平臺樁腿主要由樁靴、主弦管、齒條、斜撐管、水平管組成,自升式平臺穿刺后側(cè)傾,樁靴底部承受的瞬間集中載荷過大而使得結(jié)構(gòu)應(yīng)力超過屈服強(qiáng)度產(chǎn)生塑性變形。主船體傾斜后與樁腿接觸位置會有瞬間沖擊力,同樣會造成該段樁腿齒條偏磨和主弦管受到損壞。自升式鉆井平臺樁腿受損位置圖如圖1所示。

圖1 自升式鉆井平臺樁腿受損位置圖
2 平臺修理
2.1 樁靴修理
1)材料準(zhǔn)備。平臺進(jìn)廠后要第一時間進(jìn)船塢對樁靴表面進(jìn)行清淤和內(nèi)外檢查,再對樁腿弦管與樁靴連接處進(jìn)行探傷。通常樁靴受損有弦管與樁靴頂板焊接處出現(xiàn)裂紋、樁靴頂板下凹變形、骨材屈服失穩(wěn)等幾種情況。通過探傷和測量得到樁靴最終受損區(qū)域,然后查找平臺建造圖紙,確定受損處結(jié)構(gòu)材料的板厚材質(zhì)。確定這些信息后就要加急采購,同時準(zhǔn)備涉及修復(fù)材料對應(yīng)的船級社認(rèn)可的焊評(WPS)。
2)進(jìn)塢策劃。由于樁靴受損處施工區(qū)域一般在底部,而常規(guī)塢墩較矮,不能滿足施工要求。平臺進(jìn)塢后主船體需要特制高墩來支撐,然后把樁腿降至船底板以下,這樣能方便材料轉(zhuǎn)運、設(shè)備擺放和工人施工。平臺進(jìn)塢時,船底板及以下最低點的突出物要盡量超過塢墩表面500 mm以上,避免碰撞和擱淺,所以要提前策劃進(jìn)塢方案、調(diào)整平臺吃水、查好潮水位高度,以確保平臺能順利進(jìn)塢。
3)切割注意事項。
(1)切割區(qū)域要清水、清泥,并且用淡水沖洗換板區(qū)域,降低鋼板鹽分含量,提高工藝質(zhì)量。
(2)樁靴頂板和底板切割時,在無齒齒條連接的角焊區(qū)域,必須留根切割,防止割傷齒條;要求現(xiàn)場施工時留根20 mm,待舊板割除后,使用氣刨刨除留根部分;切割前還需對齒條與樁靴頂板及底板連接區(qū)域(熱影響區(qū)域約300 mm的范圍)進(jìn)行預(yù)熱處理,使用電加熱片加熱,確保受熱均勻。
(3)樁靴頂板、底板切割時,需按施工圖畫好切割線,保證切割現(xiàn)場干燥、清潔。
(4)施工前,必須對艙室進(jìn)行測爆、測毒等,排除危害源以后,方可進(jìn)行施工。
(5)施工時,需在樁靴頂板上開2個工藝孔,用于通風(fēng)以及人員、設(shè)備進(jìn)出。
4)裝配焊接。
(1)現(xiàn)場所有裝配節(jié)點必須嚴(yán)格按照建造圖紙上的焊接節(jié)點要求,樁靴頂板與齒條板焊接節(jié)點如圖2所示,樁靴底板與齒條板焊接節(jié)點如圖3所示。

圖2 樁靴頂板與齒條板焊接節(jié)點
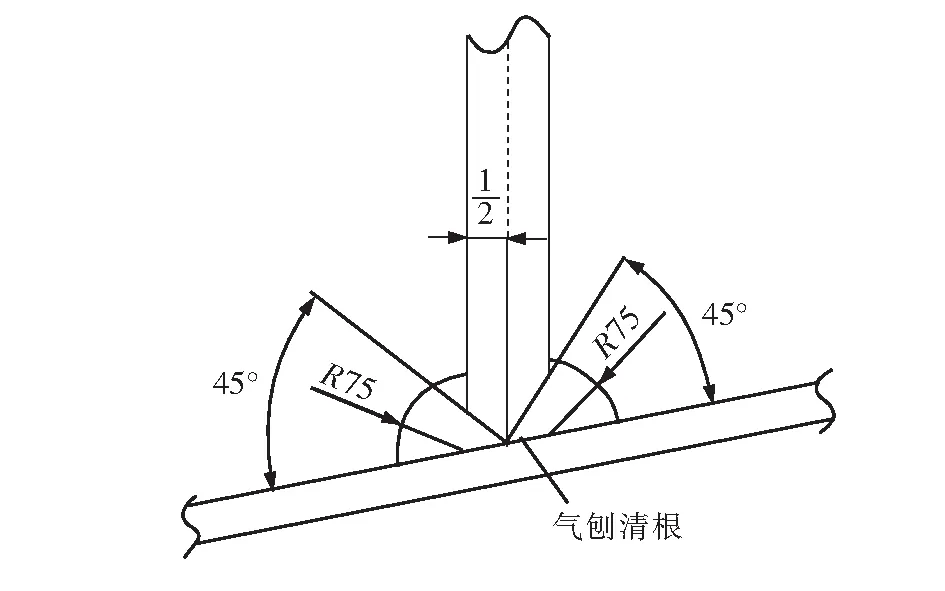
圖3 樁靴底板與齒條板焊接節(jié)點
(2)裝配完成后,需報質(zhì)檢員檢驗,檢驗合格后再報船東船檢,之后方可進(jìn)行焊接。
(3)根據(jù)WPS以及美國焊接學(xué)會(AWS)規(guī)范要求,焊接施工前必須對母材進(jìn)行預(yù)熱,為保證母材預(yù)熱時受熱均勻,可以采用電加熱片進(jìn)行加熱,所以必須要求施工現(xiàn)場干燥且清潔。
(4)焊接過程中,如遇特殊情況而中間停止施焊時,再次焊接前,必須按上述要求對母材重新進(jìn)行預(yù)熱,然后才能進(jìn)行施焊。
(5)施焊時,因焊接位置和焊接速度不同,必須適當(dāng)調(diào)節(jié)焊接電流以及電壓;電流過大容易造成飛濺、夾渣等缺陷;電流過小不容易使母材焊透,影響焊接質(zhì)量。詳細(xì)操作需嚴(yán)格按照焊評要求規(guī)范操作。
(6)二氧化碳?xì)怏w保護(hù)焊最大擺幅為10~13 mm,手工焊最大擺幅不超過10 mm;所有焊接必須采用多層多道焊,禁止一條縫蓋面。
(7)焊后需進(jìn)行遮風(fēng)雨防護(hù),避免焊后48 h內(nèi)任何驟然因素導(dǎo)致的急速降溫,需確保修補(bǔ)區(qū)域緩冷。針對不同母材,預(yù)熱緩冷控制溫度必須嚴(yán)格按照要求進(jìn)行。
5)探傷檢驗。
(1)所有角焊縫位置要100%磁粉檢測(MT);所有對接縫位置100%超聲檢測(UT);射線檢測(RT)應(yīng)由船東及船檢現(xiàn)場定位置。
(2)必須進(jìn)行水密、氣密實驗。
2.2 樁腿弦管修理
主弦管是樁腿支撐平臺重量的最主要的組成構(gòu)件,材料等級大都是EQ70(屈服強(qiáng)度為690 MPa)。平臺穿刺后,主弦管與船體接觸位置先受到?jīng)_擊,然后力傳遞到水平管和斜撐管,受損程度依次有輕微變形、塑性變形、斷裂。
1)受損分析。
(1)三維建模。哪些結(jié)構(gòu)是可恢復(fù)的彈性變形,哪些結(jié)構(gòu)是已經(jīng)屈曲失穩(wěn)的塑性變形,靠肉眼很難判斷,需采用Genie軟件進(jìn)行三維建模。
(2)變形加載。對現(xiàn)場受損支撐管的變形量以及變形角度進(jìn)行準(zhǔn)確測量,在有限元模型中的樁腿實際變形位置施加適當(dāng)?shù)狞c載荷及位移載荷,使其變形與現(xiàn)場匹配, 使其局部變形值和現(xiàn)場無限接近,再通過疊加載荷使得整個樁腿變形值和現(xiàn)場測量結(jié)果相似,樁腿載荷有限元模擬示意圖見圖4。
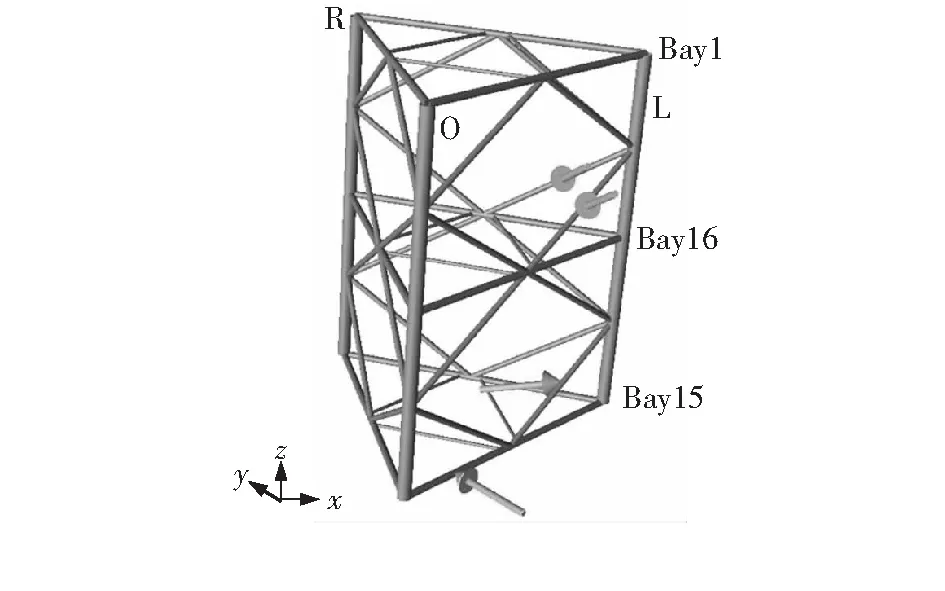
圖4 樁腿載荷有限元模擬示意圖
(3)變形結(jié)果和分析。通過加載得到和現(xiàn)場近似的所有變形位置,并按照計算軟件中對于桿件的屈曲進(jìn)行校核,塑性變形有可能造成與之相連的桿件永久性不可恢復(fù)性破壞,殘存較大的內(nèi)應(yīng)力,需要割換。
通過計算得出變形最大的斜撐管UC值大于1.0, 說明這根桿件可能已被破壞,建議割換。其他UC值小于1.0的桿件內(nèi)部應(yīng)力小于屈服強(qiáng)度,結(jié)構(gòu)沒有損壞則可以保留。通過分析可以知道,把那些塑性變形管割斷釋放內(nèi)應(yīng)力后,與之相連導(dǎo)致彈性變形的管就能恢復(fù)原狀,從而準(zhǔn)確判斷出需要割換管的數(shù)量,為施工提供理論依據(jù)。
2)桁架支撐管割換。依據(jù)有限元分析結(jié)論可知,通過逐步割除塑性變形的樁腿桁架支撐管后,主弦管可逐步反彈恢復(fù)原始型值(直線度),且在逐步連續(xù)割除受損支撐管時,對樁腿整體結(jié)構(gòu)強(qiáng)度影響較小,故割除作業(yè)不至于使樁腿發(fā)生二次變形,反而是將變形的桁架支撐管全部割除后,有利于樁腿變形區(qū)域的主弦管回彈,此方法通過將受損區(qū)域的應(yīng)力釋放,達(dá)到樁腿變形區(qū)域回彈的目的。
變形的樁腿桁架管割除后,拉線檢驗留根部分及樁腿主弦管的直線度,以及檢驗受損范圍的齒根距,確認(rèn)樁腿變形區(qū)域的反彈量是否達(dá)到預(yù)期效果。如測量值滿足樁腿建造公差,則可繼續(xù)進(jìn)行施工;如測量結(jié)果不滿足建造公差,需進(jìn)行數(shù)據(jù)分析并重新制定相應(yīng)的校正方案。
(1)施工操作注意事項。切割前,現(xiàn)場必須做好擋風(fēng)遮雨措施,防止切割過程中割縫急速降溫;其次,切割、打磨、修整坡口、點焊馬板工裝、定位焊接、焊接施工等操作,必須進(jìn)行預(yù)熱處理,預(yù)熱溫度控制在100~165℃之間。
按切割批次切割完成之后測量檢驗,或按船東、船檢現(xiàn)場提出的測量要求進(jìn)行測量檢驗,所有數(shù)據(jù)必須真實有效,記錄在冊以供備查。
施工人員必須帶證操作,服從安全管理及生產(chǎn)管理。在切割變形彎曲的斜撐管時,必須做好相應(yīng)的防護(hù)措施,防止割斷的弦管突然釋放應(yīng)力后反彈傷人。
對于留根的變形斜撐管及水平撐管需借助火攻配合外力進(jìn)行校正;火攻校正時禁止一切急劇降溫操作,校正加熱溫度不得超過220 ℃。
(2)切割及檢驗要求。所有管材切割前,必須畫好切割線和檢驗線,切割前在需保留的管材上打好裝配檢驗樣沖點;管材切割區(qū)域做好擋風(fēng)遮雨措施,保持干燥;管材切割前必須進(jìn)行預(yù)熱處理,預(yù)熱范圍不少于切割線兩側(cè)各75 mm;切割作業(yè)必須有專人監(jiān)控。
(3)裝配及檢驗要求。裝配定位時,使用裝配馬板進(jìn)行定位固定,也可使用定位焊進(jìn)行定位。需注意的是,定位焊的焊點要在接縫根部,且符合打底焊的基本要求;其次定位焊焊縫不易過長,盡量控制在30~50 mm,且定位焊不宜設(shè)置在背面、夾角面等不利于焊接操作的位置,防止因定位焊夾渣或存在缺陷而導(dǎo)致后期填充焊接的缺陷。由于管件焊接采用單面焊雙面成型焊,端部坡口需滿足AWS要求。
(4)焊接及檢驗要求。自升式鉆井平臺樁腿管節(jié)點焊接結(jié)構(gòu)復(fù)雜,各構(gòu)件材料不同,焊縫多且不規(guī)則,焊接殘余應(yīng)力分布復(fù)雜[2]。焊前必須進(jìn)行焊前預(yù)熱,原則上應(yīng)該連續(xù)施焊至焊縫成形,不建議中途停頓至完全冷卻再焊接。如焊接中止后重新施焊,必須重新進(jìn)行焊前預(yù)熱之后再繼續(xù)施焊。焊接時,還需控制最大焊縫擺幅不超過焊條直徑(10 mm)的2.5 倍;焊接時必須有專人測溫監(jiān)控。
(5)預(yù)熱、層溫要求及控制方法。為保證受熱均勻,預(yù)熱可采用電加熱片進(jìn)行加熱。加熱時溫度檢測,可使用測溫筆、紅外線測溫儀或接觸式測溫儀進(jìn)行檢測;溫度檢測點應(yīng)均布于焊縫周圍,且測溫點距離焊縫(焊點)不得小于焊件的最大厚度值,且不超過75 mm。另外,層間溫度檢測,應(yīng)在焊縫本體金屬上或其根部鄰近母材處進(jìn)行檢測,層間溫度不小于預(yù)熱溫度。按WPS 要求的預(yù)熱溫度、層間溫度及后熱溫度進(jìn)行加熱和保溫,嚴(yán)格控制現(xiàn)場。
(6)后熱處理及要求。完成焊縫焊接后,應(yīng)立即進(jìn)行后熱處理,將焊縫接頭處加熱至200 ℃并包裹保溫2.5 h,之后進(jìn)行緩冷,降溫溫差不宜超過50 ℃/h;待焊縫降溫至接近常溫后,使用鋼絲刷進(jìn)行焊縫清潔,如雜質(zhì)不易清除,可使用打磨設(shè)備進(jìn)行表面修整,待焊縫清潔完成之后,按船級社檢驗要求進(jìn)行焊縫無損檢測。
(7)無損檢測要求。按規(guī)范要求,母材材質(zhì)為“API X75”與“API X75”對接縫或角接縫,應(yīng)在焊接完成48 h之后進(jìn)行無損檢測(NDT);母材材質(zhì)為“ASTM A517Q”與“API X75”角接焊縫,應(yīng)在焊接完成72 h之后進(jìn)行NDT。上述檢測間隔時間,必須嚴(yán)格遵守并執(zhí)行,主要是防止焊縫出現(xiàn)氫延遲裂紋及有可能出現(xiàn)的冷淬裂紋。
2.3 爬升齒條修理
齒條的損壞一般發(fā)生在平臺穿刺后的拔樁降船過程,樁腿變形段的齒條要通過限位耐磨板就會受到擠壓,從而造成偏磨甚至齒條根部產(chǎn)生裂紋。修復(fù)前要對受損區(qū)的所有齒條進(jìn)行外觀檢查以及NDT,確認(rèn)損壞量。
1)齒條的檢驗方法。使用鋼板(或鋁合金板)制作1:1 齒形的模板,現(xiàn)場比對,與模板完全重合及與模板間隙小于或等于5 mm 的齒定義為堆焊處理合格,與模板間隙大于5 mm 的所有齒,均需要打磨堆焊修復(fù)處理。
2)齒條打磨(或氣刨)、探傷注意事項。首先,對磨損的齒條進(jìn)行目測檢驗,對需要進(jìn)行打磨的齒條進(jìn)行打磨處理,對龜裂和翻卷的齒條,可采用碳棒氣刨的方法,刨除龜裂部分和卷邊部分,但氣刨前,必須進(jìn)行預(yù)熱處理。預(yù)熱完成后,立即進(jìn)行氣刨打磨去碳處理(需要打磨至見白),之后經(jīng)過NDT,確認(rèn)齒條缺陷處理完畢后,方可進(jìn)行下一步施工。
3)齒條堆焊。平臺樁腿齒條的焊接變形會使齒條的嚙合精度降低,焊接殘余應(yīng)力在輪齒根部形成應(yīng)力集中,影響齒條傳動中的受力情況[3]。齒條堆焊前,需進(jìn)行焊前預(yù)熱,預(yù)熱完成后進(jìn)行堆焊修復(fù);堆焊工作對天氣要求高,不允許雨天進(jìn)行焊接作業(yè)。另外,由于齒條堆焊涉及到“平、橫、立、仰”4種焊接位置,特別是仰焊位置不便于齒條堆焊成型,且焊接熔液本身具有流動型,對齒條邊角的塑型非常不利,堆焊作業(yè)時可采用扁鐵襯墊進(jìn)行輔助堆焊,齒條端面磨損狀況如圖5所示,齒條端面塑形修復(fù)如圖6所示。

圖5 齒條端面磨損狀況

圖6 齒條端面塑形修復(fù)
4)打磨及檢驗要求。堆焊完成后,將堆焊使用的扁鐵襯墊取掉,然后使用加熱片進(jìn)行加熱消氫處理,要求將堆焊區(qū)域加熱至200 ℃并保溫2 h,隨后緩冷至常溫,緩冷速度為50 ℃/h,緩冷之后進(jìn)行打磨塑型。齒的上下兩面與齒輪直接接觸,故對表面平整度有一定要求,必須嚴(yán)格控制,齒條建造平整度一般要求為不大于0.5 mm。
5)完工探傷要求。按船級社要求進(jìn)行探傷檢驗,齒條材質(zhì)為調(diào)質(zhì)鋼,為防止氫延遲裂紋,均采用焊后72 h后探傷。
2.4 平臺升降試驗
待平臺樁腿穿刺受損區(qū)域全都修復(fù)后,平臺在船廠碼頭合適的海域插樁,并按照建造時船級社認(rèn)可的平臺升降試驗大綱進(jìn)行升降試驗,以驗證樁腿修復(fù)是否滿足平臺正常升降功能。
3 結(jié)束語
自升式平臺穿刺事故占平臺總事故的比例超過50%,而穿刺事故對平臺最直接的損傷就是樁腿。樁腿修理中最為復(fù)雜的是桁架型樁腿的修復(fù),通過科學(xué)嚴(yán)謹(jǐn)?shù)亟7治隹梢詾樾迯?fù)可行性提供有利的預(yù)判依據(jù)。船廠通過幾艘穿刺平臺的成功修復(fù),已成熟地掌握該類樁腿修復(fù)技術(shù)和經(jīng)驗,完整合理的施工方案也為平臺修理節(jié)約了寶貴的時間,贏得了船東的信任,得到市場的認(rèn)可。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52