軸承巴氏合金重力鑄造工藝研究
2021-07-30 00:16:56安建勇
鑄造設備與工藝 2021年3期
關鍵詞:示意圖
安建勇
(太原市掛車制造廠,山西 太原 030024)
滑動軸承在電機的運行過程中起著支撐作用,承擔徑向載荷,確保汽輪發動機高速運行,是汽輪發動機的關鍵部件。軸瓦是軸承(見圖1)的主要部件,軸瓦是雙金屬工件,由巴氏合金內層與低碳合金鋼瓦體組成,結構如圖2 所示,巴氏合金(又稱鎢金)用鑄造的方式與瓦體結合,結合面強度直接影響機組運行質量,所以,保證結合面強度是軸瓦生產最關鍵的質量要求。

圖1 軸承示意圖
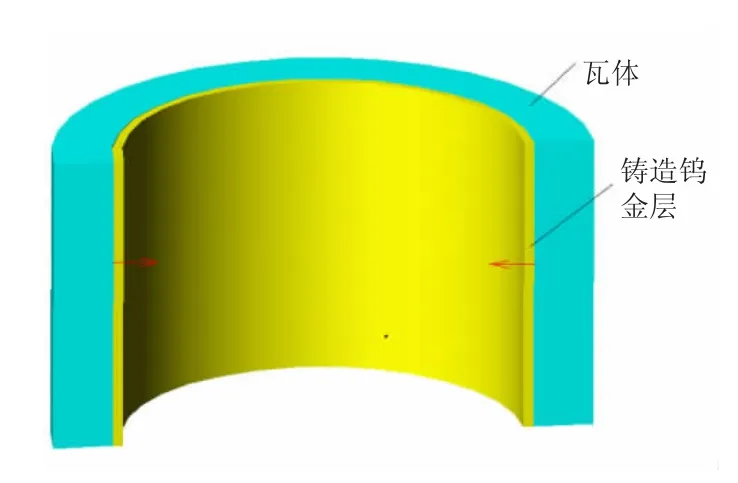
圖2 軸瓦結構簡圖
1 軸瓦的制備工藝
重力鑄造是軸瓦制備常用的方法之一,是將熔融狀態的巴氏合金澆注到已經搪錫處理的低碳合金鋼基體表面,經過冷卻后,形成雙金屬結構。低碳合金鋼基體主要采用牌號為ZG230-450 鋼。軸承巴氏合金是用來制造滑動軸承軸瓦的特定材料,軸承材料的種類繁多,有錫銻軸承合金、鉛銻軸承合金、銅基軸承合金、鋁基軸承合金、鋅基軸承合金。其中以錫銻軸承合金的使用歷史最久,應用最普遍,在機電行業生產實際中主要采用牌號為ZSnSb11Cu6錫基巴氏合金,其化學成分見表1,力學性能見表2.

表1 錫銻軸承合金的成分
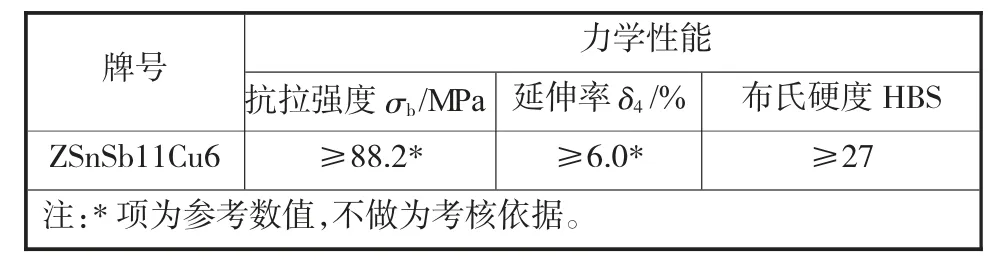
表2 錫銻軸承合金的力學性能
1.1 軸瓦的制備工序
軸瓦的制備工序為:瓦體機械粗加工→巴氏合金澆注→巴氏合金粗加工→UT 探傷→軸瓦精加工。
1.2 軸瓦巴氏合金鑄造
軸瓦巴氏合金鑄造工藝路線:準備工作→瓦體預熱→瓦坯搪錫→裝模→巴氏合金澆注→水冷→開模。
1.2.1 準備工作
首先,澆注工夾具等保持清潔、干燥,放置在工具架上;用前要預熱,每次澆注后工作現場要保持清潔整齊,裝配平臺清理干凈,剩余合金澆注入錠模待回用,除去坩堝及澆注勺中的熔渣;化學藥品放置在干燥的柜內,瓶塞蓋好,防止吸潮;先配制好焊錫熔劑,放置在干燥處,保存待用;胎具使用前應與軸瓦試裝,以便檢查胎具的使用性能。軸瓦在掛軸承合金前需經檢查合格,工藝尺寸符合規定,表面不得有氣孔、砂眼、黑皮等缺陷。將非掛軸承合金表面、孔用石棉保護好;其次,瓦坯的準備根據環境濕度不同,瓦坯的軸承合金表面必須在機械加工后,在規定時間內進入軸承合金掛鑄的瓦坯預熱序;并且檢查生產所用設備運行是否正常,將生產時所用胎具、澆注工具提前預熱。澆注工具包括:澆勺、大小端包、大小抬包、烙鐵、金屬攪拌棒、軸承合金錠模、撇渣勺等。
1.2.2 瓦體預熱
軸承瓦簡稱軸瓦,軸承由軸瓦和軸承座組成,瓦坯是軸瓦的毛坯件,在澆注前瓦坯需要在臺車式電阻爐內加熱,加熱溫度控制在140 ℃~240 ℃之間。瓦坯加熱溫度不能高于240 ℃,預防瓦坯表面的氧化,不利于巴氏合金與基體的結合。
1.2.3 瓦坯搪錫
首先,將預熱后的瓦坯(見圖3)放置于錫槽中浸搪加熱,溫度不低于280 ℃.然后,將預熱好的瓦坯刷上搪錫劑放入錫槽內浸泡升溫。錫槽內的錫液溫度控制在280 ℃~300 ℃之間,溫度不能高于300 ℃以預防錫液的氧化。用毛刷使錫液涂在瓦坯與軸承合金的結合面上,形成均勻的錫膜,搪錫過程根據效果進行3 次及以上為宜。搪錫過程中如果發現局部質量不好,應立即采取措施處理,排除問題后,重新搪錫才可繼續。確保搪錫質量,使基體與錫液充分化學反應生成有一定強度的中間過渡層,有利于提高結合強度,是巴氏合金鑄造的關鍵工序。

圖3 加工后基體示意圖
1.2.4 裝模
凡是重力鑄造的胎具裝配前需預熱至450 ℃±10 ℃,澆注時溫度不低于430 ℃.根據巴氏合金液體順序凝固原理,凝固方向是從瓦坯結合面到胎具,故胎具加熱溫度不能低于巴氏合金液體澆注溫度。然后將預熱后的胎具與搪好錫的瓦坯在平臺上迅速組裝完成,時間越短越好,大型瓦坯控制在20 min以內,裝配后的瓦坯需將易漏軸承合金的地方用石棉泥堵死避免跑火,對內徑φ350 mm 以上的瓦坯采用半副組夾的澆注方法,見圖4.
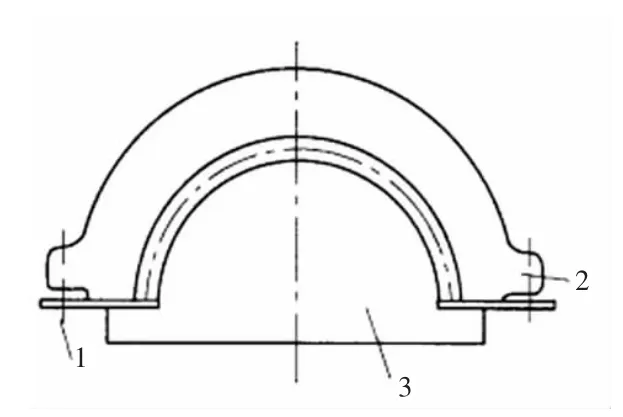
圖4 胎具安裝示意圖
1.2.5 巴氏合金澆注
將熔化好的軸承合金進行精煉處理,精煉劑為脫水NH4Cl,加入質量分數為0.02%,目的是去除巴氏合金液體內的氣體及雜質,同時清理掉巴氏合金液體表面的浮渣,以免澆注后巴氏合金產生缺陷。精煉好的軸承合金靜置15 min 后才能用于澆注,軸承合金熔化到規定溫度440 ℃~460 ℃,澆注時的液態軸承合金溫度不低于430 ℃,精煉好的液態軸承合金內不允許再加入新料和碎渣,如需對軸承合金進行檢驗,此時可澆注試塊。
軸承合金熔煉采用固定式電爐,其容量為500 kg.澆注前爐內合金液需充分攪拌,清除熔渣,力求一次澆滿鑄型,澆注時要打渣防止熔渣及氧化膜進入鑄型,澆注朝向模具方向,澆勺靠近鑄型,澆注速度先快后慢以利于補縮同時取樣做化學分析,澆注合金流盡量短粗,不應斷流以免卷入氣體。為了能準確控制巴氏合金液體溫度采用最大量程為1 100 ℃的熱電偶浸入巴氏合金液體進行測溫。
1.2.6 水冷及開模
當軸承合金液澆至瓦坯1/3 高度時,用流水自下而上均勻冷卻瓦背(隨下面軸承合金液的凝固,水冷位置應逐漸上移,直至軸承合金全部凝固為止),軸瓦水冷的同時,預熱上面軸承合金,用預熱的搗棒(φ5 mm~φ10 mm 鐵圓)垂直搗動軸承合金,搗棒不可拿出液面,以防熔渣帶入鑄型或產生其他缺陷,同時用噴燈、烙鐵不斷加熱上層軸承合金表面,尤其是邊緣、棱角部位,以延長上面軸承合金液的冷卻時間,保證補縮,澆鑄后應補澆2~4次,澆鑄后不得用鐵錘用力敲打仍灼熱狀態的軸瓦,更不得使軸瓦摔在地上,一般需冷卻30 min 左右,大型軸瓦冷卻2 h~3 h 后方可開模取出軸瓦。
2 巴氏合金重力鑄造主要質量問題分析
2.1 主要質量問題
目前國內外軸承均采用軸瓦體與軸承巴氏合金結合面為光滑面無鴿尾槽的結構。在軸瓦初期生產階段,軸瓦經過超聲波(UT)探傷檢測后,軸瓦脫殼嚴重,返修和重掛率很高,光面軸瓦產生脫殼現象位置主要是靠近端部,為半圓形,如圖5 所示。
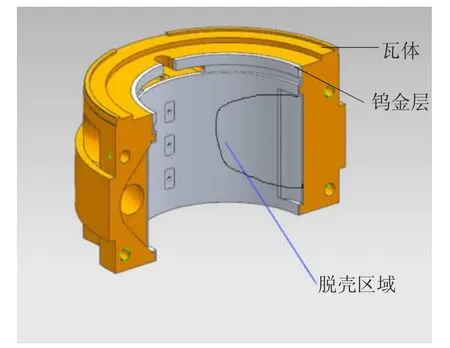
圖5 巴氏合金與基體脫殼示意圖
2.2 軸承巴氏合金脫殼現象分析
經過分析與實踐試驗認為軸瓦在結合面產生脫殼現象的主要原因是由于冷卻過程中產生的收縮應力不均勻所致。
2.2.1 鑄造過程冷卻方式
軸瓦重力鑄造時將已經熔化好的巴氏合金液體注入已搪錫的軸瓦基體和胎具之間,然后開始水冷。一邊澆注一邊冷卻,水冷的方向如圖6 所示,巴氏合金液體是從底部周向逐漸向上順序凝固,最后停止水冷,完成澆注。

圖6 水平順序冷卻示意圖
2.2.2 冷卻方式與脫殼
分析認為,導致軸承脫殼的主要原因有兩個方面:一是軸承巴氏合金在凝固過程中形成的應力;另一方面是軸承巴氏合金收縮過程產生的應力。
在軸承巴氏合金凝固過程中,存在三個區域:液相區、凝固區及固相區,如圖7 所示.冷卻時由靠近基體的固相區開始向胎具方向順序凝固,在圓周方向上產生了較大的應力。另一方面,軸承巴氏合金液體逐漸凝固,直至降至室溫,在這個過程中,巴氏合金與瓦體同時冷卻,由于兩者的材質及線收縮率不同,所以收縮量也不一樣,產生的應力也不同,軸承巴氏合金產生的收縮量大于基體產生的收縮量,故基體同巴氏合金層結合處產生很大的應力。尤其是大直徑、光滑結合面的軸瓦,應力越大,大大降低了巴氏合金和基體的結合強度,致使軸瓦在合口產生半月圓型脫胎現象(如圖5 所示)。
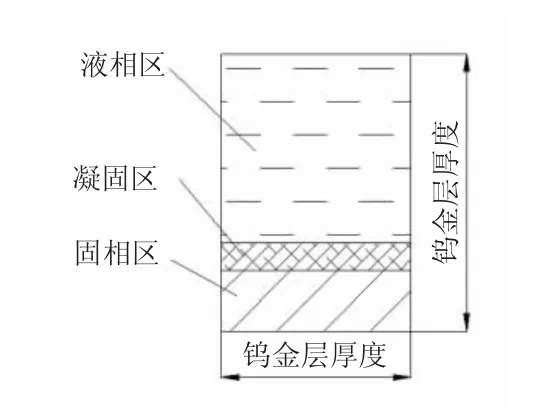
圖7 巴氏合金垂直斷面示意圖
3 新的水冷工藝分析
基于軸承巴氏合金凝固形成應力的大小及方向是直接影響巴氏合金與基體結合強度的重要因素,制定了新的水冷工藝,冷卻方向由水平順序冷卻變為垂直順序冷卻方法,來提高鎢金與基體的結合強度。
在重力鑄造時采用從軸瓦徑向中間及軸瓦兩端同時垂直水冷卻,使收縮應力的方向由徑向變為圓周方向提高了結合面的結合強度,冷卻方向如圖9 所示。
在軸承巴氏合金垂直水冷過程中,形成沿圓周方向的固相區,凝固區和液相區,斷面如圖10 所示。巴氏合金液體凝固時垂直方向形成的應力大于水平順序方向的應力。可有效減少巴氏合金與基體的脫胎問題,提高巴氏合金澆鑄的合格率,提高了生產效率。
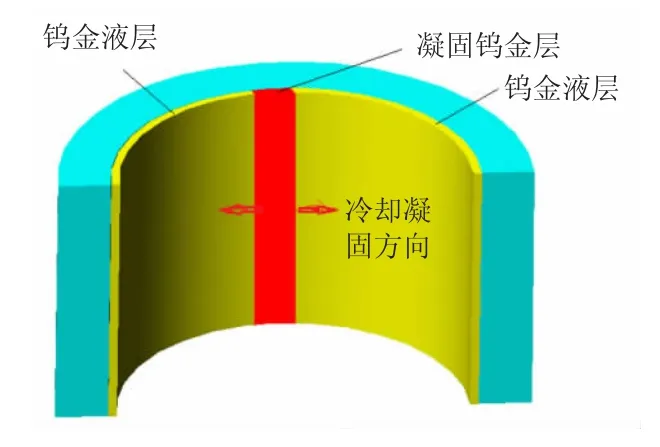
圖8 應力形成方向示意圖
4 結論
垂直順序水冷工藝的應用使軸瓦重力鑄造的合格率得到了較大的提高,合格率由68%提高至75%,同時大大節約了軸瓦因脫殼修復帶來的經濟損失,有很大的推廣價值。
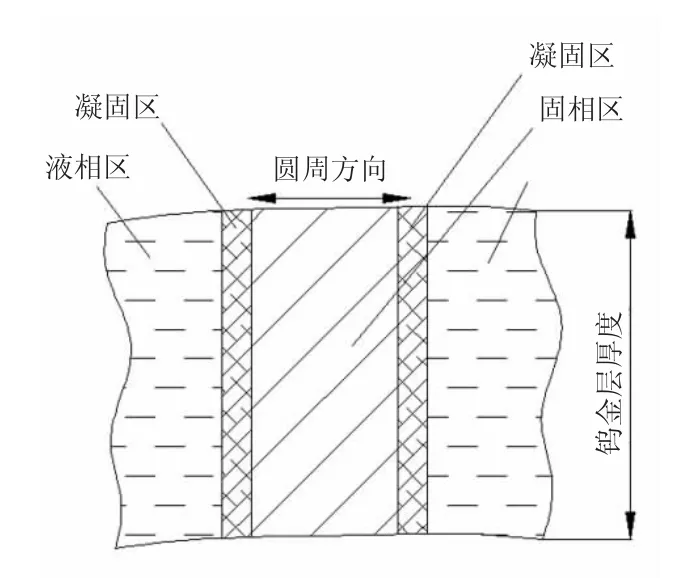
圖9 巴氏合金水平斷面示意圖
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20
