300M鋼激光熔覆316L不銹鋼修復層組織及性能研究
2021-07-23 12:40:44路夢柯楊廣峰
激光與紅外 2021年6期
關鍵詞:不銹鋼
崔 靜,路夢柯,翟 巍,張 杭,楊廣峰
(中國民航大學機場學院,天津 300300)
1 引 言
300M鋼由于其優異的機械性能廣泛應用于航空航天領域,主要作高強度螺栓、飛機起落架、螺旋槳軸等重要承力部件用。在實際使用過程中,在載荷沖擊和腐蝕介質的耦合作用下,300M鋼表面加速受到破壞,而表面質量往往是決定工件性能的關鍵環節,因為疲勞、斷裂等破壞過程的裂紋經常起源于材料的表面[1-3],因而對受損300M鋼表面進行修復并增強其耐蝕性尤為重要。激光熔覆技術作為材料表面修復技術的一種有效手段,以其修復質量高、熱影響小并可以顯著改善金屬材料表面的強度、硬度、耐磨、耐腐蝕等優點而一直受到材料科學工作者的關注[4]。
316L不銹鋼由于其優異的抗腐蝕性和良好的機械加工性能,在航空、冶金、石油化工設備、及造紙設備中有著廣泛的應用[5-6]。國內部分學者在不同基材上激光熔覆316L不銹鋼工藝及性能做了大量研究,證明了該方法制備涂層的可靠性[7-12],并且從工藝優化的角度也做了大量研究。徐鵬等研究了激光熔覆不銹鋼的工藝參數對熔覆層質量的影響,得出了掃描速度與稀釋率之間的關系[13-14]。段曉溪等利用納米碳化硅增強了316L不銹鋼熔覆層,提高了熔覆層的硬度和抗磨損性能[15]。陳剛等人研究了不同厚度的單道316L不銹鋼涂層的組織及性能,得出1mm厚熔覆層的耐蝕性最佳[16]。在國外,諸多學者在激光熔覆不銹鋼方面也開展了大量的研究,Pinkerton等對激光在316L不銹鋼熔覆方面的應用作了研究,發現了主要輸入工藝參數與成型試樣的尺寸、特性以及表面粗糙度之間的聯系[17]。Hemmati等人研究了激光掃描速度對431馬氏體不銹鋼激光熔覆層的組織和性能的影響,結果表明,較高的熔覆速度能夠獲得結構細化的熔覆層,但無助于提高激光熔覆馬氏體不銹鋼涂層的硬度和耐磨性[18]。Apolinario等人在304不銹鋼基體上激光熔覆制得316不銹鋼涂層,并分析了不同工藝參數對涂層的影響,發現熔覆層中分別以奧氏體和鐵素體為主相的兩種凝固類型[19]。300M鋼作為一種具有重要應用價值的工程金屬材料,耐蝕性能差制約著其實際應用。本文通過在300M鋼基體上激光熔覆316L不銹鋼熔覆層,模擬修復300M鋼的表面損傷,并研究激光功率對熔覆層的影響,通過電化學來表征修復部位的耐蝕性能,對300M鋼損傷修復及耐蝕性方面的研究具有實際指導意義。
2 實 驗
2.1 實驗材料
本實驗基材為300M超高強鋼,經線切割規格為:30 mm×20 mm×10 mm,其化學成分見表1,熔覆粉末為316L不銹鋼粉其化學成分見表2。采用預置法將粉末與有機粘合劑調制成糊狀涂覆到基材表面,控制厚度為1 mm,經干燥箱充分干燥后做激光熔覆實驗。

表1 300M超高強鋼化學成分(wt %)

表2 316L不銹鋼粉末化學成分(wt %)
2.2 實驗方法
熔覆前用磨拋機將試件表面逐級打磨至光亮平整,并用酒精和丙酮清洗冷風吹干后存放到干燥皿中備用。實驗所用激光器為額定功率為3 kW的Nd∶YAG激光器。在前期大量激光熔覆實驗的基礎上選取激光掃描速率為3 mm/s,離焦量為30 mm,光斑直徑3 mm,開展變功率激光熔覆對比實驗研究,激光功率變量為1 kW、1.5 kW、2 kW。熔覆后使用線切割機橫向切開,經磨拋后制備金相觀察試樣,用王水進行腐蝕,在金相顯微鏡下觀測其顯微組織,用顯微硬度儀測試熔覆層硬度,每個位置測3個點取平均值以減小誤差。經初步打磨去除熔覆層表面氧化皮后,做XRD物相分析,測試設備型號為日本理學Dmax2500型X射線衍射儀。將熔覆后的試樣經后處理整形后,用線切割機切割為規格:5 mm×5 mm×10 mm,尾部焊接導線,經環氧樹脂封裝后制備成電化學測試樣,測試設備型號為PGSTAT302N電化學工作站,采用三電極體系,參比電極為Ag/AgCl電極,輔助電極為石墨電極,工作電極為被測試樣,測試用電解質為5 %的NaCl溶液。測試在室溫條件下,試樣在電解質溶液中穩定30 min,極化曲線掃描范圍為相對于工作電極的開路電位為-100 mV~100 mV,掃描速度1 mV/S;電化學阻抗的測量是在開路電位的情況下進行的,掃描頻率范圍為10-2~105Hz,數據擬合使用Nova 2.1軟件。
熔覆層截面形貌示意圖如圖1所示,在光鏡下測得熔覆層高度H,及基材熔深h,經式(1)計算得出熔覆層稀釋率。
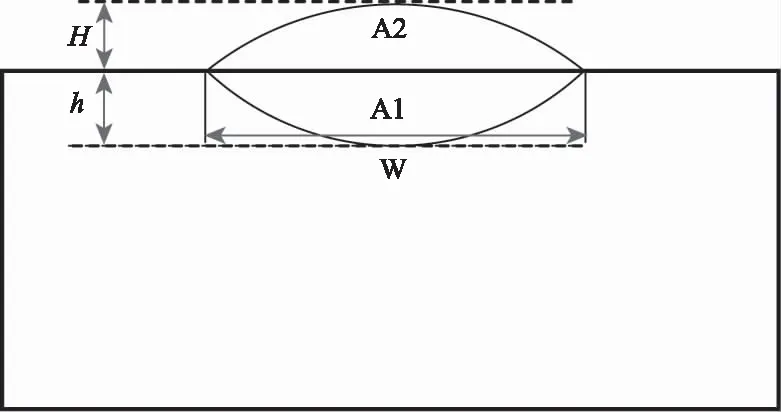
圖1 激光熔覆層截面形貌示意圖
(1)
式中,η為稀釋率;h為基材熔深;H為熔覆層高度。
3 實驗結果與分析
3.1 熔覆層宏觀形貌
圖2是不同激光功率熔覆316 L不銹鋼粉末表面形貌。由圖可知,三種激光功率下,熔覆層表面均無明顯可見氣孔或裂紋缺陷,熔覆層邊緣存在部分未熔及半熔化的預制粉末,呈顆粒狀,熔覆表面存在一層浮渣,表面存在波紋狀凝固紋理,波紋彎曲方向與激光光束掃描方向相反。分析認為,粘合劑在激光高溫作用下焦化并在熔覆過程中上浮至表面,以及表面金屬在冷卻過程中發生部分氧化形成氧化皮的混合產物,熔池內雜質上浮至表面有利于改善熔覆層內部的質量。熔覆層邊緣由于受到激光熱輻射的能量有限,不足以完全融化表面粉末及內層基體,所以存在部分未熔或半熔的粉末。表面張力梯度驅動熔池學說認為,熔池凝固過程中,熔池溫度梯度會引起的表面的張力梯度[20-21],表面張力梯度驅動的熔池對流是這種熔覆表面波紋的主要成因,在激光光束移動輻照下,前緣溫度很高,粉末熔化,由于重力作用產生單向流動,熔池的后緣部分由于表面張力與重力的作用形成對流,這一過程使熔池后緣的液面產生突起,在快速冷卻的過程中形成波紋。

圖2 不同激光功率熔覆316L不銹鋼粉末熔覆層表面形貌
圖2(a)為激光功率為1.0 kW時316L不銹鋼表面形貌,由圖可知,在激光熔覆起點部分,熔覆層表面有大量半熔化的粉末,呈顆粒狀的小凸起;在熔覆層后半部分,這種顆粒狀半熔化粉末消失,熔覆層表面較光滑,成彗星狀。分析認為,1.0 kW激光熔覆功率下,激光熔覆起點部分未能充分熔化,由于激光熱輻射及熔池熱傳導,對后續熔覆層起到預熱的作用,熔覆層后半部分熔化較充分,表面質量改善;圖2(b)為激光功率為1.5 kW時316L不銹鋼表面形貌,由圖可知,在該功率下激光熔覆層形狀規則,近似呈矩形。分析認為,激光功率增加到1.5 kW,表面粉末充分熔化,激光預熱作用對熔覆層影響較小,熔覆層形狀規整,成型質量良好;圖2(c)為激光功率為2.0 kW時316L不銹鋼表面形貌,由圖可知,熔覆層后半部分存在過熔現象,熔覆層邊緣半熔化的凸起顆粒較少,熔覆層形狀呈近似啞鈴狀。
分析認為,在2.0 kW功率下,激光預熱作用對后續熔覆熔覆層的影響較大,熔池前半部分沿著激光掃描方向,熔寬明顯增大,由于激光的預熱作用,熔池后半部分承受的熱密度增大,出現過熔現象,熔化的金屬粉末沸騰飛濺,導致熔池較平,甚至有部分凹陷缺陷,這是表面修復層所不允許的。
圖3是不同激光功率熔覆316L不銹鋼粉末熔覆層橫截面形貌,表3為不同激光功率下熔覆層稀釋率。圖3(a)為激光功率1.0 kW時熔覆層橫截面形貌,由圖可知,熔覆層橫截面呈梭形,形狀對稱性好,稀釋率為25.2 %,最大厚度為0.65 mm,熔覆層平均寬度為4.96 mm,熔合線過渡自然,與基體結合緊密無裂紋缺陷;圖3(b)、(c)分別為激光功率1.5 kW、2.0 kW時熔覆層橫截面形貌,熔覆層橫截面呈碗狀,對稱性欠佳,熔合線過渡不自然,熔覆層最大厚度分別為1.29 mm、1.62 mm,熔覆層平均寬度分別為4.84 mm、5.52 mm,稀釋率分別為58.9 %和66.3 %(如表3所示)。

表3 不同激光功率下熔覆層稀釋率
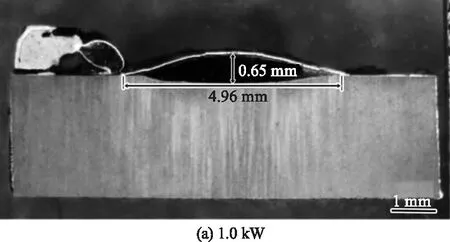
圖3 不同激光功率熔覆316L不銹鋼粉末熔覆層橫截面形貌
分析認為,激光功率增大,激光光源熱密度增大,單位時間內能熔化更多金屬,所以在激光掃描速度不變的情況下,熔覆層深度大量增加,涂層稀釋率也增加,冶金結合更加充分;激光光斑直徑不變,熔覆層平均寬度隨激光功率增大先增大后減小,主要是因為熔池是在復雜的熱傳遞及熱交換環境中快速冷卻凝固,橫向傳熱的不均勻性造成熔池寬度的變化。實際熔覆過程中基體等溫線并不是均勻的,尤其是保護氣吹拂方向造成熔池散熱不均,極易形成不規則不對稱的熔覆層截面形貌,研究表明不規則的熔池形貌會影響熔池中液態金屬充分對流,勢必會造成熔覆層元素彌散分布不均,對熔覆層性能有一定的危害[22]。
3.2 熔覆層物相分析
圖4為激光熔覆316L不銹鋼熔覆層的XRD圖譜,由圖可知,修復層中主要檢出物相為奧氏體、馬氏體、Fe-Cr相、及少量的SiC。316L不銹鋼是一種奧氏體不銹鋼,由于激光熔覆不可避免的稀釋作用,熔覆層中為316L不銹鋼與300M鋼的混合成分,并且由于316L不銹鋼中的高鉻含量,使修復層中極易生成金屬間化合物Fe-Cr,并且基體300M鋼中碳含量,在大稀釋率的熔池中形成了少量的硬質相SiC,這對提高316L不銹鋼修復層的硬度有積極的作用。
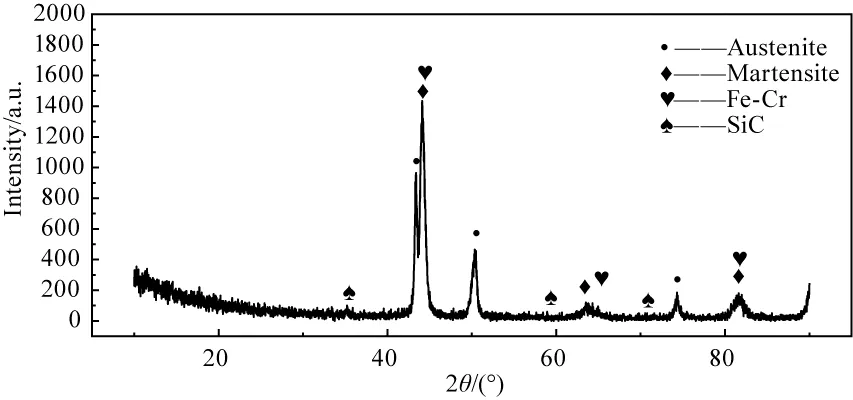
圖4 316L不銹鋼熔覆層XRD圖譜
3.3 熔覆層金相分析
圖5為不同激光功率下,316L不銹鋼熔覆層橫截面金相組織。由圖可以看出,熔覆層具有定向凝固的特征。激光功率為1.0 kW時熔覆層中有部分氣孔(圖5(a),圖5(c)),熔覆層與基體間有明顯的分界面,熔覆層底部屬于典型的外延式平面晶組織,中下部是胞狀晶/柱狀晶的混合晶,中上部出現大量樹枝晶/等軸晶,表層主要是是等軸晶組織;熔合線下部由于固溶了部分Cr而呈白亮色。激光功率為1.5 kW和2.0 kW時,熔覆層晶粒類型及分布與1.0 kW時相似,隨著激光功率的增大熔覆層晶粒有粗大的趨勢,熔合界面變得模糊,為典型的冶金結合,更加適合具有沖擊的工況。

圖5 不同激光功率下316L不銹鋼熔覆層金相組織
根據成分過冷理論,凝固組織的生長形態取決于固液界面前沿液相的溫度梯度GL和凝固速度R的綜合作用[23-24]。當激光掃描到工件將316L不銹鋼粉末和基材表面迅速加熱到其熔點以上使其熔化形成熔覆層,隨后在基體熱傳導和熱輻射中快速冷卻凝固,一方面由于熔覆層界面熔合區靠近基材,此時基材溫度很低,導熱速率很快,固液界面前沿液相的溫度梯度極大,其結晶參數GL/R很大,幾乎不產生成分過冷;另一方面,由于熔池尺寸的限制和動態凝固特征的影響,對流難以充分展開,固液界面前沿多余的溶質不能被及時排走,從而有利于界面的穩定性,所以溶質在熔池底部半熔化的晶粒表面形成非自發晶核,并沿著散熱反方向外延生長形成很薄的一層平面晶。隨著凝固過程的進行,固液界面前沿受到熔池非平衡動態凝固特性的影響,成分過冷度逐漸增大,GL逐漸降低加之合金溶液對流擾動和稀釋率降低,平面晶生長方式遭到破壞,開始出現胞狀晶生長,晶粒生長遵循擇優取向原則,取向不利的生長方向受到抑制,伴隨著結晶潛熱的釋放,固液界面前沿溫度梯度GL進一步降低,溶質元素出現明顯的成分富集,形成較寬的成分過冷區間,熔覆層中出現粗大的柱狀晶;柱狀晶粒在生長的過程中深入液相內部,造成局部橫向產生成分過冷,因此在一次晶軸上生長出二次晶軸,形成部分柱狀樹枝晶;熔覆層中上部出現了樹枝晶、等軸晶的混合晶,分析認為這主要是因為熔池強制對流的影響,熔池在表面張力、保護氣吹力等的作用下,合金粉末熔體能直接加入到熔池,在合金成分中異質形核的作用下造成等軸晶的形成,此外在各種力的作用下產生強制對流導致了枝晶臂的斷裂,也能造成等軸晶的形成。熔覆層表層主要是等軸晶組織,分析認為,這里結晶熱力學和成分過冷起了主要作用,由于液體結晶潛熱的釋放,基體傳熱和結晶潛熱保持局部平衡,使液相中的溫度梯度和凝固速度進一步減小,成分過冷加大,在液相中形成很寬的成分過冷區,自發結晶占居了主導地位,所以熔覆層表層晶體生長雜亂而形成了大量的等軸晶。
圖6為激光熔覆316L不銹鋼熱影響區組織形貌。由圖6(a)可知,熱影響區是粗大針、片狀馬氏體,其間彌散分布著大量增強相。由于激光熱密度大,加熱和散熱的速率極大造成馬氏體組織特別粗大,形成過熱組織,具有很高的硬度。由圖6(b)可知熔合線基體一側有部分網狀和半網狀的奧氏體晶粒析出,這是由于激光熔覆的特性決定的,當激光掃過材料表面,快速形成熔池,熔池底部的金屬過熱發生軟化,在重力及濃差的作用下,熔池底部奧氏體便向軟化區滲透,并在較快的冷卻速度下會形成一種特殊的過熱組織呈圖中形態。
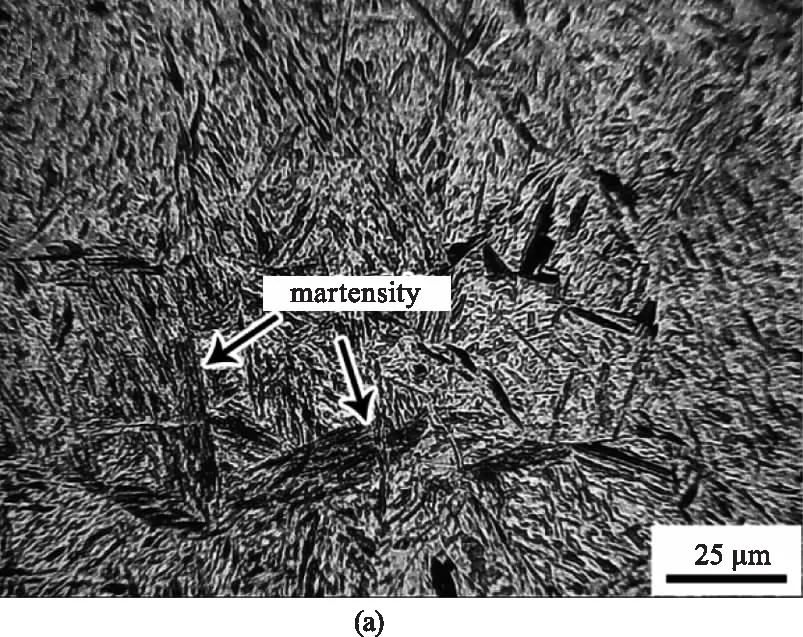
圖6 激光熔覆316L不銹鋼熱影響區組織形貌
3.4 熔覆截面EDS分析
圖7為316L不銹鋼熔覆層熔合線兩側過渡區EDS線掃描曲線,由圖可知熔覆層底部的過渡區元素分布有明顯的差異。熔覆層內為316L不銹鋼粉末和基體金屬熔化后的混合組織,所以Cr、Ni元素的含量都明顯高于基體熱影響區,Si、Fe元素含量低于基體,EDS掃描曲線在熔合界面處有斷崖式變化,在熔覆層內Ni、Fe分布較為均勻。當激光功率為1 kW時,熔覆層中靠近熔合界面的平面晶區Cr、Si元素含量略高于內部胞狀晶,在基體靠近熔覆層底部的熱影響區Cr、Ni元素的含量高于基體,這說明在熔覆層凝固過程中Cr、Ni元素有向基體滲透的趨勢,對比316L不銹鋼粉末和300M鋼基體化學成分可知,兩者Cr、Ni元素含量差別很大,在巨大濃度差及過熱軟化的作用下,Cr、Ni元素會通過熔合界面的固溶體進入基體,這個過程隨著熔池的冷卻凝固而停止,同時這也是在熔覆層底部區域觀察到富鉻平面晶白亮帶的原因。當激光功率為2 kW時,熔覆層中靠近熔合界面的平面晶區Cr、Si元素含量低于周圍的粗大柱狀晶,尤其是Cr元素,在不同組織中分布呈梯度變化,這是由于熔覆層底部區域成分過冷逐漸加強和柱狀晶對熔池對流的阻擋作用導致熔池底部液態金屬對流不充分,316L不銹鋼中的Cr元素和基體300M鋼中的Si元素彌散分布不均,對修復層的質量有一定的危害。
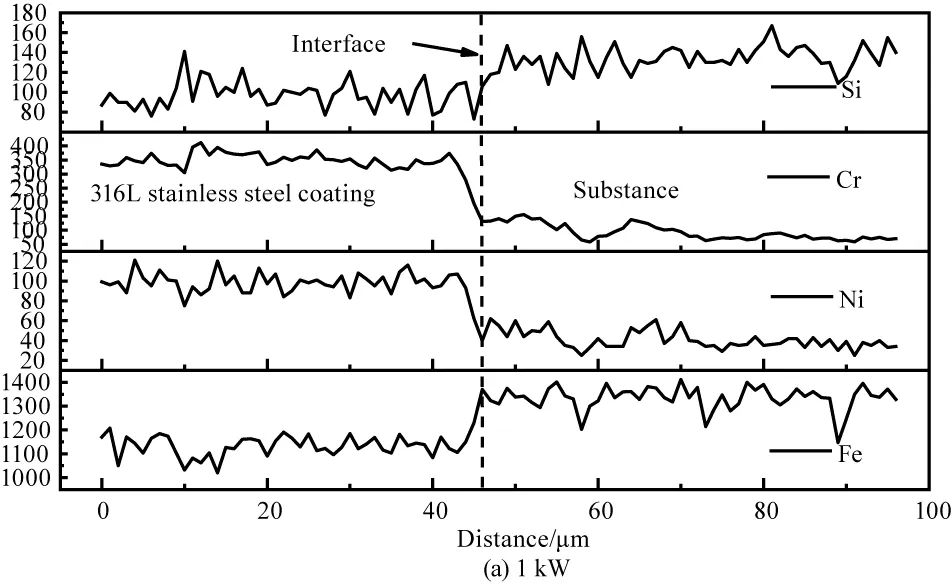
圖7 316L不銹鋼熔覆層熔合線兩側區域EDS線掃描曲線
圖8為激光功率1.5 kW時316L不銹鋼熔覆層中部區域EDS線掃描曲線,由圖可知,各元素含量在波動中維持較均衡的含量分布,沒有明顯的偏聚現象,這說明熔覆層中的對流作用及較寬的成分過冷區間,使各元素分布沒有明顯的偏聚。
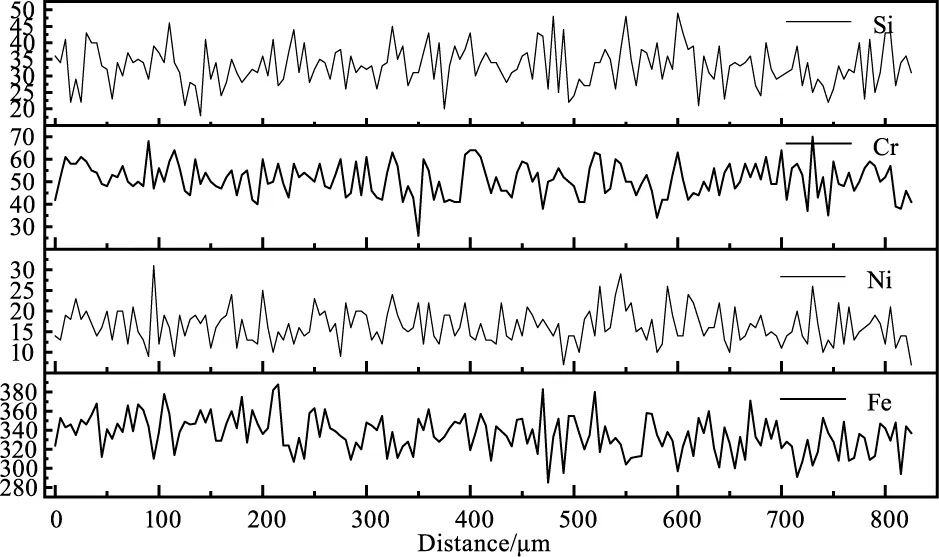
圖8 316L不銹鋼熔覆層(1.5 kW)中部區域EDS線掃描曲線
3.5 硬度分析
圖9是熔覆層截面顯微硬度分布曲線,測量方向為從熔覆層中部表面縱向延伸到基體。實驗測得300M鋼基體的平均硬度為225 HV。由圖9可知,300M鋼基體受激光熔覆的熱影響較大,熔覆層底部熱影響區的基體金屬受到激光淬硬效應的影響,平均硬度分別為:686 HV、655 HV、629 HV,基本為300M鋼基體硬度的3倍,這說明激光淬硬效應對基材力學性能影響很大。根據圖中硬度分布曲線可知,由于熔覆層中金屬間化合物及硬質相的彌散分布不均,造成熔覆層中的硬度有較大波動;在相同參數條件下,316L熔覆層硬度隨激光功率的增加先增加后減小,激光功率1.0 kW時,熔覆層硬度最小為237~303 HV;激光功率為1.5 kW時,熔覆層硬度最大為685~568 HV,是基體材料的2.5~3倍,激光功率為2.0 kW時,熔覆層硬度為639~499 HV。熔覆層最大硬度均出現在次表層深度為200~300 μm的區域。分析認為,激光淬硬導致的硬度大幅增加的主要原因是產生馬氏體相變及材料中金屬間化合物、硬質增強相的生成有關。激光功率為1.5 kW時,熔覆層硬度最大,更加適合飛機起落架服役的實際工況。
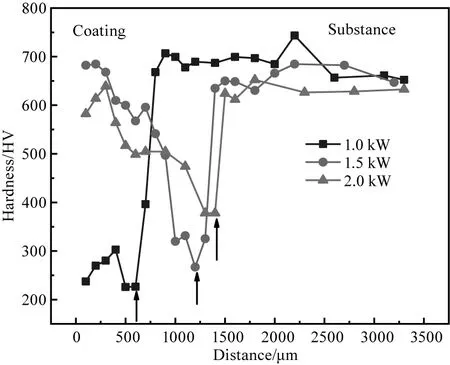
圖9 熔覆層截面顯微硬度分布曲線
3.6 電化學分析
動電位測得的基體和不同激光功率熔覆層極化曲線,結果如圖10所示。由極化曲線利用外推法的解析結果列于表4,其中,Ecorr表示腐蝕電位,Icorr表示腐蝕電流密度。
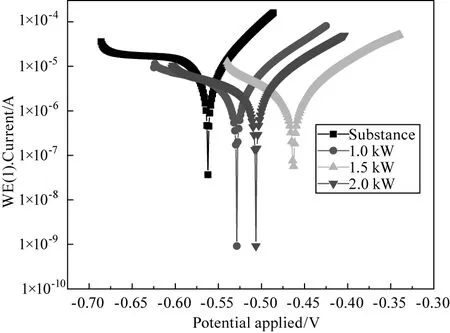
圖10 300M鋼基體及不同激光功率下表面熔覆316L不銹鋼熔覆層的電化學極化曲線
自腐蝕電位是發生腐蝕反應熱力學趨勢的一種度量,能較好地反應熔覆層的耐蝕性[25-26]。從圖10及表4中可以看出,300M鋼基體的陽極極化曲線沒有出現鈍化區;激光熔覆層極化曲線的陽極區域都具有鈍化趨勢,隨著電位的提高,腐蝕電流增加趨緩,并且自腐蝕電位都高于基體。300M鋼基體的腐蝕電位最低,激光功率為1.5 kW時試樣的腐蝕電位最高,從腐蝕熱力學的角度說明基體最容易發生腐蝕,激光功率為1.5 kW的試樣最難發生腐蝕,從腐蝕動力學的角度來看,后者自腐蝕電流最小,這說明一旦腐蝕發生,后者的腐蝕速率最慢。綜合來看,激光功率為1.5 kW時,激光熔覆316L不銹鋼熔覆層的的耐蝕性最優。
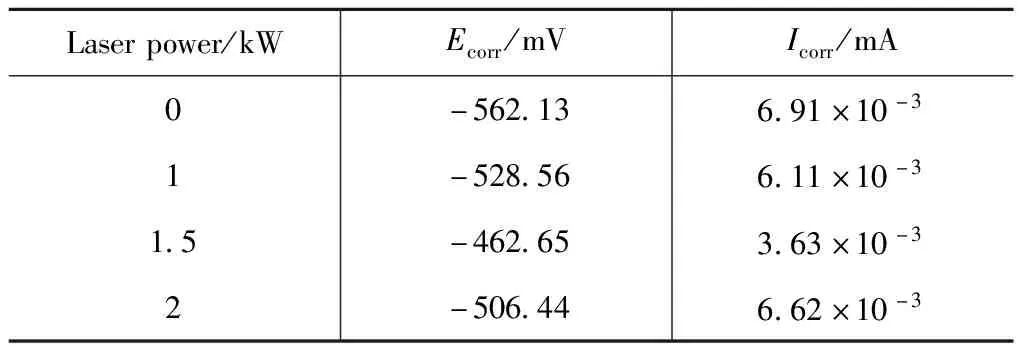
表4 極化曲線擬合結果
圖11(a)為300M鋼基體及不同激光功率下316L不銹鋼熔覆層的Nyquist圖譜,圖11(b)為300M鋼基體及不同激光功率下316L不銹鋼熔覆層的Bode圖譜。從Nyquist圖譜可以看出,激光熔覆功率為2 kW的熔覆層在溶液中的阻抗譜由一個高頻的容抗弧和一個低頻的感抗弧組成,高頻的容抗弧與試樣表面的電子轉移過程密切相關,而低頻的感抗弧主要是由腐蝕產物在試樣表面的吸附造成的。300M鋼基體及1.0 kW、1.5 kW熔覆層的阻抗譜中沒有出現低頻感抗弧,而是在整個高頻和低頻范圍內都表現為一個容抗弧,表明在測試頻率范圍內電極反應為界面反應控制過程。因此,對于300M鋼基體及1.0 kW、1.5 kW熔覆層而言,其Bode圖中應該出現一個容抗弧,如圖11(b)所示。
由圖11(a)可見,激光功率為1.5 kW時,熔覆層的容抗弧的半徑略微大于2.0 kW及1.0 kW,圓弧的半徑越大,試樣的總阻抗越大,由此可知激光功率為1.5 kW的熔覆層的耐腐蝕性能略優于2.0 kW及1.0 kW,這與極化曲線分析結果一致。由Bode 圖可知在高頻區(103Hz~105Hz)范圍內的相位角接近于0,表明在高頻區的阻抗主要為溶液阻抗;在中頻區(1 Hz~103Hz)范圍內,相位角達到最值,其中激光功率為1.5 kW的熔覆層試樣最大為70°,表現出了容抗的典型特征,說明試樣表面的鈍化膜趨于一個電容絕緣層,鈍化膜對試樣的具有一定的保護作用;在低頻區(10-2Hz~1 Hz),阻抗(Z)表示腐蝕反應的阻抗。由圖12(b)可以看出,在低頻區,阻抗大小為1.5 kW>2.0 kW>1.0 kW>基體,說明在5 %NaCl溶液中的侵蝕性離子通過1.5 kW熔覆層表面鈍化膜腐蝕基體要更加困難,因此當激光功率為1.5 kW時熔覆層對基體耐腐蝕的保護能力更強。

圖11 300M鋼基體及不同激光功率下316L不銹鋼熔覆層的電化學阻抗圖
4 結 論
本文在前期實驗的基礎上選取激光掃描速率為3 mm/s,離焦量為30 mm,開展變功率激光熔覆修復300M鋼的對比實驗研究,所得結論如下:
(1)激光功率為1.5 kW時,316L不銹鋼熔覆層稀釋率適中,熔覆層形狀規則,表面修復質量較優。
(2)熔覆層主要檢出物相為奧氏體、馬氏體、Fe-Cr相、及少量的SiC,提高的熔覆層的硬度。熔覆層具有定向凝固的特征,底部為平面晶組織,中下部是胞狀晶/柱狀晶的混合分布,中上部出現大量樹枝晶/等軸晶,表層主要是是等軸晶組織;激光功率為1.5 kW時,熔覆層硬度最大為685~568 HV,是基體硬度的2.5~3倍,更加適合具有摩擦及沖擊的實際工況。
(3)不同激光功率熔覆層的阻抗大小排序為:1.5 kW>2.0 kW>1.0 kW;激光功率為1.5 kW時,所得熔覆層腐蝕電位最高(-462.65 mV),自腐蝕電流最小(3.63×10-3mA),對基體300M鋼耐腐蝕保護性能最好。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
