熔融沉積3D打印機(jī)分體式擠出的特性分析
2021-07-21 14:22:02王明曉
今日自動(dòng)化 2021年4期
王明曉
[摘? ? 要]通過(guò)實(shí)際加工,分析FDM式3D打印機(jī)一體式擠出與分體式擠出在結(jié)構(gòu)和工作原理上的區(qū)別及其利弊,提出對(duì)分體式擠出堵料問(wèn)題的解決方案。并對(duì)一體式擠出和分體式擠出采用不同打印速度打印的試件進(jìn)行質(zhì)量分析,說(shuō)明分體式擠出的FDM 3D打印機(jī)在工作效率上的優(yōu)勢(shì)。
[關(guān)鍵詞]FDM;3D打印;一體式擠出;分體式擠出;堵料;打印速度
[中圖分類(lèi)號(hào)]TP391.73 [文獻(xiàn)標(biāo)志碼]A [文章編號(hào)]2095–6487(2021)04–00–03
Analysis of the Characteristics of Split Extrusion by Fused Deposition 3D Printer
Wang Ming-xiao
[Abstract]Analyze the differences in structure and working principle between FDM 3D printer integrated extrusion and split extrusion and their pros and cons through actual processing, and propose solutions to the problem of material blocking in split extrusion. The quality analysis of the test pieces printed with different printing speeds for integrated extrusion and split extrusion is carried out to illustrate the advantages of the split extrusion FDM 3D printer in work efficiency.
[Keywords]FDM; 3D printing; integrated extrusion; split extrusion;? material blocking; printing speed
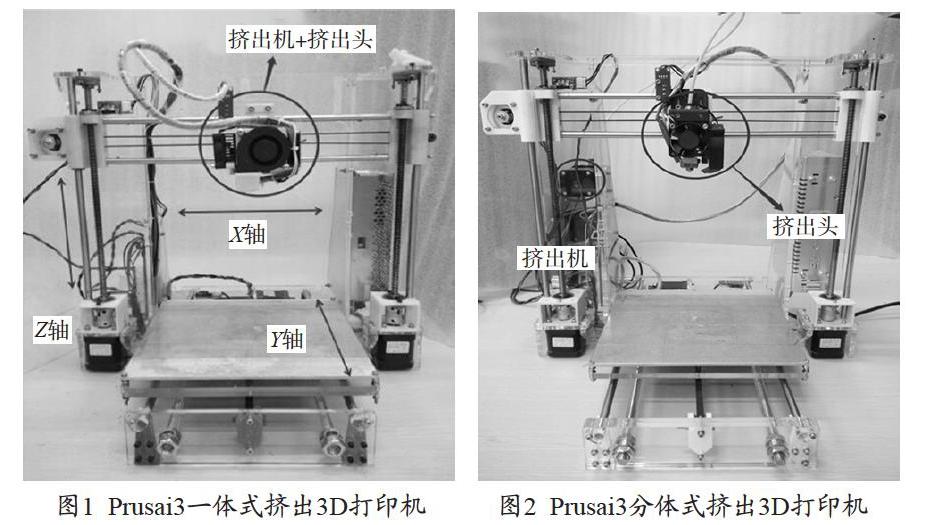
FDM即熔融沉積快速成型工藝,是快速成型工藝中最具發(fā)展前景的成型工藝。FDM工藝具有成型速度快、成本低、成型精度高等特點(diǎn),被廣泛用于概念模型、原型件甚至功能件的制造。本工作主要研究3D打印機(jī)的一體式擠出和分體式擠出這兩種擠出方式,一體式擠出的3D打印機(jī)指的是擠出頭與擠出機(jī)結(jié)構(gòu)為一體,工作時(shí)擠出電機(jī)隨噴頭一起運(yùn)動(dòng),噴頭結(jié)構(gòu)慣性較大,進(jìn)行往復(fù)運(yùn)動(dòng)時(shí),振動(dòng)較大,嚴(yán)重影響打印穩(wěn)定性,限制了打印機(jī)的極限打印速度;分體式擠出指的是擠出頭與擠出機(jī)結(jié)構(gòu)分開(kāi),可以減輕噴頭運(yùn)動(dòng)時(shí)的慣性,增加工作時(shí)的穩(wěn)定性,提高打印速度。為研究FDM成型工藝,采用的機(jī)型是Prusa i3。Prusa i3打印機(jī)體積小、操作方便、維修容易,因此用Prusa i3作為對(duì)比一體式與分體式擠出比較合適。Prusa i3打印機(jī)的一體式擠出如圖1所示。Prusa i3打印機(jī)的分體式擠出如圖2所示。
本次使用打印機(jī)的控制板采用Repetier-firmware0.91版固件,固件參數(shù)是根據(jù)實(shí)際打印情況進(jìn)行了調(diào)整。使用的上位機(jī)軟件是Repetier-Host v1.5.3版本,目的是讓固件與上位機(jī)軟件達(dá)到最好的兼容效果。切片軟件是CuraEngine,該軟件切片速度較快,參數(shù)靈活可調(diào),應(yīng)用廣泛。打印機(jī)控制板選用MKS BASE V1.2版,該控制板是經(jīng)過(guò)優(yōu)化設(shè)計(jì)的一體板,性能比較穩(wěn)定。測(cè)試材料為PLA(聚乳酸)。在研究過(guò)程中,對(duì)兩種擠出方式不同的Prusa i3進(jìn)行了多次打印測(cè)試和操作、記錄數(shù)據(jù)和對(duì)比分析,得出3D打印機(jī)的一體式擠出和分體式擠出的區(qū)別及其利弊。
1 一體式擠出和分體式擠出在結(jié)構(gòu)上的區(qū)別
1.1 一體式擠出
1.1.1 一體式擠出的外部結(jié)構(gòu)
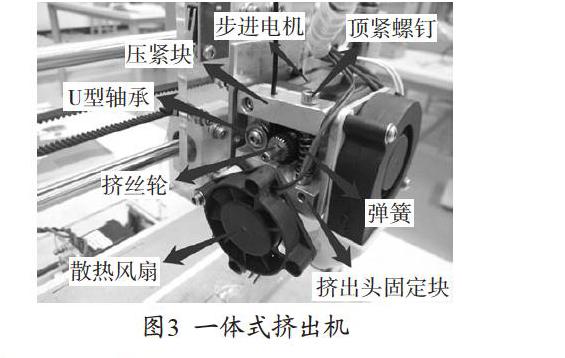
一體式擠出3D打印機(jī)中擠料的擠出電機(jī)和擠出噴頭是裝配成一體的,如圖3所示。從圖3中可以看出,除了擠出電機(jī)與擠出噴頭一體化以外,且擠出電機(jī)固定在支架上,擠出電動(dòng)機(jī)上還需安裝散熱風(fēng)扇,并且看到打印的耗材直接插入擠出機(jī)上,然后被擠出電機(jī)送到噴頭。
1.1.2 一體式擠出內(nèi)部結(jié)構(gòu)
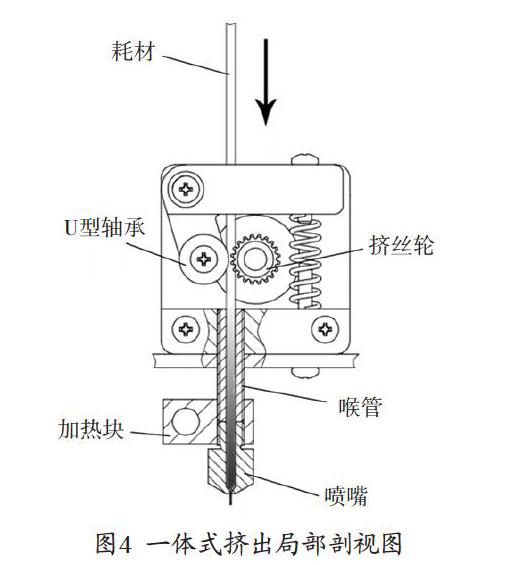
一體式擠出局部剖視圖見(jiàn)圖4。
由圖4能清晰了解其內(nèi)部的結(jié)構(gòu),喉管和噴嘴均通過(guò)螺紋連接緊固在加熱塊上。耗材(ABS或PLA)在步進(jìn)電機(jī)帶動(dòng)的擠絲輪和U型軸承的壓緊力下被送進(jìn)喉管,直到耗材到達(dá)加熱塊處,被融化然后通過(guò)噴嘴擠出。圖中看出漸變的耗材,深顏色表示耗材被加熱的溫度最大,在喉管遠(yuǎn)離加熱塊處溫度漸漸下降,但是由于金屬的導(dǎo)熱性,仍然有一定的溫度傳送到步進(jìn)電機(jī)的固定塊上,這樣會(huì)使步進(jìn)電機(jī)的溫度上升而影響步進(jìn)電機(jī)的正常使用,所以需要散熱風(fēng)扇對(duì)步進(jìn)電機(jī)進(jìn)行散熱。
1.2 分體式擠出
1.2.1 分體式擠出外部結(jié)構(gòu)
(1)擠出電機(jī)和加熱噴頭分開(kāi)安裝。在X軸上只需要安裝加熱噴頭,主要作用是加熱耗材擠出,如圖5所示。另外的擠出電機(jī)要和送料齒輪裝配,主要作用是送料作用,如圖6所示。這就是分體式擠出和一體式擠出的主要區(qū)別,分體式擠出把一體式擠出的功能分成兩部完成。
(2)分體式擠出方式把一體式擠出機(jī)的功能分成兩部分,兩者之間需要連接一條導(dǎo)料管(鐵氟龍管),如圖7所示。
1.2.2 分體式擠出內(nèi)部結(jié)構(gòu)
分體式擠出內(nèi)部結(jié)構(gòu)剖視圖見(jiàn)圖8。
由圖8能清晰了解其內(nèi)部的結(jié)構(gòu),喉管和噴嘴均通過(guò)螺紋連接緊固在加熱塊上與一體式擠出的結(jié)構(gòu)類(lèi)似,唯一不同的就是分體式擠出的喉管另外一端固定在散熱管。耗材同樣在步進(jìn)電機(jī)帶動(dòng)的擠絲輪和U型軸承的壓緊力下通過(guò)送料管被送進(jìn)喉管,最后被融化通過(guò)噴嘴擠出。
2 一體式擠出和分體式擠出的利弊
2.1 一體式擠出的弊端
(1)擠出電機(jī)與加熱噴頭裝配成一體,增加了擠出頭在X軸上滑動(dòng)的重量,當(dāng)打印的速度提高到一定的程度,往往使擠出頭出現(xiàn)抖動(dòng),從而影響打印的質(zhì)量和精度。
(2)由于擠出電機(jī)與加熱噴頭裝配成一體,不僅增大了加熱頭支架的體積,還使打印機(jī)X軸的運(yùn)動(dòng)行程減短,限制了打印零件的寬度。
(3)如果一體式擠出頭出現(xiàn)堵料的情況,不僅把擠出頭拆出來(lái)清理,而且還要把卡在擠出機(jī)上的耗材取出、比較麻煩,要把裝在擠出電機(jī)上的風(fēng)扇和電機(jī)散熱塊拆出來(lái),很明顯,這個(gè)過(guò)程帶來(lái)了很多不方便。
2.2 分體式擠出的優(yōu)勢(shì)
(1)由于分體式擠出的電機(jī)不是安裝在X軸上,使擠出頭的重量明顯減輕了,當(dāng)打印速度提高時(shí),擠出頭不會(huì)出現(xiàn)抖動(dòng)的情況,相對(duì)一體式擠出而言,打印的速度可以提高一倍,而且可以保證打印的質(zhì)量和精度及縮短了打印時(shí)間。
(2)分體式擠出使擠出頭簡(jiǎn)單化,所以拆裝擠出頭部分比較方便,有利于堵料時(shí)快速地清潔擠出頭。
2.3 FDM式3D打印分體式擠出易出現(xiàn)堵料問(wèn)題分析及解決方案
分體式擠出易出現(xiàn)以下兩種堵料的現(xiàn)象。
(1)喉管堵料。由圖8得知耗材受熱的長(zhǎng)度比近程擠出的長(zhǎng),也是由于金屬的導(dǎo)熱性,散熱管也有一定的溫度,會(huì)使耗材在散熱管處融化,這也是遠(yuǎn)程擠出容易發(fā)生堵料的原因。
(2)噴嘴堵料。熱敏電阻(安裝于加熱塊中)檢測(cè)溫度失真,噴頭溫度比顯示溫度高很多,導(dǎo)致料絲碳化發(fā)硬,堵住噴嘴。
由于分體式擠出最常出現(xiàn)的問(wèn)題就是喉管堵料,因此在這里只分析喉管堵料的問(wèn)題。擠出頭最前端有加熱管,會(huì)把塑料熔化成黏流態(tài)。后面的塑料繼續(xù)往前推擠,就可以讓黏流態(tài)的塑料從噴孔擠出,這是工作原理。但是喉管中心通道鉆孔的孔徑,一定要大于塑料的直徑。甚至塑料本身直徑有誤差,有時(shí)候會(huì)稍微細(xì)一點(diǎn)。所以喉管通孔與塑料之間一定會(huì)有間隙。前端熔化的塑料受到擠壓后,不只會(huì)從噴孔擠出,也會(huì)從后端的間隙倒流回去。一般不常看到圖9中那樣夸張得從喉管后端溢出,但是如果倒流的距離稍長(zhǎng),則塑料與喉管之間的摩擦力變得很大,進(jìn)退不得,如圖9所示。
解決的辦法是讓喉管散熱。加熱頭以外的部分,盡量散熱。例如散熱管的位置,盡量散熱,讓溫度低到能夠使倒流的塑料凝固,達(dá)到阻止倒流的目的。凝固的部分雖然也會(huì)增加摩擦力,但是范圍控制得夠小,摩擦力增加的幅度就會(huì)受到控制。
經(jīng)過(guò)長(zhǎng)時(shí)間實(shí)踐,在散熱管位置處安裝一個(gè)接電源的風(fēng)扇,使風(fēng)扇在整個(gè)打印過(guò)程中一直工作,這樣就能夠避免喉管堵料。
本次做一個(gè)打印速度測(cè)試,分別使用一體式和分體式擠出的3D打印機(jī)以不同的速度打印外形尺寸20 mm×20 mm×5 mm,內(nèi)孔10 mm×10 mm的四方體,使用軟件Repetier-Host,切片軟件為CuraEngine,切片軟件設(shè)置的打印速度為50%,打印結(jié)果見(jiàn)表1,表中打印速度均為軟件Repetier-Host所設(shè)置的打印速度。
分析表1中兩種機(jī)型所打印的打印件:
打印速度150 mm/s時(shí),一體式擠出i3的抖動(dòng)情況開(kāi)始比分體式擠出i3的大,打印精度也開(kāi)始降低,棱邊不直,出現(xiàn)翹角;
打印速度200 mm/s時(shí),一體式擠出i3打印精度仍然很低,并出現(xiàn)表明粗糙,填充不足的情況,而分體式擠出i3仍然保證100 mm/s的表面質(zhì)量和精度,但與一體式擠出的一樣出現(xiàn)輕微的翹角情況;
打印速度300 mm/s時(shí),一體式擠出i3打印精度低,翹角明顯,表面粗糙,填充不足更加嚴(yán)重,而分體式的打印精度也有所降低,但其質(zhì)量在此速度仍保持著一體式擠出i3在150 mm/s的狀態(tài)。
與一體式擠出i3相比,分體式擠出i3在打印速度方面取得很大的優(yōu)勢(shì),在保證打印制品的質(zhì)量的前提下,分體式擠出i3在高速打印下極大提高了工作效率和穩(wěn)定性。
3 結(jié)束語(yǔ)
講述了FDM3D打印機(jī)中分體式擠出和一體式擠出兩種擠出方式在結(jié)構(gòu)上和工作原理上的區(qū)別。理解分體式擠出和一體式擠出兩種方式的工作原理后,并分析它們的利弊,有利于之后的打印速度測(cè)試的分析。分體式擠出方式在堵料上的問(wèn)題得到了解決,就能分別對(duì)一體式擠出和分體式擠出在打印速度方面進(jìn)行對(duì)比。分別以不同的打印速度打印出相同規(guī)格的測(cè)試方塊,對(duì)測(cè)試方塊進(jìn)行對(duì)比分析,得出的結(jié)論是分體式擠出式比一體式擠出式所打印的速度快一倍的前提下,所打印的模型質(zhì)量和精度也得到保證,因此,在工作效率上分體式擠出式的FDM3D打印機(jī)占很大的優(yōu)勢(shì)。
參考文獻(xiàn)
[1] 孫春華.FDM成形件精度預(yù)測(cè)模型的建立[J].機(jī)械科學(xué)與技術(shù),2010(3):399-403.
[2] 胡發(fā)宗.三維立體打印機(jī)的成形技術(shù)[M].上海:上海交通大學(xué)出版社,2012.