SmartSite RS型應(yīng)力儀檢測(cè)不同熱輸入下16?MnDR焊接接頭的殘余應(yīng)力
2021-07-21 14:17:55譚世友王波閆巖
今日自動(dòng)化 2021年4期
譚世友 王波 閆巖
[摘? ? 要]焊接過程中會(huì)產(chǎn)生焊接殘余應(yīng)力,SmartSite RS型應(yīng)力儀檢測(cè)焊接殘余應(yīng)力的研究相對(duì)較少。SmartSite RS型應(yīng)力儀對(duì)不同熱輸入下16 MnDR焊接接頭殘余應(yīng)力進(jìn)行檢測(cè),研究焊接熱輸入對(duì)殘余應(yīng)力的影響,指導(dǎo)該型設(shè)備應(yīng)用于實(shí)際生產(chǎn),具有重要意義。
[關(guān)鍵詞]SmartSite RS型應(yīng)力儀;殘余應(yīng)力;熱輸入;16 MnDR接頭
[中圖分類號(hào)]TH87 [文獻(xiàn)標(biāo)志碼]A [文章編號(hào)]2095–6487(2021)04–00–02
SmartSite RS Type Stress Meter Detects the Residual Stress of
16 MnDR Welded Joints Under Different Heat Input
Tan Shi-you,Wang Bo,Yan Yan
[Abstract]Welding residual stress will be generated in the welding process. There are relatively few researches on the detection of welding residual stress by SmartSite RS type stress meter. The SmartSite RS type stress meter detects the residual stress of 16 MnDR welded joints under different heat input, studies the influence of welding heat input on the residual stress and guides the application of this type of equipment in actual production, which is of great significance.
[Keywords]SmartSite RS type stress meter; residual stress; heat input; 16 MnDR joint
焊接過程是一個(gè)局部不均勻的加熱過程,不均勻溫度場(chǎng)會(huì)導(dǎo)致受約束的熱變形和塑性變形,不可避免地產(chǎn)生殘余應(yīng)力[1-2]。殘余應(yīng)力是影響焊接工件的疲勞強(qiáng)度和疲勞壽命的重要因素,且影響工件的尺寸精度和穩(wěn)定性[3-4]。基于X射線衍射無損檢測(cè)法[5-6],采用SmartSite RS型應(yīng)力儀檢測(cè)16 MnDR焊接接頭的焊接殘余應(yīng)力報(bào)道較少。
本文采用SmartSite RS型應(yīng)力儀對(duì)不同熱輸入下的16 MnDR焊接接頭的焊接殘余應(yīng)力進(jìn)行檢測(cè),研究焊接熱輸入對(duì)16 MnDR接頭殘余應(yīng)力影響和指導(dǎo)該型設(shè)備應(yīng)用于實(shí)際生產(chǎn)具有重要意義。
1 實(shí)驗(yàn)方法與設(shè)備
1.1 實(shí)驗(yàn)設(shè)備
X射線衍射無損檢測(cè)法原理如圖1所示。當(dāng)一束具有一定波長λ的X射線照射到多晶體上時(shí),會(huì)在一定的角度(2θ)上接收到反射的X射線衍射峰[5-6]。
SmartSite RS型便攜式應(yīng)力儀基于X射線衍射無損檢測(cè)法,檢測(cè)材料表面的殘余應(yīng)力,通過一次射線照射即可采集接近完整的徳拜環(huán),采用cosα方法計(jì)算輸出應(yīng)力結(jié)果,無需傳統(tǒng)測(cè)角儀式運(yùn)動(dòng),具有檢測(cè)快速、結(jié)果精準(zhǔn)和便攜小巧特點(diǎn)[5-6]。
1.2 實(shí)驗(yàn)方法、母材和焊絲
組裝時(shí)保證每塊對(duì)接試板的間隙為3 mm,焊縫背面貼陶瓷墊板,保證兩試板平直度;采用機(jī)械手焊接對(duì)接試板,焊接時(shí)分別采用10 ~15 kJ/cm、15 ~20 kJ/cm、20 ~25 kJ/cm熱輸入進(jìn)行焊接。根據(jù)熱輸入進(jìn)行編程,確定焊接參數(shù)。焊接熱輸入公式如下:
E=U×I×η/v (1)
E為焊接熱輸入;U為焊接電壓,V;
I為焊接電流,A;v為焊接速度,cm/s或mm/s;
η為熱效率系數(shù),氬弧焊為0.5,氣保焊為0.6~0.8,埋弧焊為0.8~0.9。
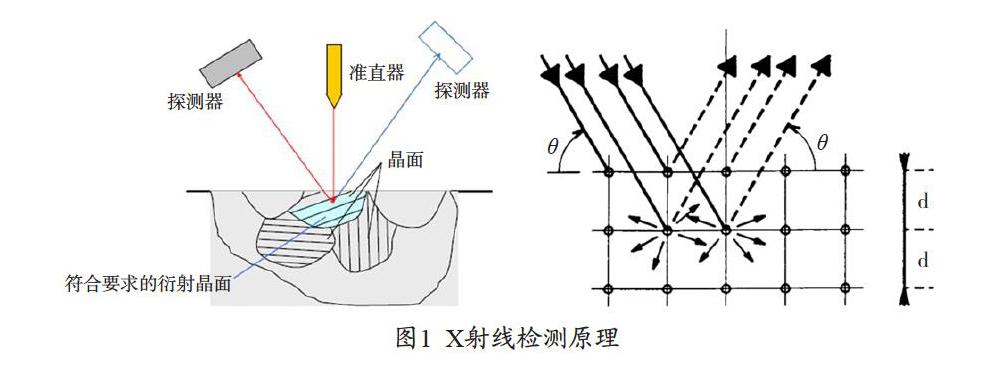
母材為300 mm×300 mm×12 mm的16 MnDR,其化學(xué)成分和力學(xué)性能見表1。16 MnDR焊接使用的焊接材料為ISO14341-A-G384M212Si。保護(hù)氣體為富氬混合氣(Ar=80%~82%,CO2=18%~20%),焊絲化學(xué)成分見表2。
采用SmartSite RS型便攜式應(yīng)力儀,檢測(cè)3種不同熱輸入下焊接接頭的殘余應(yīng)力,分析不同熱輸入對(duì)焊接接頭殘余應(yīng)力的影響。
2 結(jié)果與分析
檢測(cè)試板為對(duì)接焊接試板,16MnDR焊接材料在不同焊接熱輸入下的試板如圖2所示。沿焊縫選擇3處進(jìn)行檢測(cè),垂直焊縫方向選擇焊縫中心和兩處熱影響區(qū)布置檢測(cè)點(diǎn),各試板檢測(cè)總測(cè)點(diǎn)數(shù)量為9個(gè)。殘余應(yīng)力檢測(cè)方向?yàn)榇怪焙缚p方向。
如表3所示是焊縫三種不同熱輸入下接頭的德拜環(huán)結(jié)果,SmartSite RS型應(yīng)力儀使用二維探測(cè)器采集德拜環(huán)衍射信息。德拜環(huán)的形貌可反映測(cè)點(diǎn)處的材料組織狀態(tài),一般材料組織越均勻,其衍射德拜環(huán)越平滑。
對(duì)母材區(qū)、熱影響區(qū)和焊縫中心采集的德拜環(huán)圖譜進(jìn)行對(duì)比分析,表明焊縫中心的德拜環(huán)均勻性更差,反映出焊縫中心相對(duì)于母材,其組織更加不均勻;對(duì)比不同熱輸入下接頭的母材區(qū)、熱影響區(qū)和焊縫中心區(qū)域的德拜環(huán)圖譜,熱輸入小的接頭德拜環(huán)圖譜更圓滑,表明熱輸入小的接頭的組織較熱輸入大的接頭更加均勻。
表4是3種不同熱輸入下接頭的殘余應(yīng)力值。圖3是熱輸入為20~25 kJ/cm接頭的殘余應(yīng)力樹形圖。焊縫中心區(qū)域?yàn)槔瓚?yīng)力,熱影響區(qū)和母材區(qū)為壓應(yīng)力。應(yīng)力分布呈現(xiàn)較為顯著的規(guī)律:焊縫中心為拉應(yīng)力,向母材區(qū)延伸時(shí),應(yīng)力急劇降低并呈壓應(yīng)力狀態(tài),且焊縫中心的殘余應(yīng)力絕對(duì)值大于熱影響區(qū)和近熱影響區(qū)的母材區(qū),與德拜環(huán)圖譜結(jié)果一致。
圖4是3種不同熱輸入下接頭的殘余應(yīng)力值的平均值樹形圖。3種不同熱輸入的接頭殘余應(yīng)力與上述結(jié)果一致。熱輸入大的接頭在相同區(qū)域(焊縫中心、熱影響區(qū)和母材區(qū))的殘余應(yīng)力要大于熱輸入小的接頭的殘余應(yīng)力。表明熱輸入小,接頭殘余應(yīng)力更小,有利于變形控制,有利于提高疲勞強(qiáng)度和疲勞壽命。因此在焊接過程中,熱輸入小能降低工件的變形和有利于疲勞強(qiáng)度和壽命。
SmartSite RS型應(yīng)力儀在檢測(cè)過程中,以其體積小、測(cè)量速度快速和結(jié)果精準(zhǔn)等特點(diǎn),能滿足16 MnDR對(duì)接接頭的殘余應(yīng)力檢測(cè),對(duì)設(shè)備應(yīng)用與實(shí)際工況具有指導(dǎo)意義。
3 結(jié)論
本文采用SmartSite RS型應(yīng)力儀對(duì)不同熱輸入下的16MnDR焊接接頭的焊接殘余應(yīng)力進(jìn)行檢測(cè),研究焊接熱輸入對(duì)16MnDR接頭的殘余應(yīng)力的影響,結(jié)論如下:
(1)焊縫中心區(qū)域?yàn)槔瓚?yīng)力,熱影響區(qū)和母材區(qū)為壓應(yīng)力。向母材區(qū)延伸時(shí),應(yīng)力急劇降低并呈壓應(yīng)力狀態(tài),與德拜環(huán)圖譜結(jié)果一致。
(2)熱輸入大的接頭在相同區(qū)域(焊縫中心、熱影響區(qū)和母材區(qū))的殘余應(yīng)力要大于熱輸入小的,熱輸入小能降低工件的變形和有利于疲勞強(qiáng)度和壽命。
(3)SmartSite RS型應(yīng)力儀在檢測(cè)過程中,以其優(yōu)勢(shì)能滿足16 MnDR對(duì)接接頭的殘余應(yīng)力檢測(cè),對(duì)設(shè)備應(yīng)用與實(shí)際工況具有指導(dǎo)意義。
參考文獻(xiàn)
[1] 黃小葉.焊接構(gòu)架側(cè)梁殘余應(yīng)力數(shù)值模擬分析[D].成都:西南交通大學(xué),2008.
[2] 張家棟,李強(qiáng),王靈芝.利用巴克豪森效應(yīng)測(cè)量轉(zhuǎn)向架焊接構(gòu)架殘余應(yīng)力[J].機(jī)車車輛工藝,2009(2):1-4.
[3] 苗莉莉,張新.磁彈性法無損測(cè)試轉(zhuǎn)向架殘余應(yīng)力分布的試驗(yàn)研究[J].鐵道車輛,2009,47(2):1-3.
[4] 張世欣,鄧小軍,王明巖,等.B型地鐵構(gòu)架焊接殘余應(yīng)力X射線衍射法測(cè)量[J].電焊機(jī),2014,44(5):252-255.
[5] 方洪淵.焊接結(jié)構(gòu)學(xué)[M].北京:機(jī)械工業(yè)出版社,2008.
[6] X射線應(yīng)力測(cè)定方法:GB 7704—2008[S].
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12