半鋼子午線輪胎胎里徑向裂口的原因分析及解決措施
2021-07-21 02:10:42張鳳杰
橡膠科技 2021年1期
張鳳杰,朱 鵬
(樺林佳通輪胎有限公司,黑龍江 牡丹江 157032)
胎里徑向裂口是半鋼子午線輪胎常見的缺陷之一,導(dǎo)致廢品率提高,給生產(chǎn)企業(yè)造成一定的經(jīng)濟(jì)損失。由于輕微的胎里裂口從外觀上不易辨別,缺陷輪胎容易流入市場(chǎng),給用戶帶來(lái)極大的安全隱患[1-3]。
本工作結(jié)合實(shí)際生產(chǎn)工藝,對(duì)半鋼子午線輪胎胎里徑向裂口缺陷問(wèn)題進(jìn)行攻關(guān),分析其原因并提出相應(yīng)解決措施。
1 胎里徑向裂口的特征
胎里徑向裂口是指輪胎胎里在肩部產(chǎn)生的沿簾線方向的裂口(如圖1所示)。通過(guò)對(duì)胎里徑向裂口輪胎進(jìn)行剖析,發(fā)現(xiàn)胎里徑向裂口是由于內(nèi)襯層膠料滲透到簾布層中而產(chǎn)生的。裂口大多集中在部件接頭位置,占總裂口數(shù)量的75.21%。在接頭位置裂口中,簾布接頭位置裂口占41.11%,多個(gè)接頭位置裂口占32.96%,內(nèi)襯層接頭位置裂口占15.74%,胎側(cè)接頭位置裂口占10.19%。

圖1 胎里徑向裂口
2 原因分析及解決措施
2.1 簾布電子輻照預(yù)硫化的輻照劑量不足
在半鋼子午線輪胎壓延工藝中采用電子輻照預(yù)硫化的目的是穩(wěn)定部件尺寸,同時(shí)進(jìn)行輕量化設(shè)計(jì)以降低生產(chǎn)成本。通常壓延生產(chǎn)的前幾米簾布的電子輻照劑量不足,在異常停機(jī)處理時(shí)部分簾布甚至未受到輻照。
為了驗(yàn)證簾布電子輻照預(yù)硫化的輻照劑量對(duì)胎里徑向裂口的影響,選擇正常輻照和未經(jīng)輻照的簾布分別生產(chǎn)100條同一規(guī)格輪胎。結(jié)果表明,15%的未經(jīng)輻照輪胎出現(xiàn)胎里徑向裂口,只有1條正常輻照輪胎出現(xiàn)胎里徑向裂口。正常輻照和未經(jīng)輻照輪胎的斷面分別如圖2和3所示。
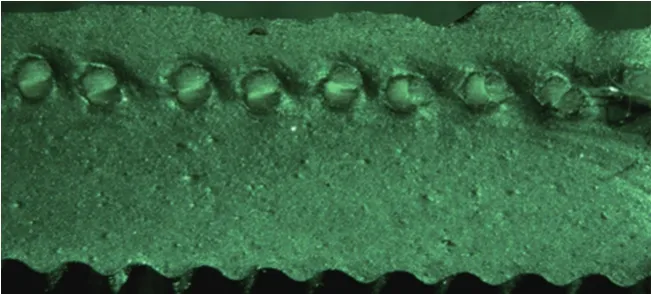
圖2 正常輻照輪胎斷面
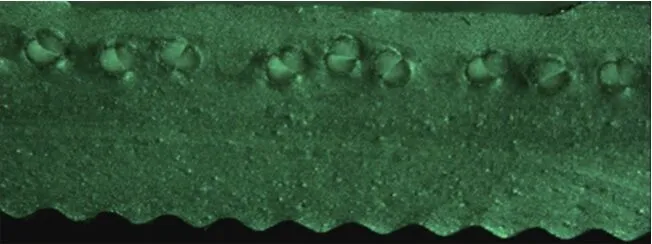
圖3 未經(jīng)輻照輪胎斷面
從圖2和3可以看出:與未經(jīng)輻照輪胎相比,正常輻照輪胎的內(nèi)襯層厚度可增大0.5~0.8 mm;正常輻照輪胎的簾線排列均勻,未經(jīng)輻照輪胎的簾線排列不均,膠料流動(dòng)大,且局部嵌入簾線縫隙的膠料較多,存在胎里徑向裂口風(fēng)險(xiǎn)。
因此在壓延時(shí),簾布應(yīng)以較慢速率進(jìn)入電子輻照設(shè)備,輻照劑量達(dá)到標(biāo)準(zhǔn)后才可以提速,最大速度不能超過(guò)技術(shù)標(biāo)準(zhǔn)要求。當(dāng)異常停機(jī)時(shí),未經(jīng)輻照或輻照劑量不足的簾布需按技術(shù)標(biāo)準(zhǔn)進(jìn)行特殊處理后再使用。
2.2 簾線伸張率大
成型機(jī)機(jī)鼓寬度設(shè)計(jì)過(guò)小或部件厚度不足均會(huì)導(dǎo)致簾線伸張率過(guò)大。當(dāng)簾線伸張率較大時(shí),胎坯定型硫化后會(huì)發(fā)生較大的徑向拉伸變形,從而導(dǎo)致內(nèi)襯層厚度減小,產(chǎn)生胎里徑向裂口。如果同一條輪胎非裂口位置的內(nèi)襯層厚度也未達(dá)到設(shè)計(jì)要求,大多是由于肩部材料不足、胎坯過(guò)度伸張而導(dǎo)致胎里徑向裂口。
為了解決這個(gè)問(wèn)題,在施工設(shè)計(jì)時(shí),應(yīng)根據(jù)成型機(jī)機(jī)鼓寬度與胎里內(nèi)周長(zhǎng)的比值確定機(jī)頭寬度。該比值不宜過(guò)小,以減小硫化時(shí)簾線的伸張變形。增大胎冠的全寬、冠寬、胎肩墊膠厚度也是解決胎里徑向裂口問(wèn)題比較有效的措施。
2.3 部件接頭不良
部件接頭主要指簾布、內(nèi)襯層、胎側(cè)的接頭。接頭不良包括接頭量超標(biāo)、接頭脫開、接頭拉伸、接頭打褶、多個(gè)接頭集中。接頭量超標(biāo)以簾布接頭量超標(biāo)引起的胎里徑向裂口(如圖4所示)最為常見。接頭量大會(huì)使部件厚度差值增大,易造成接頭位置裂口。
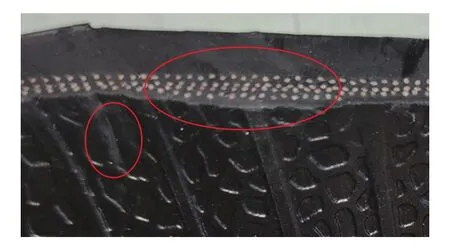
圖4 簾布接頭量超標(biāo)引起的胎里徑向裂口
解決措施為:按技術(shù)標(biāo)準(zhǔn)設(shè)定成型機(jī)機(jī)鼓轉(zhuǎn)速、壓輥壓力;在內(nèi)襯層、簾布、胎側(cè)貼合時(shí),海綿輥滾壓1周以上;材料貼合時(shí)與貼合鼓相切;以接頭量和整體拉伸量共同控制接頭。
2.4 肩部材料過(guò)渡不良
肩部材料過(guò)渡不良,材料端點(diǎn)集中,胎坯成型后在集中的端點(diǎn)處會(huì)形成一條溝,硫化定型后內(nèi)襯層膠料向該處流動(dòng),易形成胎里徑向裂口。最常見的端點(diǎn)集中是胎冠膠端點(diǎn)與冠帶層端點(diǎn)的集中。其次胎冠和胎側(cè)形狀設(shè)計(jì)不合理,在胎冠膠端點(diǎn)或翼膠端點(diǎn)處材料厚度梯度較大,也易引起胎里徑向裂口。
在設(shè)計(jì)時(shí)可增加部件之間的差級(jí),使部件均勻分布,材料合理過(guò)渡。
2.5 噴涂劑或隔離劑使用不當(dāng)
噴涂劑、隔離劑用量過(guò)大,會(huì)在部件接頭處聚積(如圖5所示);噴涂不均、噴涂劑用量過(guò)大均會(huì)導(dǎo)致噴涂劑從內(nèi)襯層接頭處滲入到胎坯中,進(jìn)而引起內(nèi)襯層接頭處胎里徑向裂口。

圖5 內(nèi)襯層接頭處噴涂劑聚積
解決措施為:隔離劑定期涂刷,涂刷均勻,不得污染模腔;保證噴涂劑符合使用要求;檢查噴嘴、噴頭位置及內(nèi)噴涂液供料壓力;攪拌桶保持清潔、裝配過(guò)濾網(wǎng);胎坯按要求方向放置在輥道上,防止噴涂液進(jìn)入內(nèi)襯層。
2.6 硫化膠囊選取不合適
輪胎胎里徑向裂口通常發(fā)生在新硫化膠囊使用次數(shù)小于100時(shí)。每種尺寸的硫化膠囊都有其適用范圍,若選擇的硫化膠囊較小,輪胎硫化充氣定型后膠囊外輪廓與胎坯內(nèi)輪廓吻合不良,易導(dǎo)致窩氣式胎里徑向裂口(如圖6所示)。

圖6 窩氣式胎里徑向裂口
解決措施為:定型時(shí)膠囊必須均勻伸展;新硫化膠囊使用前,按技術(shù)標(biāo)準(zhǔn)要求手動(dòng)充氣膨脹;跟據(jù)伸張率選擇尺寸合適的硫化膠囊,硫化膠囊伸張率應(yīng)控制在30%以下。
2.7 硫化參數(shù)設(shè)定不合理
硫化定型壓力過(guò)大,簾線和內(nèi)襯層伸張率增大,內(nèi)襯層膠料嵌入簾線中,會(huì)導(dǎo)致胎里徑向裂口;硫化定型壓力不足,則硫化膠囊定型不充分,更容易造成窩氣式胎里徑向裂口;定型高度過(guò)大或過(guò)小也會(huì)影響硫化膠囊的伸張從而導(dǎo)致胎里徑向裂口。
在新膠囊使用次數(shù)不大于10時(shí),應(yīng)按技術(shù)標(biāo)準(zhǔn)調(diào)整一次定型和二次定型壓力。定型壓力的檢查以實(shí)際顯示的壓力為準(zhǔn),設(shè)定值作為參考。在生產(chǎn)過(guò)程中,如果定型壓力在技術(shù)標(biāo)準(zhǔn)范圍內(nèi),輪胎外觀仍出現(xiàn)問(wèn)題,應(yīng)及時(shí)反饋,不得隨意調(diào)整定型壓力。定型高度應(yīng)符合施工標(biāo)準(zhǔn),更換輪胎規(guī)格時(shí)應(yīng)相應(yīng)調(diào)整定型高度。
2.8 膠料門尼粘度低
如果內(nèi)襯層膠料、簾布膠門尼粘度低,硫化定型后內(nèi)襯層膠料過(guò)度流動(dòng),易嵌入簾線縫隙造成胎里徑向裂口。解決措施是嚴(yán)格控制煉膠和擠出工藝,使膠料門尼粘度符合工藝要求,并按技術(shù)標(biāo)準(zhǔn)要求控制返回膠的摻用比例。
3 結(jié)語(yǔ)
針對(duì)半鋼子午線輪胎胎里徑向裂口問(wèn)題,從壓延、成型、硫化等各工序分析原因,通過(guò)合理選取工藝參數(shù)、加強(qiáng)工藝管理、嚴(yán)格執(zhí)行技術(shù)標(biāo)準(zhǔn)、優(yōu)化結(jié)構(gòu)設(shè)計(jì)等措施,可有效避免輪胎胎里徑向裂口的產(chǎn)生,從而降低輪胎廢品率。