手表小模數齒輪滾刀的設計
2021-07-20 21:24:47張瑩
今日自動化 2021年3期
張瑩


[摘 ? ?要]用于計時儀器及某些精密儀表機構中的傳動齒輪的齒形,又稱儀表圓弧齒形、修正擺線齒形。在計時儀器中,采用鐘表齒形已有很長歷史。現代鐘表齒形是由擺線齒形演變而來的。內擺線是一滾圓沿另一圓的圓周內面作純滾動時,滾圓圓周上一點的運動軌跡。滾圓叫做擺線的生成圓,而另一圓叫做擺線的母圓。在擺線嚙合中,母圓就是齒輪的分度圓。為了便于制造和改善傳動性能,對理論擺線齒形做了一定的修正。最初是用近似理論擺線的圓弧,代替鐘表中的輪片和齠輪齒頂部分的外擺線齒形。
[關鍵詞]模數;擺線;齒廓;滾動
[中圖分類號]TH132.41 [文獻標志碼]A [文章編號]2095–6487(2021)03–00–03
[Abstract]It is used for the tooth profile of transmission gears in timing instruments and some precision instruments. It is also called instrument arc tooth profile and modified cycloid tooth profile. It has a long history to use the tooth shape of clocks and watches in timing instruments. The tooth shape of modern clocks and watches is evolved from cycloid tooth shape. Hypocycloid is the motion track of a point on the circle of a rolling circle when a rolling circle rolls along the inner surface of the circle of another circle. A rolling circle is called the generating circle of a cycloid, and another circle is called the parent circle of a cycloid. In cycloid meshing, the mother circle is the indexing circle of the gear. In order to manufacture and improve the transmission performance, the theoretical cycloid profile has been modified. At first, the epicycloid tooth profile of the top part of the wheel and pinion in clocks and watches was replaced by the arc of the approximate theoretical cycloid.
[Keywords]modulus; cycloid; tooth profile; rolling
手表的齒輪傳動系,特別是主傳動系,廣泛采用一種所謂的圓弧齒形。這種齒形是接線齒形演變而來的,因純擺線齒形加工很難,故用圓弧來代替擺線,也叫修正擺線齒形,能使齒軸的最少齒數為6,從而在輪片齒數不太多的條件下取得大的傳動比,這對減小機芯直徑、對高頻手表極為有利,傳動效率高。由于齒形由相嚙合的一對齒輪和模數所決定,因此齒數和模數不同,所使用的滾刀和銑刀也不同。修正擺線的齒輪特點是:齒輪的齒頂部分采用近似擺線的圓弧,齒腰部分則是與齒頂圓弧和齒根圓弧圓滑連接的徑向線。
滾刀齒形設計的基本原理。根據嚙合理論,兩個嚙合齒形的工作部分,在相對運動時,必須互相迂回。假定把齒輪當作一個基圓滾動,而且不在另一齒輪的節圓上滑動,那么齒輪齒面的各個相繼位置便會在與另一齒輪相連的固定單面上形成一組平緩曲線。這組曲線的包絡線也就是所求的齒輪的嚙合面。因為:①包絡線上的每一點也就是曲線組中的某一根曲線上的一點;②包絡線上每一點也就是曲線組中兩相鄰曲線在無限接近時相切的極限位置。
當滾刀滾動時,其齒面在一個與滾切齒輪相連的固定平面內形成一組平緩曲線。這組曲線的包絡線就是齒輪的嚙合面,或者就是所滾切的齒輪齒形。相反的,齒輪齒形的一組曲線的包絡線,即是滾刀的齒形。因此,要確定滾刀的齒形,首先應該找到所滾切齒輪齒形沿齒條節圓滾動而不發生齒輪節圓上的滑動時所作出的曲線上的包絡線。事實上齒輪滾刀的設計,首先就是滾刀齒廓的設計。
如上所述,滾刀設計的基本原理是假定被滾切的輪片在節圓附近有一個假想的滾動圓(或節圓)沿著一根直線作無滑動的滾動,在這個滾動過程中,輪片在每一瞬時對滾動直線所在平面上的投影,形成了一組原始的包絡線滾刀齒形,這組曲線就是被輪片投影而成的包絡線,把這組包絡線經過適當的修正,即成為所要求的滾刀齒形。
小模數齒輪滾刀齒形設計的圖解計算法。圖解計算法是在生產實際中應用較廣泛的一種設計方法,也是一種最直觀的設計方法,滾刀齒形的形成過程清楚,在設計過程中容易發現設計上的差錯。齒形滾動的軌跡采用坐標計算,但滾刀包絡線的圖形采用圖解法。
1 設計滾刀的原始參數的換算與驗算
1.1 設計滾刀原始參數的換算
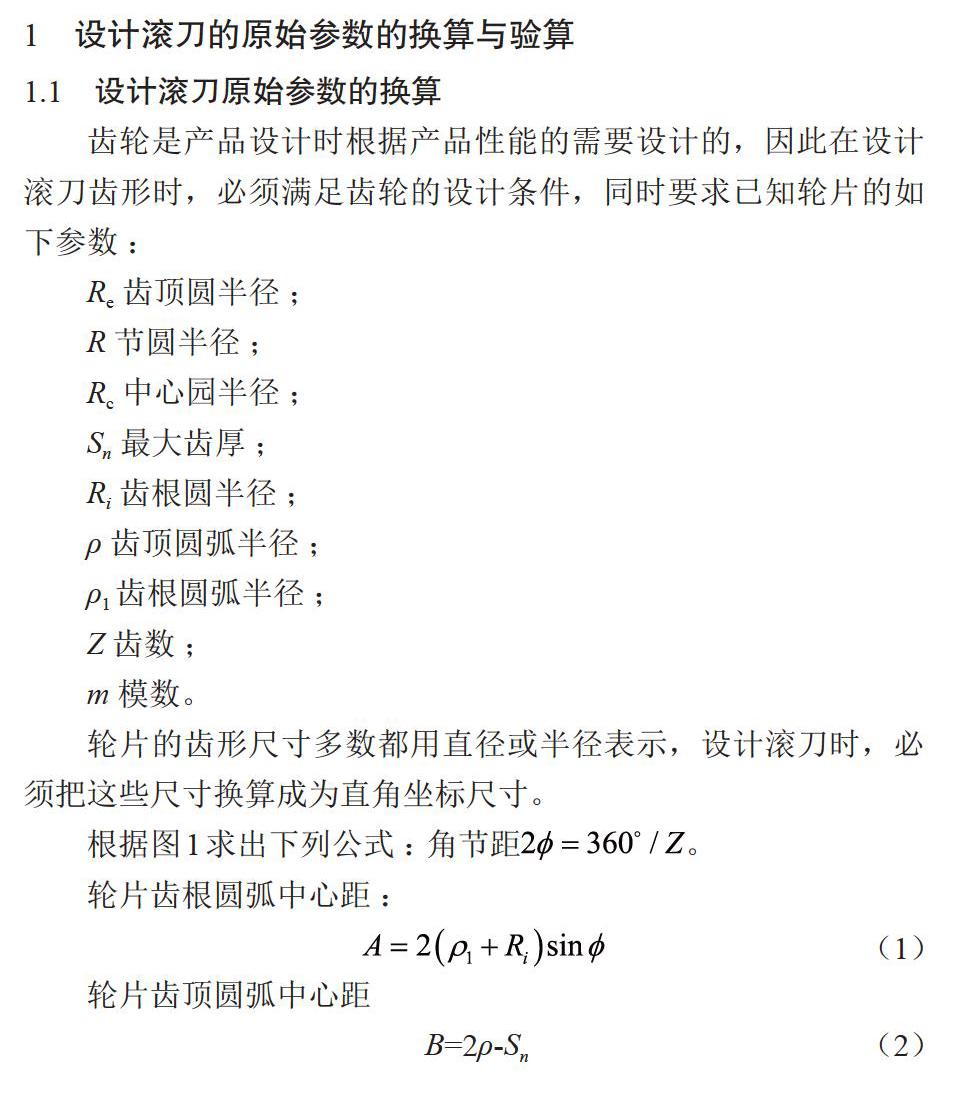
齒輪是產品設計時根據產品性能的需要設計的,因此在設計滾刀齒形時,必須滿足齒輪的設計條件,同時要求已知輪片的如下參數:
Re齒頂圓半徑;
R節圓半徑;
Rc中心園半徑;
Sn最大齒厚;
Ri齒根圓半徑;
ρ齒頂圓弧半徑;
ρ1齒根圓弧半徑;
Z齒數;
m模數。
輪片的齒形尺寸多數都用直徑或半徑表示,設計滾刀時,必須把這些尺寸換算成為直角坐標尺寸。
根據圖1求出下列公式:角節距。
1.2 設計滾刀原始參數的驗算
為了準確地反映原始齒形設計數據,防止有誤,必須將換算后的A、B、H的數據經過驗算,如果這些數據出了差錯,以后的設計將要全部返工。驗算方法如下所述:
由式(4)可見,如果公式兩面恒等,說明A、B、H三個數據計算沒有錯誤,等式兩面的精確度最好相等至小數點第六位。
2 確定滾動圓半徑
正確的選擇滾動半徑,將有利于滾刀的切削性能,所以齒輪的滾動半徑R0一般取在節圓半徑R以下,使滾刀的齒根圓弧等于齒輪的齒頂圓弧,以保證齒形精度,并便于滾刀齒根圓弧半徑尺寸及其中心坐標的計算,這是圖解計算法設計滾刀的一個特點。因此當節圓半徑R大于中心園半徑Rc時(輪片),滾動圓半徑R0取在節圓R與中心圓半徑Rc之間。
當節圓半徑R等于中心圓半徑Rc時(齒軸),滾動圓半徑R0一般取在節圓R以下0.003~0.006 mm。
為了滿足圖解計算法設計滾刀的特點,使滾刀齒根圓弧半徑等于齒輪齒根圓弧半徑,以得到精度較高的齒頂曲線,由于這個原因滾動圓必須認真選取,才能滿足這個要求。為此,必須將按上述原則選取的滾動圓半徑R0的具體參數進行作圖檢驗。檢驗方法如圖2所示,齒輪沿滾動線X軸滾動了一個β角,則齒輪的齒頂圓弧中心點P1移動到的位置,新的齒形位置則如虛線所示,這時虛線齒形和實線齒形必須與X軸共同相交和重合于P3、P4兩點,這個要求滿足了,滾動圓半徑R0就算選對了。齒形按滾動圓沿X軸滾動是用坐標法表示的。在齒形上選定M、N兩個點,M點選在齒頂,N點選離M點距離等于一個齒高的Y軸線上。
3 計算齒輪最大嚙合半角
鐘表齒輪的齒形是一種擺線嚙合齒形做了一些修正,而其內擺線一般均為徑向線,所以齒輪對滾刀的最大嚙合半角也就是運用了這個概念進行計算。
由于齒輪齒形的齒根由徑向直線的內擺線所組成,所以齒輪和滾刀的嚙合點軌跡必定在圓弧線CPE上面,最大嚙合半角等于。
4 計算滾動坐標點
在計算機CAD軟件界面,定出坐標系XO2Y,在齒輪齒形上定出兩個坐標點M、N,使齒輪的滾動圓沿基齒條節線做無滑動的滾動,至各個位置時標出M、N點坐標。計算滾動坐標點的目的在于求得滾刀齒形齒頂的包絡線,所以滾動坐標點計算至嚙合半角以外1°~3°就夠了,計算時以1°或2°作一個等分均可,視其所設計滾刀的精度而定,從開始至τ+1°~τ+3°止。
5 求滾刀齒頂包絡曲線
首先將所換算的齒輪參數如齒根圓弧中心距A,齒頂圓弧中心距B,齒輪的齒根、齒頂圓弧半徑圓心垂直距離H和齒輪齒頂圓弧半徑ρ及齒根圓弧半徑ρ1,如圖3所示,繪制在計算機上,是齒輪齒形。
然后,使用計算機CAD軟件將齒形制作成塊模式,按照已分配好的角度1°或2°旋轉齒形至τ+1°~τ+3°。這樣,好像齒輪以假想的滾動圓沿滾刀節線滾動一樣,結果得出了齒形各連續位置的公共包絡線。即確定了滾刀刀齒的齒形曲線。
就是滾刀齒根曲線,曲線的中心坐標采用計算方法二獲得。是滾刀齒頂包絡曲線,這個曲線尚需做一些修正。
修正主要是為了考慮齒輪的齒根公差,修正后曲線代替了曲線。
修正的方法如圖3所示:作一條直線平行于MN線,使的距離等于,等于的齒根公差,在的直線上找一個適當的中心點,作一個圓弧與二個點相交,即是最后所求得的滾刀齒形。
6 求滾刀包絡線尺寸
用圖解法將滾刀包絡線作出以后,在滾刀的包絡線上取相應的點的坐標(包絡線上的點選取多少為適宜,要根據滾刀包絡線的情況以及齒輪的精度要求等因素來決定),依據各相應的坐標點計算出包絡線上的圓弧中心坐標及圓弧半徑。
計算完畢將所求的數值作圖進行驗證,如若作圖線段連接圓滑,則計算正確,反之,計算有誤。
7 結論
(1)鐘表滾刀齒形復雜,不能用一段圓弧代替,必須用兩段以上圓弧代替滾刀的理論齒形。為減小代替誤差,這幾段代替曲線還必須圓滑相切。
(2)滾刀齒根部分齒廓,位于滾動節圓兩側。滾動圓以下部分齒廓,曲率均勻,近似工件的齒頂圓弧;滾動圓以上部分齒廓的曲率與滾動圓以下部分齒廓的曲率差別較大,近似于齒腰部分。
(3)滾刀齒腰部分齒廓與被加工齒輪的齒數有關,加工齒輪齒數較多的滾刀,齒腰部分齒廓的曲率很小,用直線代替更為適宜。加工齒輪齒數較少的滾刀,齒腰部分齒廓的曲率較大,而且在齒腰全部齒廓范圍內曲率的變化較大,需用兩段圓弧代替齒腰這一段理論齒形,才能使誤差控制在允許的范圍內。
(4)代用圓弧與代用圓弧或代用圓弧與代用直線的相切點,直接影響誤差的大小。這個切點的最佳位置因每種滾刀齒形的不同而異,齒根代用圓弧與齒腰代用曲線的最佳切點大多在滾動節圓附近。
經分析和大量計算結果表明,當加工齒輪的齒數大于60時,滾刀的齒根與齒腰這兩部分理論齒形,可用一段圓弧和與其平滑相切的直線來代替,切點應選擇在最佳位置,此時代替齒形誤差極小。如果被加工齒輪的齒數小于20時,需用三段圓弧來代替這兩部分理論齒廓,滾刀代替齒形誤差亦能控制在允許的范圍之內。被加工齒輪的齒數在兩者之間,則可用兩段圓弧代替滾刀的理論齒廓。
對于除擒縱輪滾刀外的非標準鐘表齒輪(如棘輪),運用此方法同樣可做出相對應的滾刀。
參考文獻
[1] 龔振起.精密儀器制造刀具[M].哈爾濱:哈爾濱工業大學出版社,1987.
[2] 宋增平.刀具制造工藝[M].北京:機械工業出版社,1987.
[3] 張友仁.機械手表制造工藝學[M].北京:輕工業出版社,1984.