全鋼載重子午線輪胎外觀缺陷的原因分析及改善措施
2021-07-20 01:23:04王勝利岳智勇王沖鋒
橡膠科技 2021年7期
王勝利,岳智勇,王沖鋒
(風(fēng)神輪胎股份有限公司,河南 焦作 454003)
全鋼載重子午線輪胎的外觀缺陷比較常見,經(jīng)過修飾后缺陷依然明顯可見,嚴(yán)重影響輪胎的外觀品質(zhì),給公司信譽(yù)及客戶信任度造成不良的影響[1-3]。
目前各輪胎企業(yè)全鋼載重子午線輪胎的外觀缺陷大同小異,主要有外觀色差、膠邊大、胎側(cè)缺膠等,因各企業(yè)的生產(chǎn)設(shè)備精度和工藝條件不同,對(duì)輪胎外觀質(zhì)量有不同的影響[4-6]。
本工作根據(jù)多年現(xiàn)場(chǎng)經(jīng)驗(yàn),對(duì)全鋼載重子午線輪胎的外觀缺陷進(jìn)行原因分析并加以改善,以提高成品輪胎外觀的一次合格率和品質(zhì),降低成品輪胎的缺陷率。
1 外觀色差
1.1 原因分析
(1)在模具組裝或維修中,未對(duì)模具側(cè)板進(jìn)行防護(hù),易造成模具側(cè)板損傷,即使損傷模具側(cè)板經(jīng)打磨處理,輪胎外觀也易出現(xiàn)明顯差異;
(2)模具側(cè)板電鍍而下鋼圈和花紋塊模具未電鍍易造成輪胎外觀色差,如圖1所示;
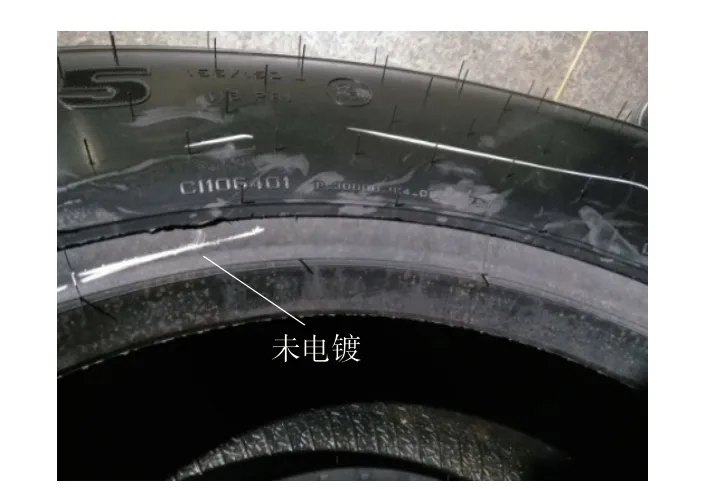
圖1 外觀色差
(3)模具噴涂特氟龍涂料工藝操作不當(dāng),或特氟龍涂料使用時(shí)間過長(zhǎng)出現(xiàn)脫落現(xiàn)象,導(dǎo)致輪胎外觀出現(xiàn)明顯差異[7]。
1.2 改善措施
(1)在模具組裝或維修時(shí),對(duì)模具側(cè)板進(jìn)行防護(hù),避免造成模具側(cè)板損傷;
(2)將模具側(cè)板損傷部位打磨處理,并清洗全部未電鍍組件,以確保模具整體光澤度一致;
(3)將特氟龍涂料噴涂工藝改為自動(dòng)噴涂,確保涂層厚度一致,并根據(jù)使用情況制定特氟龍涂料噴涂周期。
2 膠邊大
輪胎膠邊大缺陷主要包括扇形塊膠邊、胎圈膠邊和胎肩膠邊等[8-9]。
2.1 扇形塊膠邊
2.1.1 原因分析
扇形塊膠邊常出現(xiàn)在輪胎與模具扇形塊結(jié)合面對(duì)應(yīng)處,其主要產(chǎn)生原因如下:
(1)扇形塊邊部受到損傷或有油污;
(2)扇形塊存放不當(dāng)而變形;
(3)扇形塊間隙未調(diào)整到位(見圖2),造成一塊或多塊扇形塊膠邊大(見圖3),影響輪胎動(dòng)平衡測(cè)試數(shù)據(jù)。
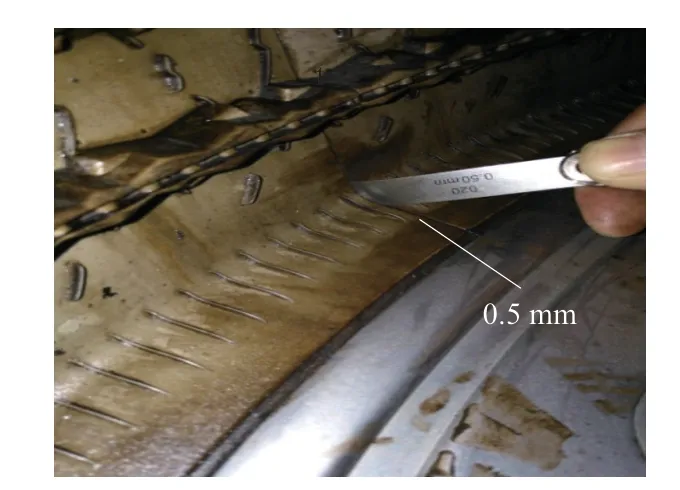
圖2 扇形塊間隙大

圖3 扇形塊膠邊大
2.1.2 改善措施
(1)組裝時(shí)確保扇形塊邊部清潔;
(2)扇形塊使用專用桶存放,并定期進(jìn)行維護(hù)保養(yǎng);
(3)松動(dòng)扇形塊螺絲,調(diào)整扇形塊間隙,并逐個(gè)緊固螺絲,用專用塞尺逐個(gè)測(cè)量扇形塊間隙,控制間隙在0.02 mm以內(nèi)。
2.2 胎圈膠邊
2.2.1 原因分析
模具和鋼圈配合不當(dāng)或變形,導(dǎo)致胎圈膠邊(見圖4),其主要情況如下:

圖4 胎圈膠邊
(1)下鋼圈存放不當(dāng)造成下鋼圈擠壓變形;
(2)模具組裝或維修時(shí)側(cè)板與鋼圈配合處損傷造成其間隙超標(biāo)(見圖5),從而導(dǎo)致胎圈膠邊;

圖5 側(cè)板與鋼圈間隙超標(biāo)
(3)下鋼圈下部與側(cè)板之間銹蝕嚴(yán)重或有雜物。
2.2.2 改善措施
(1)下鋼圈存放中嚴(yán)禁受到擠壓;
(2)模具組裝時(shí)使用配套的側(cè)板和鋼圈,并用塞尺測(cè)量側(cè)板與鋼圈配合處間隙,確保間隙不大于0.03 mm,如發(fā)現(xiàn)邊部損傷或間隙超標(biāo)應(yīng)及時(shí)維修,確保側(cè)板與鋼圈配合正常;
(3)下鋼圈與側(cè)板組裝時(shí)確保無雜物或銹斑現(xiàn)象。
2.3 胎肩膠邊
2.3.1 原因分析
胎肩膠邊(見圖6)常出現(xiàn)在1個(gè)或2個(gè)扇形塊與模具分型面對(duì)應(yīng)處,其主要產(chǎn)生原因如下:

圖6 胎肩膠邊
(1)上環(huán)與上蓋預(yù)載量高度偏小;
(2)中模套耐磨板厚度磨損超標(biāo);
(3)硫化機(jī)合模力偏小或硫化機(jī)上固定板出現(xiàn)變形;
(4)扇形塊未按順序號(hào)組裝,或模具組裝時(shí)各組件定位精度不達(dá)標(biāo),如圖7所示。

圖7 胎肩定位精度不達(dá)標(biāo)
2.3.2 改善措施
(1)在上環(huán)與中模套中間部位增加調(diào)整墊;
(2)用塞尺測(cè)量耐磨板磨損情況,如出現(xiàn)2塊以上磨損超標(biāo),須更換全部耐磨板;
(3)調(diào)節(jié)合模高度,調(diào)整合模力大小,矯正上固定板,確保定位精度在0.03 mm以內(nèi);
(4)扇形塊嚴(yán)格按照順序號(hào)進(jìn)行組裝。
3 胎側(cè)缺膠
胎側(cè)缺膠為在輪輞裝配線和胎面花紋起點(diǎn)之間出現(xiàn)的凹陷明疤或裂口現(xiàn)象。
3.1 側(cè)板排氣孔堵塞造成的胎側(cè)缺膠
3.1.1 原因分析
(1)模具使用材料為45#鋼,側(cè)板排氣孔內(nèi)徑為0.6 mm,長(zhǎng)度為12.05 mm,成品輪胎在出鍋瞬間易將胎側(cè)排氣孔部位膠料撕裂;
(2)胎側(cè)膠料彈性差,易撕裂;
(3)側(cè)板排氣孔易被管道內(nèi)銹蝕物堵塞[10]。
3.1.2 改善措施
(1)將模具側(cè)板排氣孔內(nèi)徑由0.6 mm改為0.8 mm;
(2)適當(dāng)調(diào)整胎側(cè)膠的拉斷伸長(zhǎng)率,提高膠料抗撕裂能力;
(3)上機(jī)前逐個(gè)排查模具側(cè)板排氣孔,確保排氣孔全部暢通。
3.2 膠料不足造成的胎側(cè)缺膠
3.2.1 原因分析
(1)模具下側(cè)板出現(xiàn)油污、水分或隔離劑;
(2)胎坯存放環(huán)境溫度過低,影響膠料在硫化過程中的流動(dòng)性,造成缺膠現(xiàn)象;
(3)膠料接頭未粘貼好;
(4)胎側(cè)膠有熟膠疙瘩;
(5)胎側(cè)膠口型板尺寸不達(dá)標(biāo),如太窄或太薄。
3.2.2 改善措施
(1)裝鍋前對(duì)胎坯或模具側(cè)板進(jìn)行檢查,確保側(cè)板清潔;
(2)胎坯存放環(huán)境溫度不得低于22 ℃,如存放區(qū)溫度過低,可單獨(dú)設(shè)立胎坯烘房,對(duì)胎坯進(jìn)行預(yù)熱處理;
(3)確保各膠料接頭無開裂現(xiàn)象;
(4)擠出部件由專人檢查,有熟膠疙瘩時(shí)及時(shí)處理;
(5)修正口型,確保胎側(cè)尺寸和擠出質(zhì)量。
3.3 設(shè)備問題造成的胎側(cè)缺膠
3.3.1 原因分析
(1)硫化二次定型壓力過高,使胎側(cè)表面局部焦燒;
(2)外壓止回閥損壞,蒸鍋冒汽或外壓冷凝水回流濺到側(cè)板上;
(3)模具未定期拆卸清洗,上氣孔堵塞導(dǎo)致胎側(cè)缺膠。
3.3.2 改善措施
(1)控制好二次定型壓力和模具溫度;
(2)外壓止回閥損壞后應(yīng)及時(shí)更換或關(guān)閉閥門裝鍋,合模后再打開,避免合模過程中有水濺到側(cè)板上;
(3)發(fā)現(xiàn)胎側(cè)模具上氣孔不通時(shí)應(yīng)及時(shí)清理模具,并根據(jù)模具使用時(shí)間定期清洗。
4 外噴涂試驗(yàn)
統(tǒng)計(jì)公司生產(chǎn)的5 040條全鋼載重子午線輪胎,胎側(cè)缺膠缺陷占比為38.7%,位居輪胎外觀缺陷的第1位(見表1)。在外觀缺陷未徹底解決前可使用臨時(shí)措施:將外噴涂劑均勻噴灑在胎坯的上下表面(見圖8),胎坯晾干后裝鍋,確保輪胎外噴涂劑與橡膠的粘合,在硫化過程中可提高膠料的流動(dòng)性,從而降低成品輪胎的外觀缺陷率。
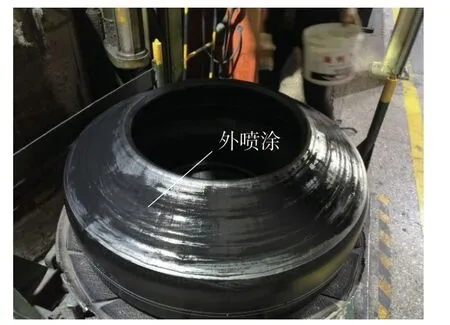
圖8 胎坯外噴涂
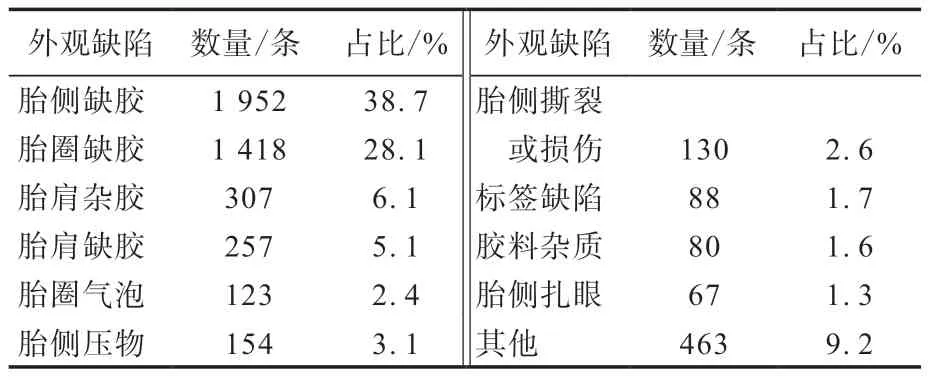
表1 輪胎外觀缺陷類型及占比
試驗(yàn)表明,使用外噴涂劑前后成品輪胎外觀缺陷率分別為7.81%和1.04%(見表2),使用外噴涂劑后成品輪胎外觀缺陷率明顯下降。經(jīng)硫化班組及質(zhì)量部跟蹤結(jié)果表明,成品輪胎外觀質(zhì)量顯著提高,輪胎外觀一次合格率由90.5%提升到96.6%,提高了成品輪胎外觀質(zhì)量。
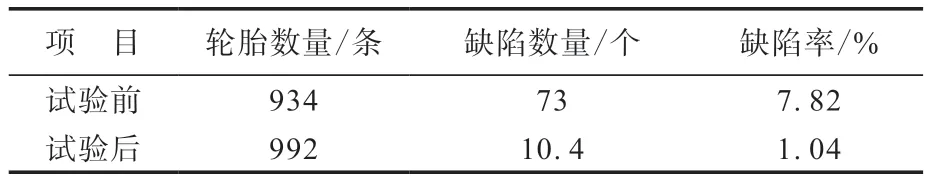
表2 使用外噴涂劑前后成品外觀輪胎缺陷率對(duì)比
5 結(jié)語
分析全鋼載重子午線輪胎外觀缺陷的主要原因,從輪胎的工業(yè)化設(shè)計(jì)、工藝參數(shù)和設(shè)備精度等各方面進(jìn)行改善,并進(jìn)行現(xiàn)場(chǎng)外噴涂試驗(yàn),減少了全鋼載重子午線輪胎的外觀缺陷,提高了成品輪胎外觀的一次合格率,確保了成品輪胎的外觀質(zhì)量。