半鋼子午線輪胎缺膠的原因分析及解決措施
2021-07-19 14:29:08張鳳杰劉國英
橡膠科技 2021年5期
朱 鵬,張鳳杰,劉國英,趙 輝
(樺林佳通輪胎有限公司,黑龍江 牡丹江 157032)
產品外觀質量可反映企業的制造和設計水平,是顧客選擇產品的重要依據,因此降低產品外觀缺陷率是每個制造型企業的關鍵績效指標。缺膠是半鋼子午線輪胎常見的外觀缺陷之一,占輪胎返修量的50%以上。胎冠缺膠無法修補,缺膠嚴重時只能報廢處理;胎側文字缺膠則需要制作文字模板在修補機上進行熱補,費時費力。修補不良的輪胎流入市場后容易引起糾紛,影響企業品牌形象[1-6]。
我公司在多年實踐經驗及缺陷斷面分析的基礎上,對半鋼子午線輪胎不同位置的缺膠問題進行攻關,通過采取相應解決措施有效降低了輪胎廢品率。
1 胎冠缺膠
胎冠缺膠又稱胎冠花紋圓角(如圖1所示),胎冠形狀設計不合理、模具排氣孔堵塞和胎冠膠料不足是造成胎冠缺膠的主要原因。
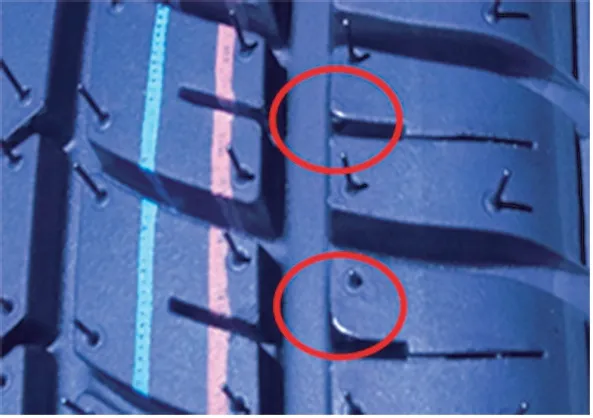
圖1 胎冠缺膠
解決措施:在輪胎試生產階段進行胎冠膠料分布試驗,用銀粉筆標注半成品胎冠主花紋溝位置,硫化后檢查成品胎冠與模具花紋溝吻合情況,如成品胎冠的花紋溝槽與模具的對應花紋溝位置吻合不良[如圖2(a)所示],則胎冠花紋塊因膠料不足導致缺膠。應根據銀粉標識線調整胎冠寬度并重新進行胎冠膠料分布試驗,保證成品胎冠花紋溝槽與模具花紋溝槽吻合良好[如圖2(b)所示],這可以有效防止胎冠缺膠。應定期清洗模具,確保排氣孔通透。胎冠尺寸、質量合格后方可投入后續工序生產,不合格半成品禁止使用。
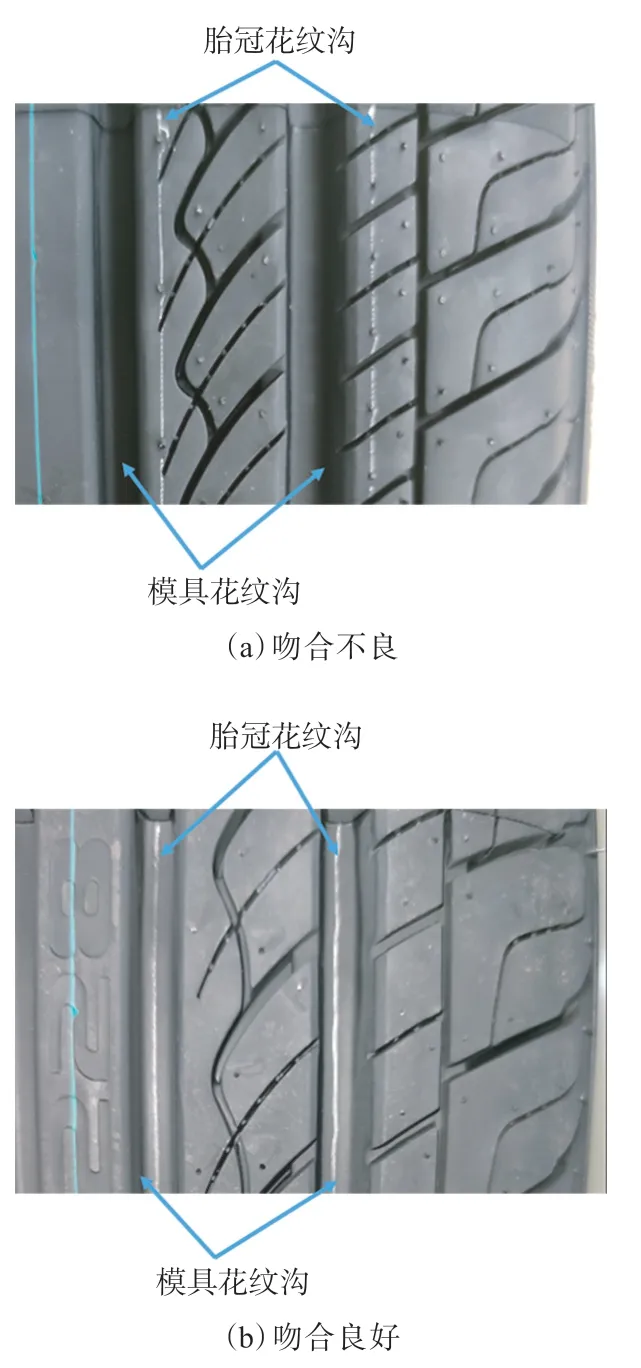
圖2 胎冠與模具花紋溝吻合情況
2 胎肩缺膠
胎肩缺膠多發生在翼膠中間位置(見圖3)。胎坯肩部過渡不良(見圖4)、成型打壓不良、肩部膠料不足和模具被污染是造成胎肩缺膠的主要原因。
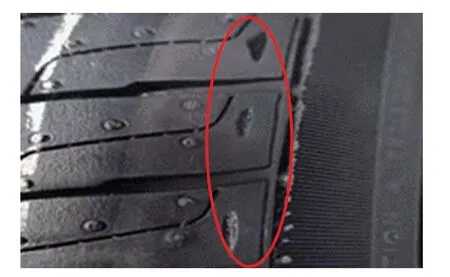
圖3 胎肩缺膠
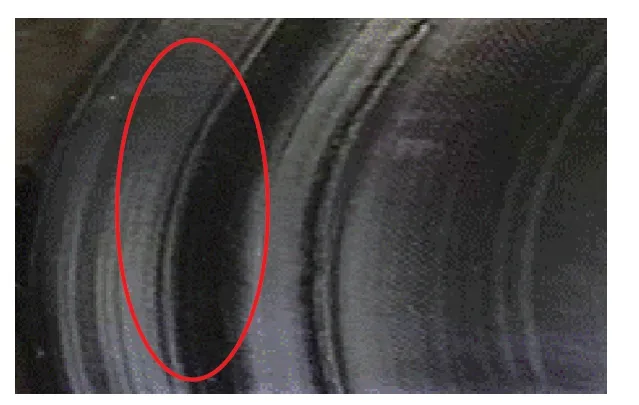
圖4 胎坯肩部過渡不良
解決措施:檢查胎冠口型,將翼膠下凹深度控制在0.5 mm范圍內,以保證胎肩過渡平滑。成型時胎肩打壓在壓實的前提下應盡量減小材料變形。胎冠全寬、冠寬設計應參考1#帶束層寬度及胎肩點位置,合理的胎冠全寬、冠寬可以避免材料不足且有利于肩部打壓。檢查設備和模具狀況,確保模具表面光潔、無雜物。
3 翼膠端點缺膠
翼膠端點缺膠(見圖5)的特點是溝痕細長且深,沿周向延伸。缺膠多出現在胎側商標、花紋等文字位置,修補困難。翼膠端點缺膠最主要的原因是胎冠翼膠端點與胎體簾布反包端點距離過小(見圖6),胎坯窩氣,引起缺膠。

圖5 翼膠端點缺膠
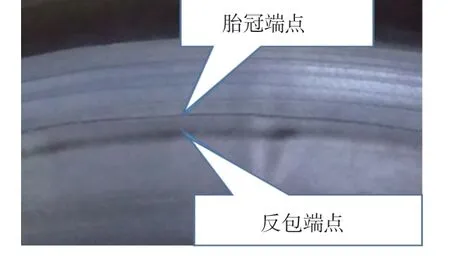
圖6 胎冠端點與胎體簾布反包端點距離過小
解決措施:在輪胎設計階段保證胎冠端點與胎體簾布反包端點的距離大于10 mm,避免窩氣;在生產階段嚴格按照施工標準生產半部件;在成型階段半部件擺正,貼合牢固。
4 胎體簾布反包端點缺膠
胎體簾布反包端點缺膠(見圖7)的特點是沿周向多處出現,且在胎側文字處缺膠嚴重。這種形式的缺膠多是由于胎體簾布反包不良或反包端點與胎側拐點距離過小(見圖8)引起的,反包端點附近厚度落差較大,導致缺膠。

圖7 胎體簾布反包端點缺膠

圖8 胎體簾布反包端點與胎側拐點距離過小
解決措施:胎體簾布反包端點應比胎側拐點高5~7 mm,使胎側拐點位置位于胎體簾布反包端點下方,這樣既能保證胎側厚度又能防止反包端點厚度落差過大。在生產過程中應確保反包對稱度、反包蛇行量符合標準要求,反包前后簾布中心位置偏移量小于0.5 mm。指形片間距符合要求,同時要求指形片不晃動。左右膠囊反包壓力、時間設置一致,保證反包及扣圈動作一致,左右膠囊充氣程度相同或相似。
5 胎側拐點缺膠
胎側中間的拐點一般是胎側的最薄點,也是常出現缺膠的位置之一。胎側拐點位置缺膠的原因有3個方面:一是胎側過渡不良,部分輪胎硫化時胎側先接觸模具,溝痕凹處后接觸模具,造成窩氣,導致缺膠;二是胎側文字處用膠量較大,而胎側厚度不足,填充不滿模具,易引起缺膠;三是胎側拐點與其他部件端點集中,近距離范圍內厚度落差大,造成缺膠。
解決措施:設計胎側拐點的厚度時,近距離范圍內厚度落差不小于1 mm。用銀粉筆標注胎側拐點,硫化后割取輪胎斷面進行分析,測量胎側拐點與其他部件端點的距離,如距離不合格需重新設計部件尺寸。在試生產階段做胎側膠料流動性試驗,確保胎側尺寸合理、膠料充足,防止膠料不足引起的缺膠。
6 三角膠端點缺膠
三角膠是剛性胎圈與柔軟胎側之間的過渡膠料,三角膠厚度從根部到端點逐漸減薄,因此三角膠端點易缺膠(見圖9)。三角膠端點缺膠的主要原因是三角膠端點厚度超標,導致三角膠端點附近厚度落差大,造成缺膠;其次是三角膠端點與加強層端點集中,膠料在端點處異常流動,導致缺膠。

圖9 三角膠端點缺膠
解決措施:檢查三角膠口型板,確保口型尺寸符合要求,同時口型板螺絲無缺失和松動。部件端點要錯開,防止缺膠和應力集中,三角膠設計增大高度差,使各部件均勻分布、合理過渡。
7 輪輞線缺膠
輪輞線缺膠的主要形式分為2種,一種是線上缺膠(見圖10),另一種是線下方2~3 mm范圍內缺膠(見圖11)。輪輞線缺膠的特點是沿周向多處出現細長且深的溝痕,修補困難。輪輞線缺膠的主要原因是內襯層寬度設計不合理,其次是胎側膠料不足。

圖10 輪輞線上缺膠

圖11 輪輞線下方缺膠
解決措施:內襯層寬度設計應避免內襯層端點與胎側耐磨膠對接點過近,防止兩個端點之間有溝痕、胎坯過渡不良。輪輞線位置增加平臺設計,確保該處膠料充足,可有效改善輪輞線缺膠。
8 胎圈缺膠
胎圈缺膠(見圖12)發生的頻率非常高,部分缺膠深度大,打磨后胎圈不平整,降低了胎圈與輪輞配合的緊密程度,進而影響輪胎的氣密性。胎圈缺膠的原因較多,如鋼圈污染,法蘭盤工位潤滑油使用過量,二段充氣壓力不合理,胎側邊部厚度超標,胎側端點與內襯層端點集中,胎圈模具排氣孔堵塞,這些都是造成胎圈缺膠的主要原因。
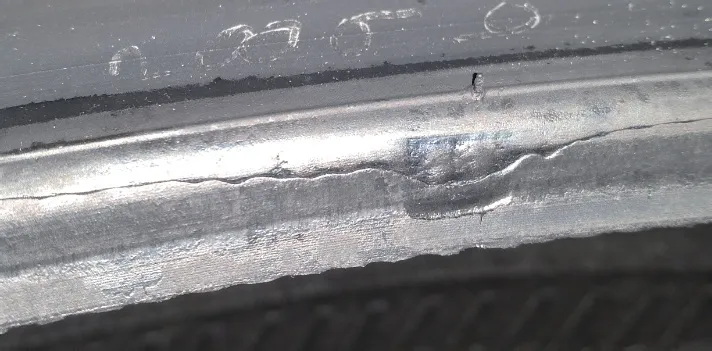
圖12 胎圈缺膠
解決措施:新更換模具后硫化前必須把上、下鋼圈擦干凈。每班開班時清潔一次膠囊上、下卡盤及靠近卡盤膠囊上的油污,防止污染輪胎胎圈。隔離劑涂刷時必須墊上隔離墊,不能污染模腔。在噴涂脫模劑、涂刷膠囊隔離劑后,必須清潔模腔表面,確保模腔表面無污染。法蘭盤潤滑油應涂刷均勻,用量適當,避免涂刷過量造成胎圈污染。按照標準要求設定輪胎充氣壓力,防止法蘭盤工位處胎圈損傷。使用離線測量系統掃描部件尺寸,不合格口型及時修正。內襯層寬度設計避開胎圈底部,與胎側間距大于5 mm。模具定期用干冰清洗或砂洗,砂洗后排氣孔逐個疏通,發現斷針應及時取出。
9 結語
本工作針對半鋼子午線輪胎不同位置缺膠的原因進行具體分析,通過合理選取工藝參數、加強工藝管理、嚴格執行技術標準、優化結構設計等措施,有效避免了半鋼子午線輪胎缺膠的產生,從而降低輪胎廢品率,節約生產成本,提高使用性能。