民用飛機機身小開口加強件設計與研究
2021-07-17 22:27:49王桂倫
消費電子 2021年6期
王桂倫
【關鍵詞】機身;小開口;加強件
對于民用飛機來說,機身上除了布置登機門、服務門、貨艙門、應急艙門、起落架艙門等大開口外,還需要布置電源開口、艙門操作開口和水服務開口等小開口,以滿足飛機運營過程中的維修、通氣、供水和系統服務面板布置等功能需求。機身上小開口打斷了機身內部結構,致使機身結構不連續,蒙皮開口區存在應力集中,導致機身出現靜強度和疲勞等問題,因此需要對開口區進行加強[1]。
一、加強件結構介紹
(一)組合式加強件
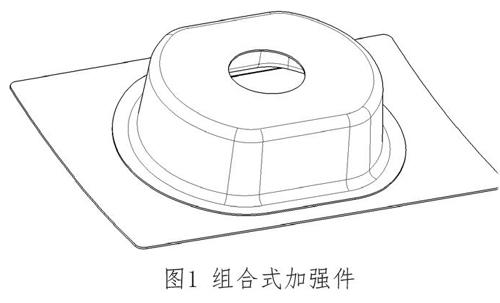
典型小開口加強件為組合式結構,由加強板和盆形件組成,如圖1所示。加強板布置在機身蒙皮開口區內側,通過緊固件與蒙皮連接,增加了開口區的厚度。盆形件安裝在加強板內側,利用翻邊通過緊固件與加強板和蒙皮連接。蒙皮開口的尺寸和系統結構決定了盆形件的外輪廓。盆形件底部通常為平面,便于系統操作面板安裝,同時還根據系統需求確定開孔的數量、位置和孔徑。
(二)整體式加強件
相較于組合式加強件,整體式加強件將加強板和盆形件融合為整體,如圖2所示。整體式加強件為薄板沖壓成型的鈑金零件。整體式加強件中間盆形凸起與組合式的盆形件作用相同,為系統結構安裝提供支持;盆形凸起周圍的曲板與機身蒙皮連接,與加強板作用相同,起到加強蒙皮的作用。與組合式結構相比,整體式結構重量輕,一體成型,整體剛度好。

二、對比分析
(一)受力
開口的存在打斷了機身內部長桁,導致長桁軸力中斷,引起開口周圍剪流重分布。兩種結構形式都在開口區增加了加強板,加強板厚度比開口區蒙皮厚1~2級(約0.2~0.4mm);加強板與長桁、蒙皮共鉚,長桁軸力和蒙皮剪力傳遞到開口加強區,以降低應力集中。
(二)制造
組合式和整體式加強件均為鈑金件,工藝成型簡單。整體式加強件為一體式沖壓成型,沖壓會引起材料滑移,導致鈑彎區域厚度不均勻,可能影響周圍結構的安裝,對制造工藝有一定的要求。然而,組合式結構中的盆形件安裝在加強板內側,不影響周圍結構的安裝。
(三)裝配
組合式加強件需對盆形件進行單獨定位和裝配。整體式加強件裝配時僅需一個工裝進行定位,且緊固件數量相對較少,裝配效率高。但是,整體式加強件受到損傷后需整體更換,拆卸和安裝困難,且耗時較長。
三、結論
通過對比可知,組合式加強件在制造和裝配方面優于整體式加強件,因此在民用飛機設計過程中,應優先選擇組合式加強件。
