包覆紗芯絲構成對其織物耐切割性能的影響
2021-07-16 01:12:58嚴雪峰毛利洲張春英管鈺澤
棉紡織技術 2021年5期
關鍵詞:不銹鋼
嚴雪峰 毛利洲 張春英 管鈺澤 馬 巖
[1.南通大學,江蘇南通,226019;2.賽立特(南通)安全用品有限公司,江蘇南通,226000]
近年來,隨著社會的不斷發展和人們安全意識的逐漸增強,社會對于高性能安全防護用品的需求不斷增長[1]。手套作為手部防護的重要紡織品,其在耐切割、耐磨等方面的研發也逐漸受到人們的重視[2]。目前,防切割類手套主要從兩方面進行研究,一方面通過樹脂涂覆的方式賦予織物較強的耐切割力[3];另一方面從紗線自身角度出發,通過選擇合理的材料和結構獲得較強的切割力[4]。目前,防切割類紗線材料多采用高強聚乙烯、芳綸等高性能纖維[5-6],忽略了具有良好防切割性能的金屬纖維。黃浚峰對包覆紗、包芯紗、合捻紗這3種不同結構的紗線進行測試分析,結果表明,包覆紗編織的手套防切割性能最佳[7]。但目前對于包覆紗結構的研究還停留在外包紗結構層面,忽視了對芯紗結構的研究。本研究沿用包覆紗的紗線結構,采用雙不銹鋼金屬絲平行排列的芯紗結構,分析不銹鋼絲直徑差異對紗線力學性能和其織物耐切割性能的影響。
1 試驗部分
1.1 材料
不銹鋼金屬絲(南通燁馳金屬制品有限公司);超高分子量聚乙烯(UHMWPE)纖維(江蘇鏘尼瑪新材料股份有限公司);滌綸(南通市通州區銘遠紡織化纖廠)。3種材料的規格:不銹鋼絲直 徑 為0.030 mm、0.035 mm、0.040 mm、0.045 mm、0.050 mm、0.055 mm,UHMWPE纖維222.2 dtex/120 F,滌綸144.4 dtex/144 F。
1.2 樣品制備
采用改進的HKV 141D型包覆絲機(浙江精功科技股份有限公司)進行包覆紗的制備,包覆機卷繞輥、上牽伸輥、喂入羅拉速度分別為20 m/min、20 m/min、13.3 m/min,上下層錠子轉速均為8 000 r/min。通過改進裝置,雙不銹鋼金屬絲平行排列穿過下輥筒,進入下錠子,開始內層的UHMWPE纖維包覆,包覆后再穿過上錠子進行外層滌綸的包覆。本研究采用不同直徑的不銹鋼絲組合作為芯紗制備6組包覆紗,芯紗組合依次為0.040 mm+0.040 mm、0.035 mm+0.045 mm、0.030 mm+0.050 mm、0.040 mm+0.045 mm、0.035 mm+0.050 mm、0.030 mm+0.055 mm。
采用上述制備好的包覆紗,通過SX1型智能手套機(紹興金隆機械制造有限公司)制備耐切割手套試樣[8],將手套掌心部分裁剪10.0cm×2.5cm的試樣進行耐切割測試。
1.3 表征和性能測試
基于GB/T 3916—2013《紡織品 卷裝紗 單根紗線斷裂強力和斷裂伸長率的測定(CRE法)》,待測試樣在YG(B)751DG型恒溫恒濕箱放置48 h,采用YG020B型電子單紗強力儀對不銹鋼金屬絲、UHMWPE纖維、滌綸絲及包覆紗的強伸性能進行測試。不銹鋼絲設定拉伸速度50 mm/min,拉伸測試夾距200 mm;UHMWPE纖維、滌綸設定拉伸速度250 mm/min,拉伸測試夾距500 mm;包覆紗線設定拉伸速度250 mm/min,拉伸測試夾距250 mm。每組試樣試驗10次,結果取平均值。
參照ASTM F2992/F2992M—2015《采用Tomo測功機(TDM-100)試驗設備測量防護服用材料耐切割性的標準試驗方法》,采用TDM-100型耐切割性能測試儀對手套進行耐切割測試。設定載荷刀片水平滑移速度(2.5±0.5)mm/s,至少采用6個不同等級的載荷對試樣進行切割,得到切割力-切割距離關系,以切割距離為20 mm對應的外載荷作為試樣的特征切割力。切割測試示意圖如圖1所示。
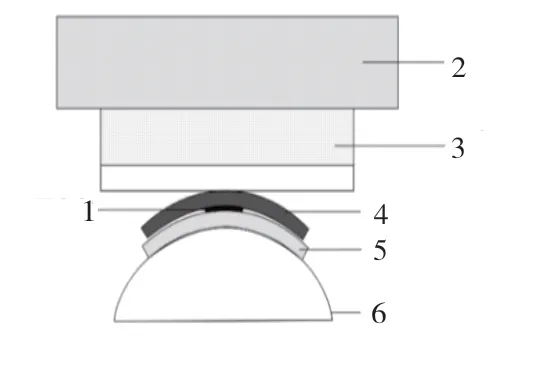
圖1 ASTM F2992/F2992M—2015切割測試原理圖
2 結果分析與討論
2.1 力學性能分析
2.1.1 不銹鋼金屬絲
不銹鋼金屬絲拉伸載荷-位移曲線如圖2所示。6種直徑的不銹鋼金屬絲拉伸載荷-位移曲線整體趨勢一致。首先,不銹鋼單絲強力呈線性增長;達到某一臨界值后,增長速度逐漸趨緩;最終,不銹鋼金屬絲強力出現斷崖式下降。
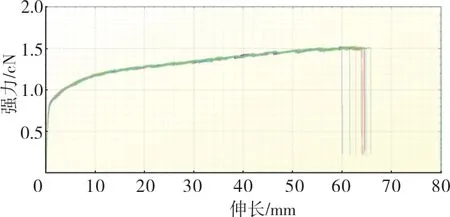
圖2 直徑為0.040 mm不銹鋼金屬絲載荷-位移曲線
不銹鋼金屬絲直徑與其斷裂強力的關系如圖3所示。可以看出,不銹鋼金屬絲斷裂強力隨金屬絲直徑增加而不斷增強,呈線性正相關。

圖3 不銹鋼金屬絲直徑對其斷裂強力影響
2.1.2 UHMWPE纖維
UHMWPE纖維拉伸載荷-位移曲線如圖4所示。UHMWPE纖維在拉伸的初始階段,由于束絲伸直狀態存在差異,部分單絲首先受力,并隨著位移的增大受力單絲數量逐步增加,因此載荷上升速度由緩變快并趨于穩定;當纖維伸長率達到3.0%時,部分單絲斷裂導致載荷出現波動;而當伸長率增至4.0%~4.8%時,束絲整體瞬間發生斷裂,載荷斷崖式下降。可以看出,UHMWPE纖維斷裂強力約為60 N~75 N,斷裂伸長率為4.0%~4.8%。
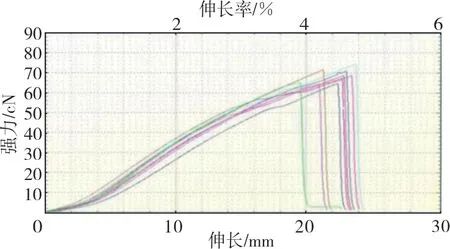
圖4 UHMWPE纖維載荷-位移曲線
2.1.3 滌綸絲
滌綸絲的拉伸載荷-位移曲線如圖5所示。滌綸拉伸斷裂過程分為3個階段。首先,強力在夾具伸長0 mm~10 mm范圍內增長較快,隨后強力隨夾具伸長而平穩增長,在夾具伸長120 mm后,強力呈現階梯式快速下降,滌綸絲逐漸斷裂。由圖5可知,滌綸的斷裂強力為5.0 N~5.5 N,斷裂伸長率約24%。
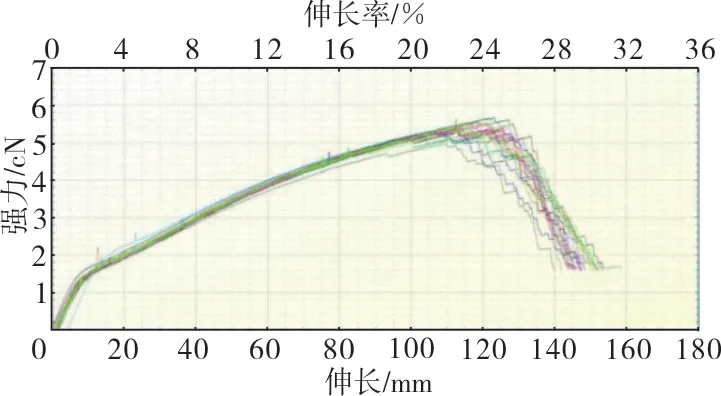
圖5 滌綸載荷-位移曲線
2.1.4 包覆紗
6組包覆紗試樣的拉伸載荷-位移曲線整體變化趨勢一致,拉伸至斷裂過程分為4個階段。以芯紗組合為0.040 mm+0.045 mm包覆紗為例,其拉伸載荷-位移曲線如圖6所示。由圖6可以看出,紗線強力隨夾具的伸長,先是緩慢增長后加速增長,隨后出現明顯的波動,然后繼續增加,最后斷崖式下降。分析其原因:首先,紗線在拉伸的初始階段主要由伸直狀態的不銹鋼金屬絲承力;隨后,UHMWPE纖維伸直并演化為紗線的主承力紗,直至紗線斷裂。
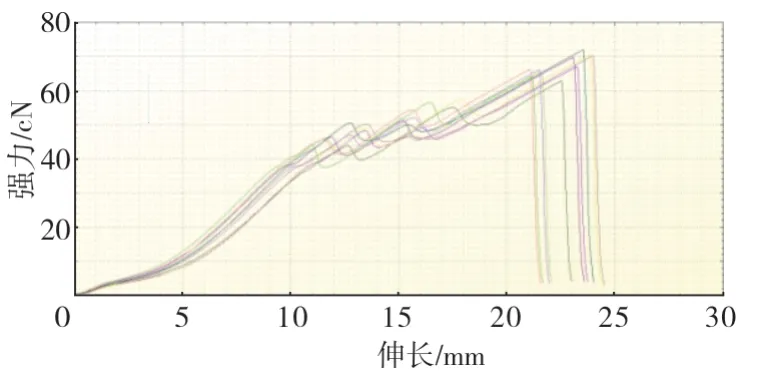
圖6 芯紗0.040 mm+0.045 mm包覆紗載荷-位移曲線
雙不銹鋼金屬絲芯紗截面積與包覆紗斷裂強力的關系如圖7所示。由圖7可以看出,隨著雙不銹鋼金屬絲芯紗截面積的增大,包覆紗的斷裂強力先增大后減小,紗線最大斷裂強力在芯紗截面積為0.002 85 mm2,即芯紗組合為0.040 mm+0.045 mm時取得,紗線最大與最小斷裂強力的差值為8 N左右。
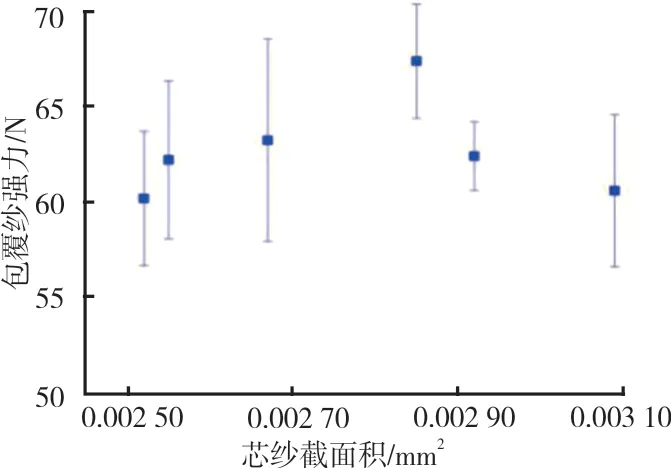
圖7 芯紗截面積與包覆紗斷裂強力的關系
2.2 切割性能分析
6種包覆紗所編織的手套經耐切割測試,所獲得的切割力與切割距離的關系如圖8所示。可以看出,6組手套樣品的切割力-切割距離關系趨勢一致,切割距離隨著切割力的增大而減小。6組試樣雖均符合ASTM F2992M—2015標準中的A 5等級要求,但各曲線的變化速率存在較大的差異,且對應的特征切割力不同,表明6組手套樣品的耐切割性能存在差異。

圖8 各包覆紗所制織物切割力與切割距離的關系
不同直徑組合的雙不銹鋼金屬絲芯紗對其織物的特征切割力影響如圖9所示。可以看出,隨著雙不銹鋼金屬絲芯紗截面積的增大,織物的特征切割力值呈現先增大后減小的趨勢,最大切割力在芯紗截面積為0.002 85 mm2,即芯紗組合為0.040 mm+0.045 mm時取得,最大和最小特征切割力值相差8 N左右。

圖9 芯紗組合對特征切割力的影響
紗線強力與織物特征切割力之間的關系如圖10所示。可以看出,手套的特征切割力值隨著紗線斷裂強力的增加而不斷增大,呈線性正相關。說明在本試驗范圍內,包覆紗的斷裂強力越大,由其編織的手套耐切割性能越好。

圖10 紗線強力與織物切割力的關系
3 結論
本研究討論了芯絲構成對其力學性能及其所制織物耐切割性能的影響,獲得以下結論。
(1)不銹鋼金屬絲斷裂強力隨金屬絲直徑的增加而不斷增強。
(2)隨著雙不銹鋼絲芯紗截面積的增加,包覆紗斷裂強力及其織物的切割力先增大后減小,包覆紗斷裂強力及其織物切割力在芯紗截面積為0.002 85 mm2,即芯紗組合為0.040 mm+0.045 mm時取得最大值。
(3)在本次試驗范圍內,包覆紗的斷裂強力與所制手套的耐切割性能呈正相關關系。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16