漸開線內(nèi)花鍵電解加工流場設(shè)計(jì)及工藝穩(wěn)定性研究
2021-07-15 01:27:00王軼禹趙建社谷民凱
中國機(jī)械工程 2021年13期
王軼禹 趙建社 谷民凱 紀(jì) 濤
南京航空航天大學(xué)機(jī)電學(xué)院,南京,210016
0 引言
漸開線內(nèi)花鍵是一種等截面異形孔零件,在機(jī)械傳動系統(tǒng)中被廣泛應(yīng)用[1]。在漸開線內(nèi)花鍵傳統(tǒng)機(jī)械加工中,受特殊結(jié)構(gòu)(如薄壁、盲孔)以及難切削材料的影響,刀具損耗嚴(yán)重,工件易發(fā)生變形,易產(chǎn)生表面劃痕等缺陷。近年來,隨著航空工業(yè)對關(guān)鍵零部件的硬度、韌性和耐磨性要求不斷提高,上述問題進(jìn)一步凸顯,漸開線內(nèi)花鍵加工成為了亟待解決的技術(shù)難題。相較于切削加工,電解加工具有工具陰極無損耗、不受工件材料硬度限制、工件表面無殘余應(yīng)力和熱影響區(qū)等優(yōu)點(diǎn),特別適合于難切削材料、復(fù)雜結(jié)構(gòu)孔類零件的大批量加工[2]。
流場對電解加工過程的穩(wěn)定性起著至關(guān)重要的作用。由于流場難以控制,故孔類零件電解加工的工藝穩(wěn)定性較差,國內(nèi)外針對優(yōu)化流場均勻性問題開展了大量的研究。朱荻等[3]提出利用工具陰極平動方法改善孔電解加工過程中的電解液流動;房曉龍等[4]研究了陰極內(nèi)孔形狀及尺寸對方孔電解加工中流場均勻性的影響規(guī)律,結(jié)果表明,面積較大的圓形內(nèi)孔使流場分布較為均勻;ZHAO等[5]分析了菱形孔電解加工中各種陰極通液槽的底面電解液流場分布規(guī)律,并通過研究陰極進(jìn)給模式發(fā)現(xiàn),陰極振動進(jìn)給能夠降低電解液流速及壓力波動,從而避免流場發(fā)生突變;針對螺旋孔電解加工存在易短路的問題,TANG等[6]設(shè)計(jì)了拉式順流的陰極結(jié)構(gòu),通過優(yōu)化陰極結(jié)構(gòu)改善了流場發(fā)散問題,YANG等[7]在陰極上設(shè)計(jì)了漸變通液槽,解決了加工區(qū)域內(nèi)局部缺液問題。
目前,孔類零件電解加工的主要研究對象集中于徑向截面輪廓線較為簡單的微孔[8]、型孔[9]、斜孔[10]、曲線孔[11]、錐孔[12]等,有關(guān)具有精密復(fù)雜幾何結(jié)構(gòu)內(nèi)孔[13](如內(nèi)花鍵[14]、內(nèi)齒輪[15])方面的研究報道相對較少。
在復(fù)雜等截面異形孔電解加工過程中,由于不同位置去除量差異較大,電解液在流道內(nèi)流動路徑長度不同,因此易出現(xiàn)泄流、缺液、空穴等問題,從而導(dǎo)致短路,使加工過程難以穩(wěn)定進(jìn)行。本文以漸開線內(nèi)花鍵為研究對象,該工件是在圓孔基礎(chǔ)上沿一定方向及尺寸進(jìn)行電解擴(kuò)孔加工得到的。工件齒頂處電解液流動距離短,電解液流速較高,而需要去除的余量較小,易發(fā)生過切;工件齒根處電解液流動距離長,電解液流速較低,不能及時排出電解產(chǎn)物,且需要去除的余量較大,易發(fā)生短路。
為研究和提高漸開線內(nèi)花鍵電解加工過程穩(wěn)定性,本文采用數(shù)值分析方法研究了不同電解液流動方式、陰極結(jié)構(gòu)和電解液參數(shù)對流場分布的影響,并開展了漸開線內(nèi)花鍵電解加工試驗(yàn)研究。
1 流場設(shè)計(jì)
1.1 電解液流動形式設(shè)計(jì)
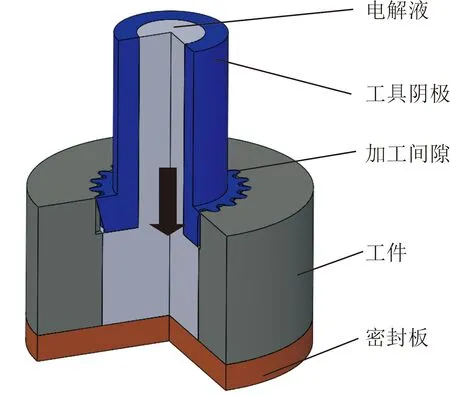
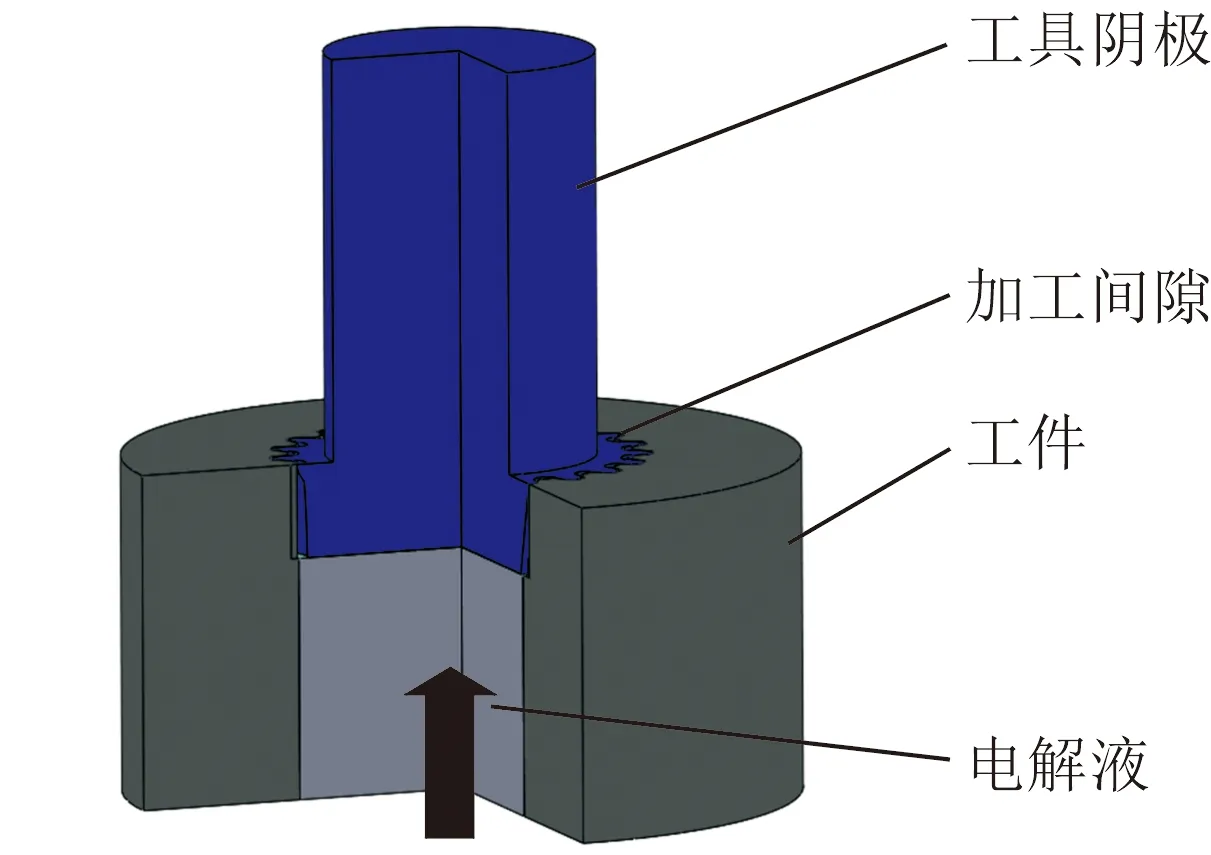
電解液流動形式需要根據(jù)毛坯形狀和零件最終要求形狀綜合分析后確定,針對圖1所示的漸開線內(nèi)花鍵,本文采用兩種電解液流動方式及流道模型進(jìn)行研究,如圖2和圖3所示。為了便于對比,設(shè)定底面及側(cè)面加工間隙均為0.2 mm。

圖1 漸開線內(nèi)花鍵示意圖Fig.1 Diagram of involute internal spline
(a) 加工示意圖
(a) 加工示意圖
圖2a為電解液正向流動示意圖,正向流動方式適用于盲孔上的漸開線內(nèi)花鍵,在加工過程中,電解液以一定的壓力從陰極通液槽流入工件毛坯,在工件下端受到密封板阻擋,反向流入工具陰極與工件之間的加工間隙,最終從已加工區(qū)域流出。圖3a為電解液側(cè)向流動示意圖,側(cè)向流動方式適用于通孔上的漸開線內(nèi)花鍵,電解液由工件毛坯下端進(jìn)入待加工區(qū),沿著工件表面流入加工區(qū),從已加工區(qū)帶走電解產(chǎn)物。圖2b與圖3b所示分別為兩種電解液流動方式的流道模型,由電解液入口、電解液出口、陰極表面、工件表面組成,其中工件表面包括已加工區(qū)、加工區(qū)及待加工區(qū)。
為了保證輸送到加工區(qū)的電解液流量充足,待加工區(qū)流道截面積A應(yīng)大于加工區(qū)入口流道截面積S,即
A>S
(1)
其中,本文取A=510 mm2、S=95 mm2時,可保證輸送到加工間隙內(nèi)的電解液流量充足。
1.2 加工區(qū)入口處電解液流速選取
為了保證電解加工的正常進(jìn)行,使電解液流動狀態(tài)達(dá)到紊流,加工電流保持在較為穩(wěn)定的狀態(tài),則電解液紊流狀態(tài)流速應(yīng)滿足
(2)
控制溫升所需電解液流速應(yīng)滿足
(3)
式中,υ為電解液的運(yùn)動黏性系數(shù);J為電流密度;ρ為電解液密度;Dh為水力直徑;κ為電解液電導(dǎo)率;c為電解液的質(zhì)量熱容;ΔTe為允許溫升;L為流程長度。
綜上,電解液流速u應(yīng)滿足
u>max(ua,ub)
(4)
為了滿足電解液流速達(dá)到紊流并且控制溫升在10 ℃的要求,加工區(qū)入口處電解液流速應(yīng)滿足u>1.274 m/s。
2 流場模型數(shù)值分析
為保證漸開線內(nèi)花鍵電解加工過程的穩(wěn)定性,避免出現(xiàn)缺液、負(fù)壓等問題,本文采用流場數(shù)值分析方法研究電解液流動方式、工具陰極結(jié)構(gòu)、電解液參數(shù)對電解液流速和壓力分布的影響規(guī)律。
2.1 流動方式對流場影響
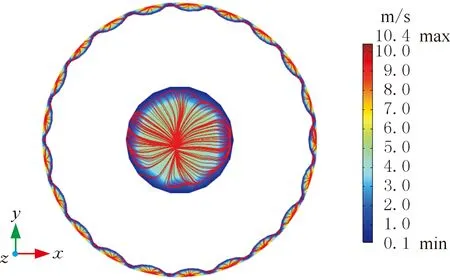
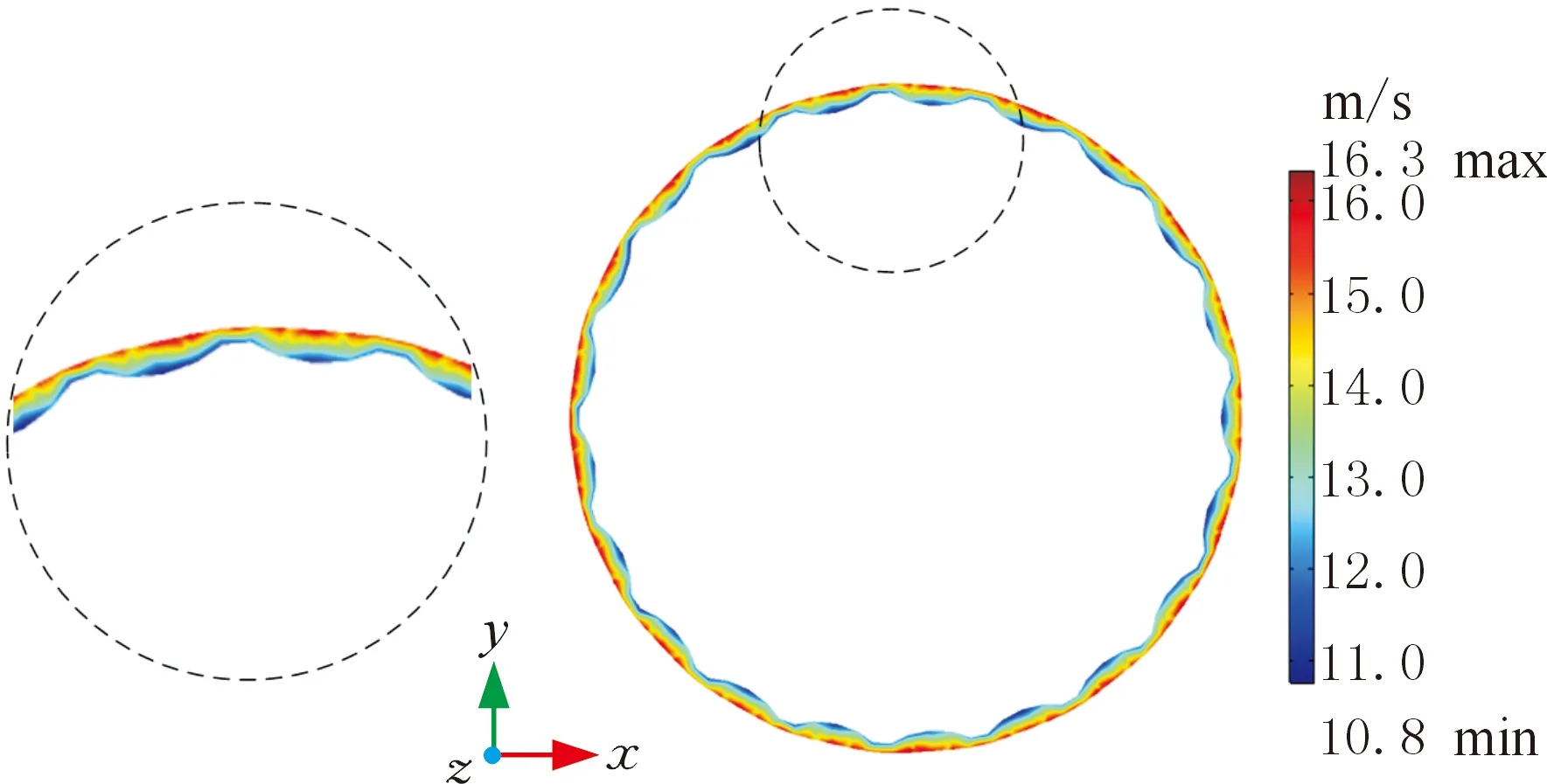
加工區(qū)入口截面的電解液流速分布對加工過程的穩(wěn)定性有顯著影響。圖4所示為入口壓力0.6 MPa時加工區(qū)入口截面電解液流速分布情況。在圖4a所示的電解液正向流動方案中,電解液流入工件后會碰撞工件及密封板而分散,加工區(qū)入口截面最高流速可達(dá)10.4 m/s,最低流速為0.1 m/s,不能夠滿足電解液流速u>1.274 m/s的要求,且出現(xiàn)了流線交叉。在圖4b所示的電解液側(cè)向流動方案中,加工區(qū)入口截面電解液最高流速可達(dá)16.3 m/s,最低流速為10.8 m/s,流速波動較小,流線較為密集且不存在交叉。
(a) 正向流動
由上述分析結(jié)果可知:電解液側(cè)向流動方式對應(yīng)的加工區(qū)入口截面電解液流速分布較為均勻,避免了缺液及流線交叉的問題。
2.2 陰極結(jié)構(gòu)對流場影響
為了研究陰極結(jié)構(gòu)對流場分布的影響,采用數(shù)值分析方法研究陰極形式、加工刃寬度、導(dǎo)流段對電解液流速分布的影響規(guī)律。
2.2.1陰極形式對流場影響
傳統(tǒng)孔類零件電解加工的陰極通常為等截面陰極,較小的加工間隙易導(dǎo)致短路。為了提高加工效率,本文采用三維漸進(jìn)去除余量與拷貝成形相結(jié)合的加工手段設(shè)計(jì)了變截面陰極,首先對不均勻加工余量進(jìn)行均勻化,隨后以較小的側(cè)面加工間隙精確成形齒形輪廓。
圖5所示為電解液入口壓力0.6 MPa時等截面陰極對應(yīng)的電解液流速分布情況。由圖5a可以看出,加工區(qū)入口處電解液最低流速為2.96 m/s,最高流速可達(dá)26.5 m/s,滿足了理論計(jì)算的流速要求,但波動較為嚴(yán)重;由圖5b可以看出,電解液流速沿工件表面由加工區(qū)向已加工區(qū)的下降趨勢劇烈,特別是在工件齒根附近出現(xiàn)了轉(zhuǎn)角低流速區(qū),而該區(qū)域需要去除的余量較大,極易出現(xiàn)分離現(xiàn)象,工件齒頂附近流速極高,易發(fā)生泄流導(dǎo)致過切。圖6所示為電解液入口壓力0.6 MPa時變截面陰極對應(yīng)的電解液流速分布情況。由圖6a可以看出,加工區(qū)入口電解液流速由10.8 m/s增大至16.3 m/s,由圖6b可以看出,電解液流速沿工件表面由加工區(qū)向已加工區(qū)的下降趨勢較為平緩。
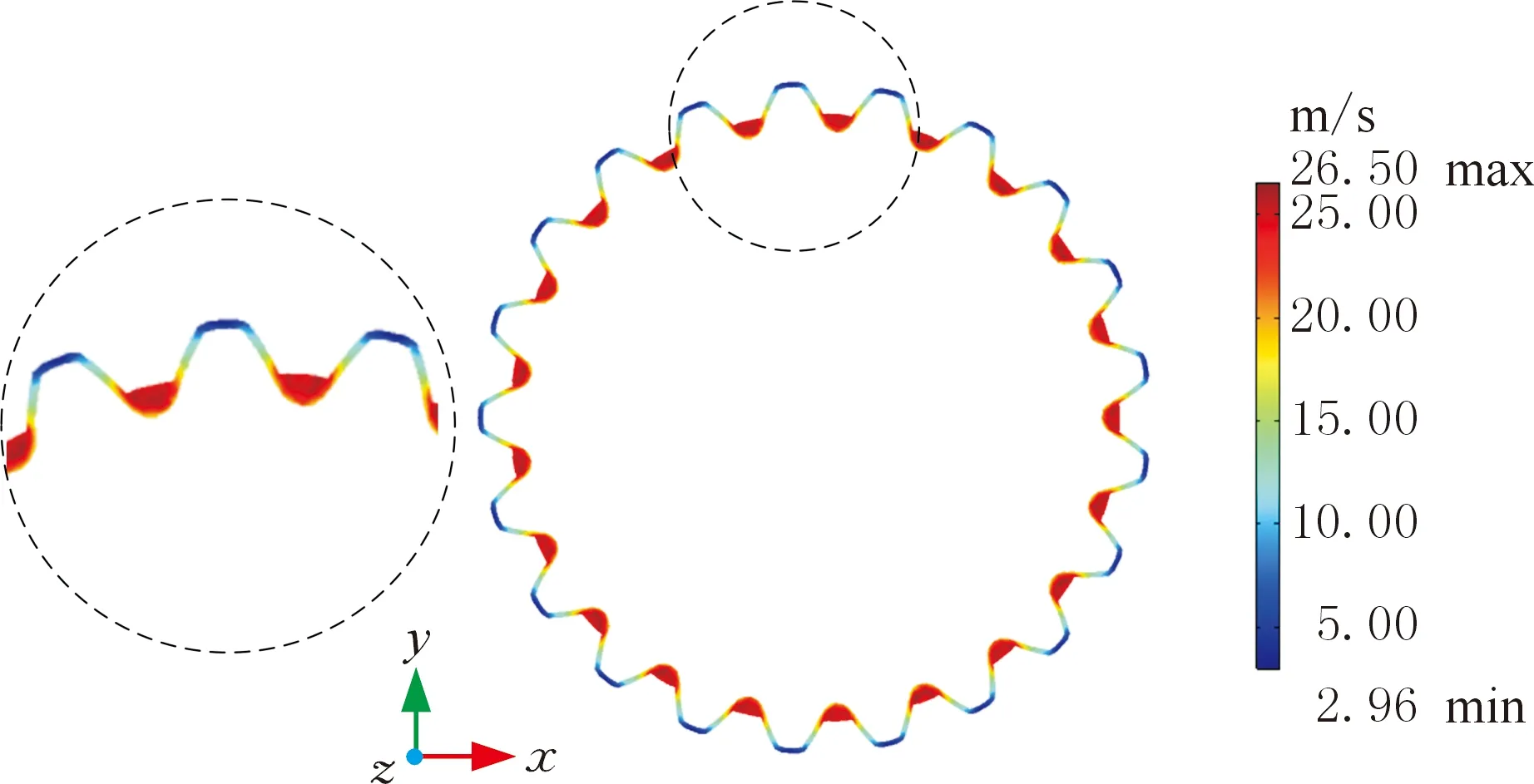
(a) 加工區(qū)入口截面
(a) 加工區(qū)入口截面
由上述分析可知:帶有一定錐度的變截面陰極對應(yīng)的電解液流動狀態(tài)較為均勻,電解液流速沿成形截面及工件表面變化的劇烈程度明顯減弱。
2.2.2加工刃寬度對流場影響
當(dāng)陰極的初始及成形截面確定后,加工刃寬度會影響陰極的進(jìn)給速度。針對具有相同初始及成形截面的變截面陰極,本文對不同加工刃寬度進(jìn)行流場數(shù)值分析,工件表面的流速沿陰極加工刃寬度分布如圖7所示。當(dāng)加工刃寬度為4~5 mm時,電解液流速由18~18.5 m/s快速增大至22~23 m/s;當(dāng)加工刃寬度為6 mm時,電解液流速由19 m/s平緩增大至25 m/s;當(dāng)加工刃寬度為7 mm時,電解液流速由17 m/s先增大至19.5 m/s后減小至18.5 m/s,最終增大至22.5 m/s。
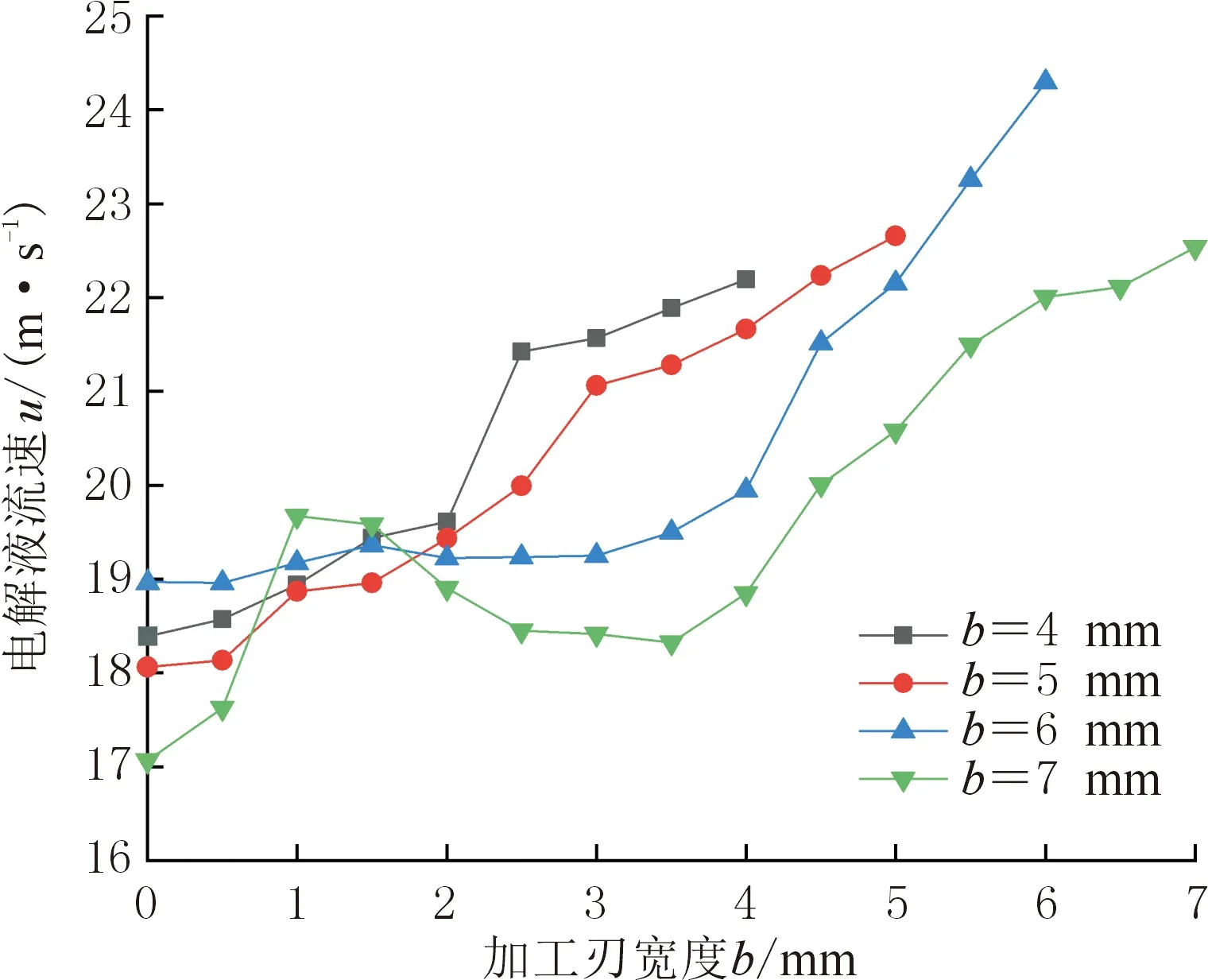
圖7 不同加工刃寬度對應(yīng)的工件表面電解液流速分布Fig.7 Electrolyte velocity distribution of workpiece surface according to different machining edge widths
由上述分析可知:與其他加工刃寬度相比,加工刃寬度為 6 mm時陰極對應(yīng)的電解液流速在加工區(qū)內(nèi)平緩增大,達(dá)到最高的流速,便于電解產(chǎn)物及氣泡的排出。
2.2.3導(dǎo)流段對流場影響
圖8中,無導(dǎo)流段時陰極成形截面附近出現(xiàn)低流速區(qū),電解液流速在陰極成形截面最高可達(dá)34.2 m/s,最低為4.47 m/s,局部區(qū)域內(nèi)電解液流場的可達(dá)性較差,流速波動較為劇烈。
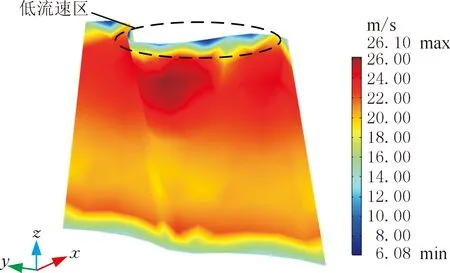
(a) 陰極表面流速
在陰極頂端增加一定高度的絕緣導(dǎo)流段后,導(dǎo)流段高度對工件表面電解液流速的影響如圖9所示。可以看出,無導(dǎo)流段時,電解液流速較低且波動劇烈,流速介于6~14 m/s;當(dāng)導(dǎo)流段高度為0.5 mm時,電解液流速增大至23~27 m/s,波動顯著減弱;當(dāng)導(dǎo)流段高度為1.0 mm時,電解液流速增大至28~32 m/s,波動進(jìn)一步減弱;當(dāng)導(dǎo)流段高度由1.0 mm繼續(xù)增加至2.0 mm時,電解液流速的大小和分布均勻性基本沒有改變。
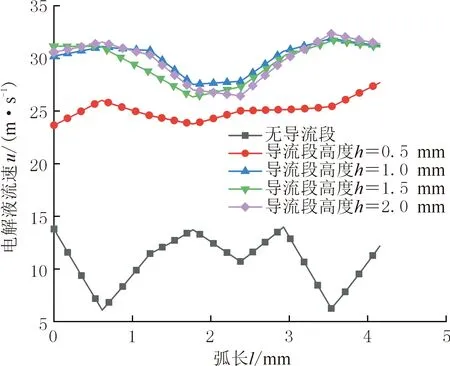
圖9 導(dǎo)流段對工件表面電解液流速分布影響Fig.9 Influence of guide on electrolyte velocity distribution of workpiece surface
圖10為增加高度為1.0 mm絕緣導(dǎo)流段后的電解液流速分布云圖。由圖10a可以看出,陰極表面的電解液流速沿電解液流動方向增大,在成形截面附近的最大流速可達(dá)31.9 m/s,隨后沿導(dǎo)流段減小至5.77 m/s,增加導(dǎo)流段后,已加工區(qū)域出現(xiàn)的低流速區(qū)對加工過程沒有影響;由圖10b可以看出,陰極成形截面最高流速可達(dá)33.8 m/s,最低流速為26 m/s,電解液流速較高且分布均勻。

(a) 陰極表面
由上述分析可知:絕緣導(dǎo)流段的高度為1 mm時,電解液流動的發(fā)散程度顯著減弱,改善了成形截面的小間隙內(nèi)電解液流速分布不均的問題。
2.3 電解液參數(shù)對流場影響
由于加工區(qū)的截面突然縮小,導(dǎo)致電解液流速突增而壓力突降。圖11a所示為電解液出口背壓為0、入口壓力為0.6 MPa時的電解液壓力分布,可以看出,壓力由加工區(qū)入口至出口呈下降趨勢,在加工區(qū)與已加工區(qū)轉(zhuǎn)折處急劇下降并出現(xiàn)負(fù)壓,此時電解液發(fā)生氣化,氣泡聚集出現(xiàn)空穴現(xiàn)象,工件表面易產(chǎn)生放射性條紋。相關(guān)研究結(jié)果表明,防止產(chǎn)生空穴的主要辦法是施加適當(dāng)背壓。圖11b所示為電解液出口施加0.2 MPa背壓的電解液壓力分布,可以看出,壓力由電解液入口處的0.6 MPa沿電解液流程L降低至0.18 MPa,壓力分布的均勻性得到了明顯改善。但是,施加出口背壓降低了電解液平均流速,使得電解液的擾動和更新能力減弱,電解產(chǎn)物蓄積嚴(yán)重會阻礙加工過程的穩(wěn)定進(jìn)行。
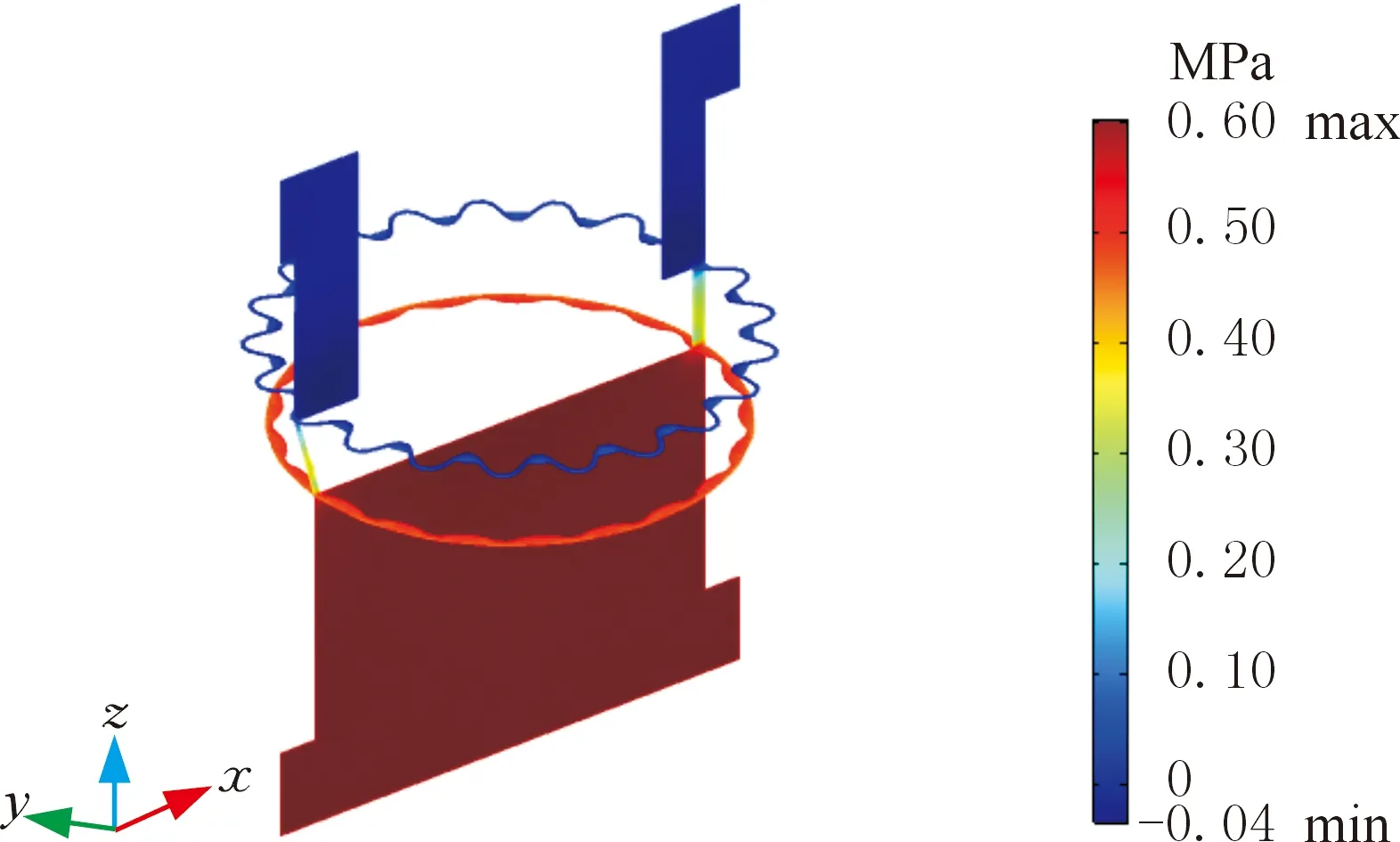
(a) 出口背壓為0 MPa
電解液流速與壓力存在對應(yīng)關(guān)系,在保證電解液流速均勻的情況下,可適當(dāng)提高入口壓力使電解液流速增大。當(dāng)出口背壓po為0.2 MPa且入口壓力pi分別為0.6 MPa、0.8 MPa、1.0 MPa時,工件齒槽截面線的電解液流速分布如圖12所示。隨著入口壓力由0.6 MPa增大至1.0 MPa,最低流速由15 m/s增大至23 m/s,最高流速由19 m/s增大至29 m/s,流速變化標(biāo)準(zhǔn)差由1.26增大至1.72,電解液平均流速顯著提高且波動較小。
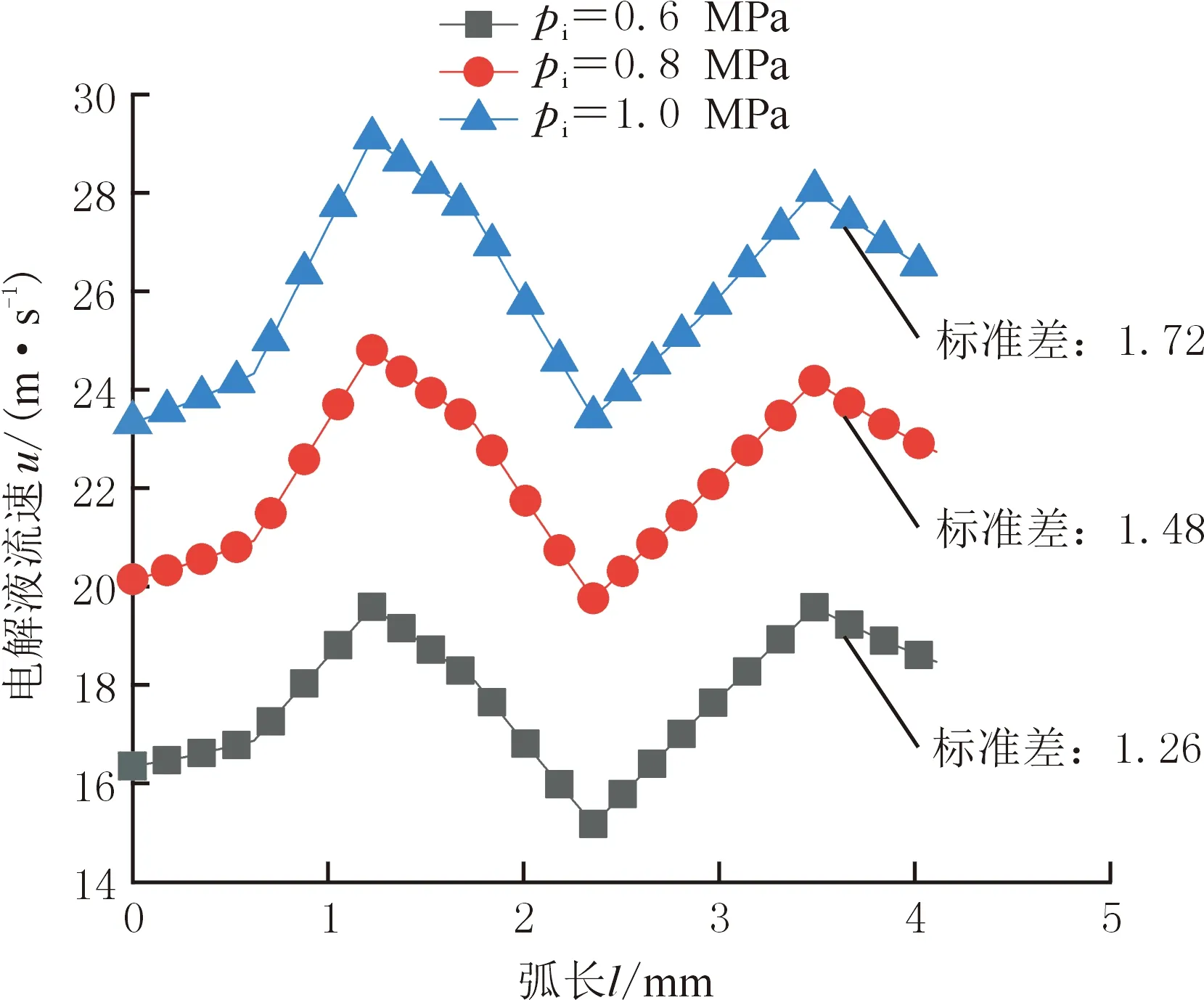
圖12 工件表面電解液流速分布Fig.12 Electrolyte velocity distribution on the workpiece surface
3 試驗(yàn)及討論
3.1 試驗(yàn)準(zhǔn)備
試驗(yàn)條件及工藝參數(shù)如表1所示,試驗(yàn)裝置如圖13所示,包括電解加工機(jī)床以及自行研制的工裝夾具和工具陰極。工裝夾具固定在工作臺上,由定位裝置及壓緊裝置組成,在加工過程中對工件進(jìn)行定位夾緊、密封絕緣;工具陰極通過快換夾頭安裝在機(jī)床主軸上,對非工作區(qū)進(jìn)行絕緣;電解液通過工裝夾具的通液孔流入、流出加工區(qū)域。
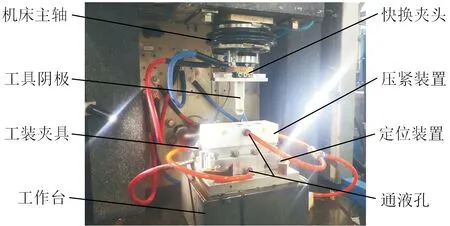
圖13 漸開線內(nèi)花鍵電解加工裝置實(shí)物圖Fig.13 Fixture photo of electrochemical machining of involute internal spline
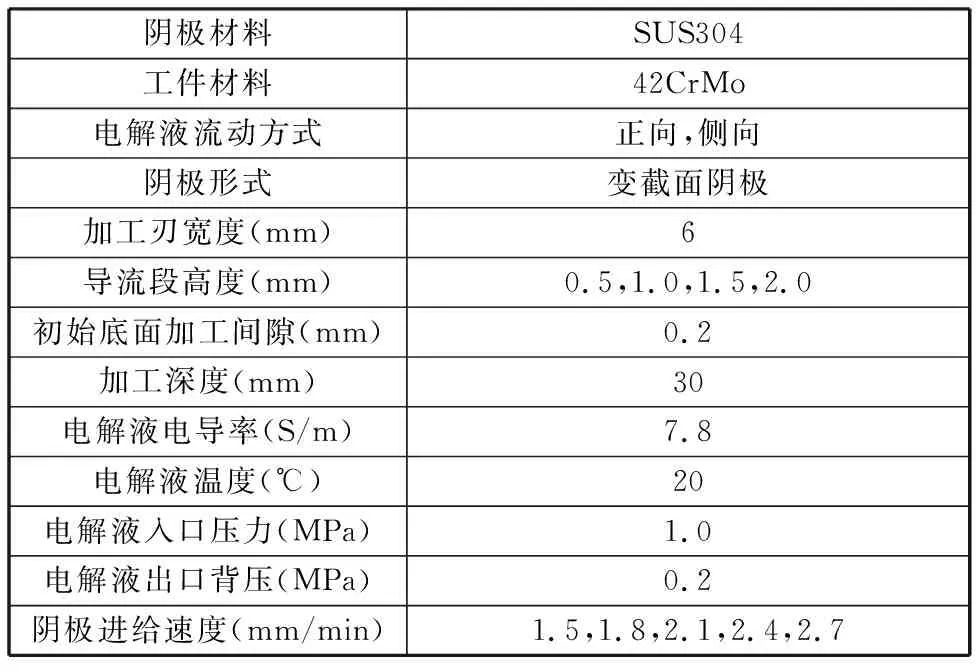
表1 試驗(yàn)條件及工藝參數(shù)
3.2 電解液流動方式對工藝穩(wěn)定性影響
加工過程穩(wěn)定性會受到電解液不同流動方式的影響。采用無導(dǎo)流段的工具陰極分別進(jìn)行電解
液正向流動及側(cè)向流動單因素試驗(yàn),進(jìn)給速度為1.5 mm/min時加工的樣件形貌如圖14所示。
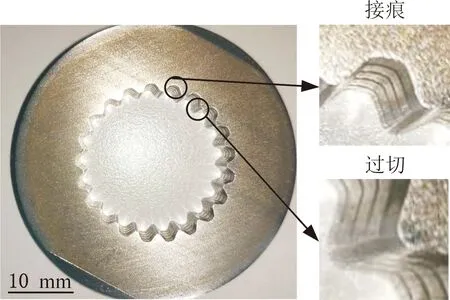
(a) 電解液正向流動
采用電解液正向流動時,由于電解液流速分布不均,導(dǎo)致加工區(qū)內(nèi)各處電導(dǎo)率差異明顯,部分區(qū)域蝕除速率較低,加工過程中發(fā)生了多次短路,樣件如圖14a所示。由于電解液流速波動,故齒槽表面產(chǎn)生了明顯的接痕,工件齒頂處電解液流速高,且發(fā)生了嚴(yán)重過切現(xiàn)象,使得齒頂被加工成為圓角。采用電解液側(cè)向流動時,加工過程中電流變化較為平穩(wěn),未發(fā)生短路。實(shí)際加工樣件如圖14b所示,可以看出,試件齒形清晰,加工區(qū)表面光潔度較好。
試驗(yàn)結(jié)果表明:電解液側(cè)向流動改善了流場的均勻性,有利于提高通孔類漸開線內(nèi)花鍵電解加工的進(jìn)給速度及加工質(zhì)量;盲孔類漸開線內(nèi)花鍵電解加工雖然可行,但受限于流場均勻性較差,從而導(dǎo)致加工效率和質(zhì)量會受到影響。
3.3 陰極結(jié)構(gòu)對工藝穩(wěn)定性影響
加工過程穩(wěn)定性會受到陰極結(jié)構(gòu)的影響,特別是導(dǎo)流段對進(jìn)給速度的影響。本文采用電解液側(cè)向流動方案,使用無導(dǎo)流段及導(dǎo)流段高度分別為0.5 mm、1 mm 的工具陰極,分別以1.5 mm/min、1.8 mm/min、2.1 mm/min、2.4 mm/min、2.7 mm/min的進(jìn)給速度v進(jìn)行單因素對比試驗(yàn)。不同進(jìn)給速度條件下重復(fù)試驗(yàn)5次,統(tǒng)計(jì)不同導(dǎo)流段高度下陰極達(dá)到的最大進(jìn)給速度vmax,如圖15所示。
隨著進(jìn)給速度的增大,不同高度的導(dǎo)流段對應(yīng)的陰極在加工過程中發(fā)生了短路,在重復(fù)試驗(yàn)中可以發(fā)現(xiàn),導(dǎo)流段高度為1.0 mm時能夠達(dá)到的最大陰極進(jìn)給速度明顯較高。由圖15可以看出,無導(dǎo)流段時,陰極最大進(jìn)給速度能夠達(dá)到1.5 mm/min以上;當(dāng)導(dǎo)流段高度為0.5 mm時,陰極最大進(jìn)給速度能夠達(dá)到1.8 mm/min以上;當(dāng)導(dǎo)流段高度為1 mm及以上時,陰極能夠以至少2.1 mm/min的進(jìn)給速度穩(wěn)定加工。
試驗(yàn)結(jié)果表明:隨著導(dǎo)流段高度的增大,電解液平均流速增大,陰極進(jìn)給速度得到了提高;當(dāng)導(dǎo)流段高度超過1 mm后,電解液流動狀態(tài)已趨于穩(wěn)定,陰極進(jìn)給速度的提高效果不明顯。
3.4 陰極進(jìn)給速度對工藝穩(wěn)定性影響
加工電流信號穩(wěn)定是漸開線內(nèi)花鍵電解加工過程穩(wěn)定的關(guān)鍵體現(xiàn)。通過上述試驗(yàn)發(fā)現(xiàn),雖然導(dǎo)流段能夠使陰極達(dá)到較高的進(jìn)給速度,但在加工過程中也會偶爾出現(xiàn)加工電流突變而導(dǎo)致短路的情況。較高的陰極進(jìn)給速度能夠抑制雜散腐蝕現(xiàn)象,從而提高加工精度及效率,但電流突變導(dǎo)致的短路會對工件表面產(chǎn)生輕微損傷,進(jìn)而影響試件表面質(zhì)量。
在電解液側(cè)向流動的加工條件下,采用導(dǎo)流段高度為1.0 mm的工具陰極分別以1.5 mm/min、1.8 mm/min、2.1 mm/min、2.4 mm/min、2.7 mm/min的進(jìn)給速度v進(jìn)行單因素對比試驗(yàn),以研究陰極進(jìn)給速度對加工電流穩(wěn)定性的影響,電流信號的變化如圖16所示。
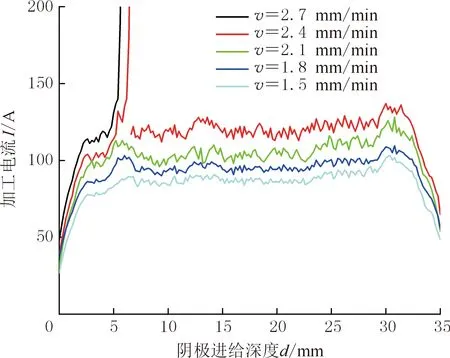
圖16 不同陰極進(jìn)給速度的加工電流變化規(guī)律Fig.16 Law of current at different cathode feed rates
當(dāng)陰極以2.7 mm/min的速度進(jìn)給且進(jìn)給深度為6 mm時,由于陰極的進(jìn)給速度過高且與工件發(fā)生了干涉,導(dǎo)致出現(xiàn)了短路;當(dāng)陰極以2.4 mm/min的速度進(jìn)給且進(jìn)給深度為6.6 mm/min時,陰極在切入試件過程中流場發(fā)生了突變,隨著進(jìn)給深度的增大,電解產(chǎn)物未能及時排出,電解液更新緩慢,造成加工電流突變,加工暫停后流動的電解液及時帶走了電解產(chǎn)物,隨后以較為均勻的電流進(jìn)行加工;當(dāng)陰極以2.1 mm/min、1.8 mm/min、1.5 mm/min的速度進(jìn)給時,整個加工過程的電流信號變化平緩。
試驗(yàn)結(jié)果表明:隨著陰極進(jìn)給速度的增大,實(shí)際加工間隙減小,加工精度提高,且加工電流易發(fā)生突變而誘發(fā)短路。
3.5 漸開線內(nèi)花鍵電解加工定域性情況
采用三坐標(biāo)測量儀對試件進(jìn)行檢測,在試件表面隨機(jī)提取6條采樣線,每條采樣線由28個等間距采樣點(diǎn)擬合構(gòu)成,采樣線位置如圖17所示,采樣線與理論輪廓誤差分布如圖18所示。
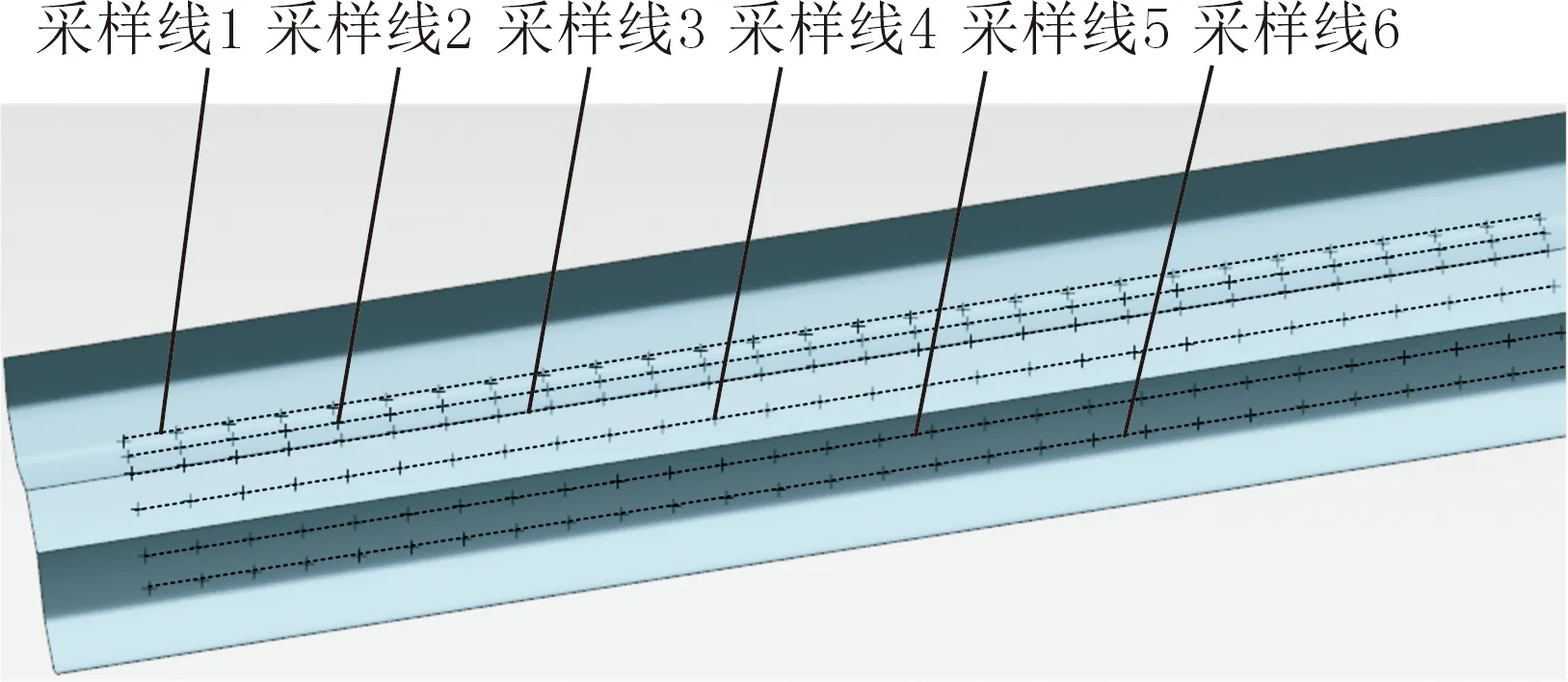
圖17 采樣線位置示意圖Fig.17 Schematic diagram of sampling line position
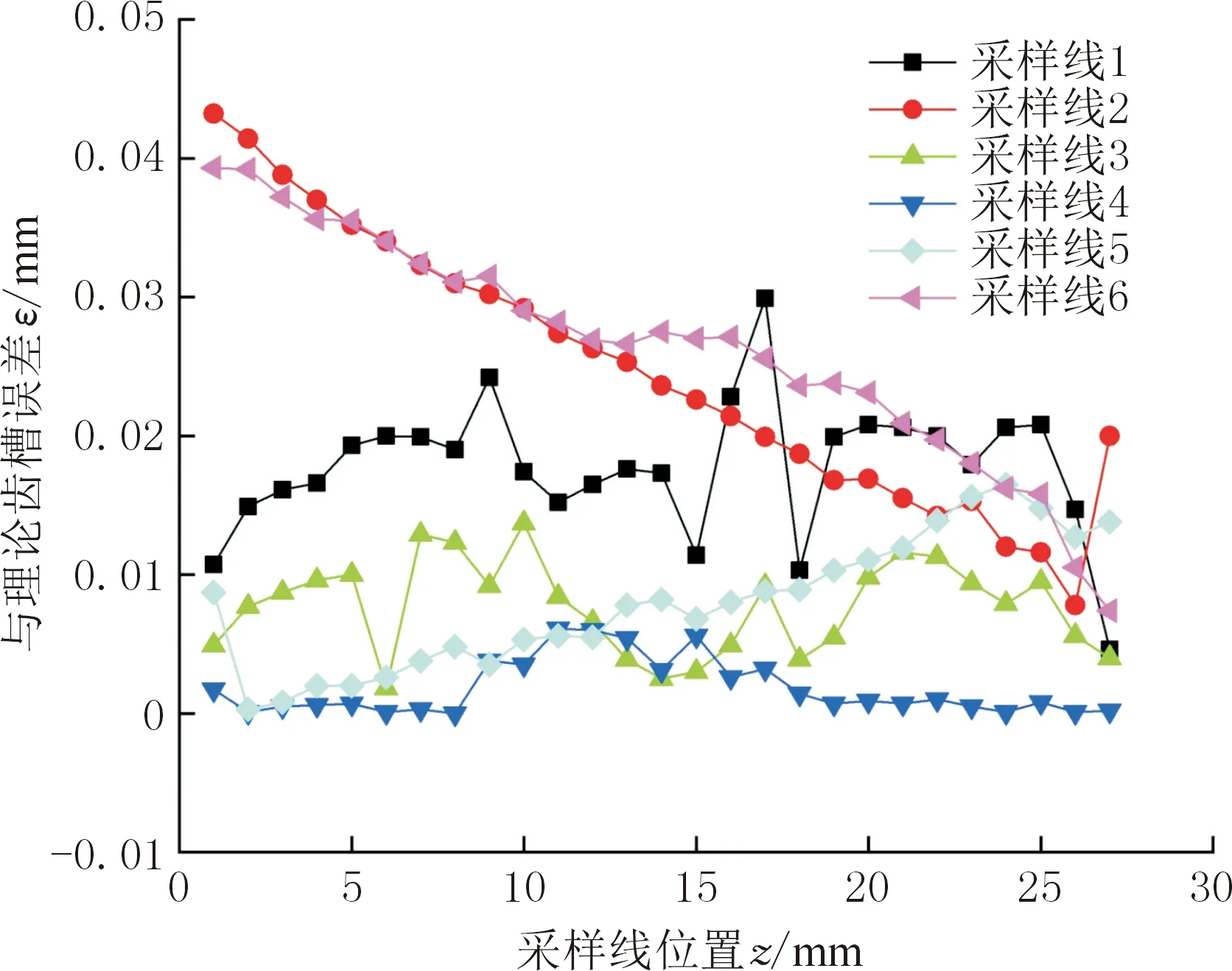
圖18 采樣線實(shí)測與理論輪廓誤差分布Fig.18 Measurement and theoretical profile error distribution of sampling line
圖18中,在陰極切入工件階段對應(yīng)區(qū)域,受流場分布均勻性較差的影響,初始齒廓的誤差分布均勻性較差,最大誤差接近0.045 mm;陰極完全切入工件后,流場逐漸變得穩(wěn)定,誤差集中于0.01~0.03 mm,加工誤差減小且分布一致性得到了提高。
對工藝參數(shù)優(yōu)化后,某試件的齒形及齒向誤差測量結(jié)果如表2所示。由表2可知,最大齒形誤差為0.0127 mm,最大齒向誤差為0.0171 mm。通過大量試驗(yàn)驗(yàn)證得到該規(guī)格試件的齒形誤差在0.015 mm內(nèi),當(dāng)加工深度為30 mm時,齒向誤差在0.02 mm內(nèi)。
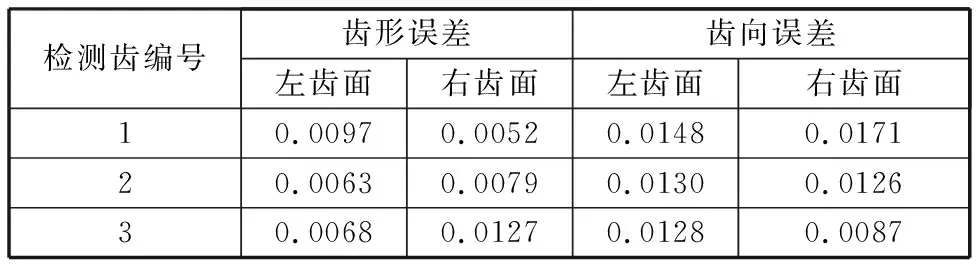
表2 齒形及齒向誤差
4 結(jié)論
(1)與電解液正向流動相比,采用電解液側(cè)向流動方案的流場均勻性較好,有利于通孔類漸開線內(nèi)花鍵的電解加工效率及表面質(zhì)量的提高。
(2)加工刃寬度為6 mm且?guī)в旋X形絕緣導(dǎo)流段的變截面陰極結(jié)構(gòu)能夠有效提高加工穩(wěn)定性,當(dāng)導(dǎo)流段高度為1.0 mm時,陰極進(jìn)給速度能夠達(dá)到2.1 mm/min以上。
(3)采用漸開線內(nèi)花鍵電解加工方法穩(wěn)定高效地得到了加工質(zhì)量較好的漸開線內(nèi)花鍵樣件,齒形誤差能夠控制在0.015 mm以內(nèi),當(dāng)加工深度為30 mm時,齒向誤差能夠控制在0.02 mm以內(nèi)。該加工方法能夠滿足多數(shù)情況下漸開線內(nèi)花鍵對工藝穩(wěn)定性和尺寸精度需求,可以進(jìn)一步推廣到其他異形孔類零件(如槍管膛線、內(nèi)齒輪等)電解加工。