某B型鋁合金車體底架邊梁與鑄件鉆孔鉚接的工藝研究
2021-07-15 09:37:44田玉吉李繼東蔡超倫張子軒
軌道交通裝備與技術 2021年3期
田玉吉 李繼東 蔡超倫 張子軒
(青島四方龐巴迪鐵路運輸設備有限公司 山東 青島 266111)
0 前言
底架是鋁合金車體的重要部件之一,直接與轉向架相作用,而邊梁的重要附件——抗側滾安裝座的精準定位尺寸更會直接影響到車體的質量及安全,因此,對抗側滾安裝座的位置尺寸及產品質量的要求特別高。新型設計理念采用現場手動配鉆的方式將抗側滾安裝座鑄件與邊梁通過HUCK鉚釘連接,HUCK鉚釘是利用胡克原理,通過專用氣動拉鉚槍,在拉力的作用下,拉伸鉚釘栓桿,推動擠壓套環,將套環擠壓到環槽的栓桿上,從而產生永不松動的特性,防松性好、連接強度高,在動車組上應用日趨廣泛[1-3],邊梁的設計結構、抗側滾安裝座的安裝空間位置和手動鉆孔人為不確定因素等,直接決定了現場配鉆孔的難易及所鉆孔的精準度。某B型鋁合金城軌列車的抗側滾安裝座為鑄件結構,下文針對某B型鋁合金車體底架邊梁與鑄件的鉆孔鉚接進行工藝研究。
1 底架邊梁鑄件位置結構介紹
某B型鋁合金城軌列車,底架邊梁結構為近圓柱形不規則形狀,底架單側邊梁靠近端部的抗側滾安裝座鑄件的結構及位置,如圖1所示。抗側滾安裝座為鑄件結構,采用整體機加工方式,保證鑄件上的機加工鉚釘孔、鑄件平面度、角度等位置尺寸公差要求,位于邊梁下表面鉚釘1的鉚釘孔,數量為8個,位于邊梁內斜面鉚釘2的鉚釘孔,數量為6個。從圖1可看出,抗側滾安裝座鑄件的安裝位置靠近枕梁,且距離底架地板較近,對現場匹配鑄件鉚釘孔鉆孔有一定的難度。一方面邊梁結構使得現場難于將抗側滾安裝座進行夾持固定;另一方面受抗側滾安裝座的空間安裝位置和手動操作人為不確定因素的影響,鉆孔尺寸難以滿足鉚接所需的公差尺寸要求,無法保證鉆孔精準度,且手動現場配鉆工作強度大,生產效率低。
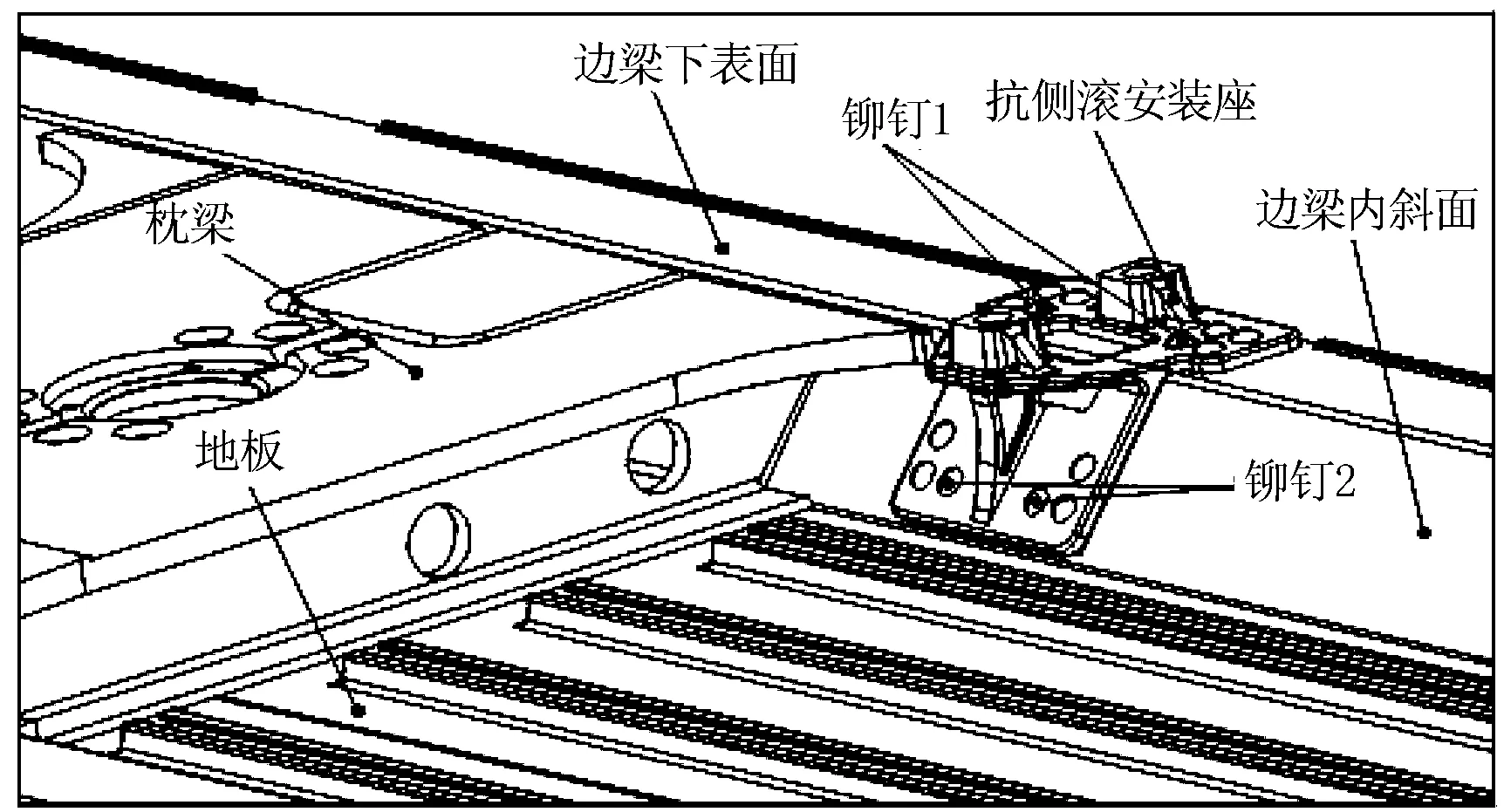
圖1 底架邊梁抗側滾安裝座位置示意圖
2 鉆孔鉚接工裝
根據邊梁和鑄件的結構特點,轉換磁力鉆定位基準參考面,以邊梁外表面作為定位基準設計鉆孔鉚接輔助工裝,通過靈活轉換磁力鉆定位基準參考面,以邊梁內斜面和邊梁下表面作為定位基準面,平行于邊梁內斜面設計定位支撐塊,平行于邊梁下表面設計托板,對鑄件分別進行側向和豎直方向夾緊定位,為機械鉆孔的精準性提供了必要的前提條件;根據邊梁的結構及鑄件的形狀尺寸特點,合理設計支撐框架,避免與鑄件發生干涉,滿足邊梁內斜面磁力鉆機械鉆孔對行程的需求。鋁合金底架邊梁與鑄件鉆孔鉚接的輔助工裝有托板、F卡欄、支撐框架、定位支撐塊、磁力鉆,如圖2所示,其中托板、支撐框架選用厚度為14 mm的不銹鋼板材,定位支撐塊選用厚度為140 mm的尼龍塊,采用整體機加工方式保證其平面度、垂直度等位置尺寸公差要求,極大地保證了所鉆孔的精準度。采用磁力鉆匹配鑄件鉚釘孔對邊梁型材機械式鉆孔,相比以往的手動鉆孔,避免了外界不確定干擾因素的影響,保證了鉆孔的精準性,減小了工作強度,顯著提高了生產效率[4]。
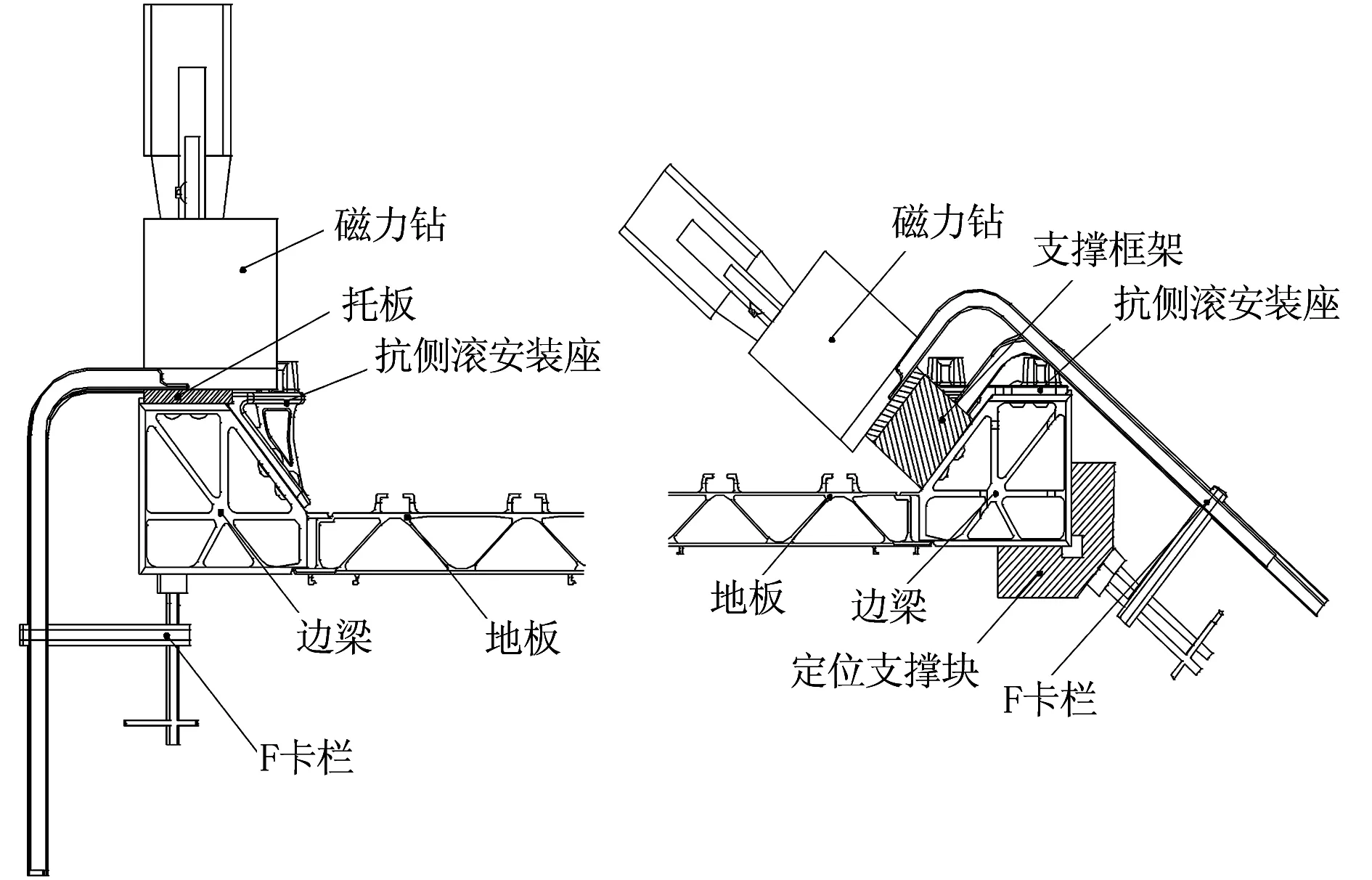
圖2 抗側滾安裝座與邊梁鉆孔鉚接工裝示意圖
3 底架邊梁與鑄件鉆孔鉚接工藝過程
為保證實物產品拉鉚質量,避免實物產品拉鉚后的返修,制定了底架邊梁與鑄件鉆孔鉚接工藝流程圖,如圖3所示,同時明確了鉚釘工藝試驗、鉆孔和拉鉚操作等步驟。

圖3 底架邊梁與鑄件鉆孔鉚接工藝流程圖
3.1 鉚釘工藝試驗驗證
為驗證鉚釘槍設備能力及鉚釘質量,需模擬實物產品進行拉鉚試驗工藝驗證,如圖4所示,試板1和試板2的材質和厚度均模擬實物產品,且按拉鉚所需尺寸預加工出鉚釘孔,將兩塊試板貼緊固定后用鉚釘槍進行拉鉚;拉鉚試驗結束后,在試板上標識車號、時間、操作者記錄信息,便于產品質量追溯,鉚釘外觀和尺寸檢驗合格后再進行正式產品件拉鉚作業。
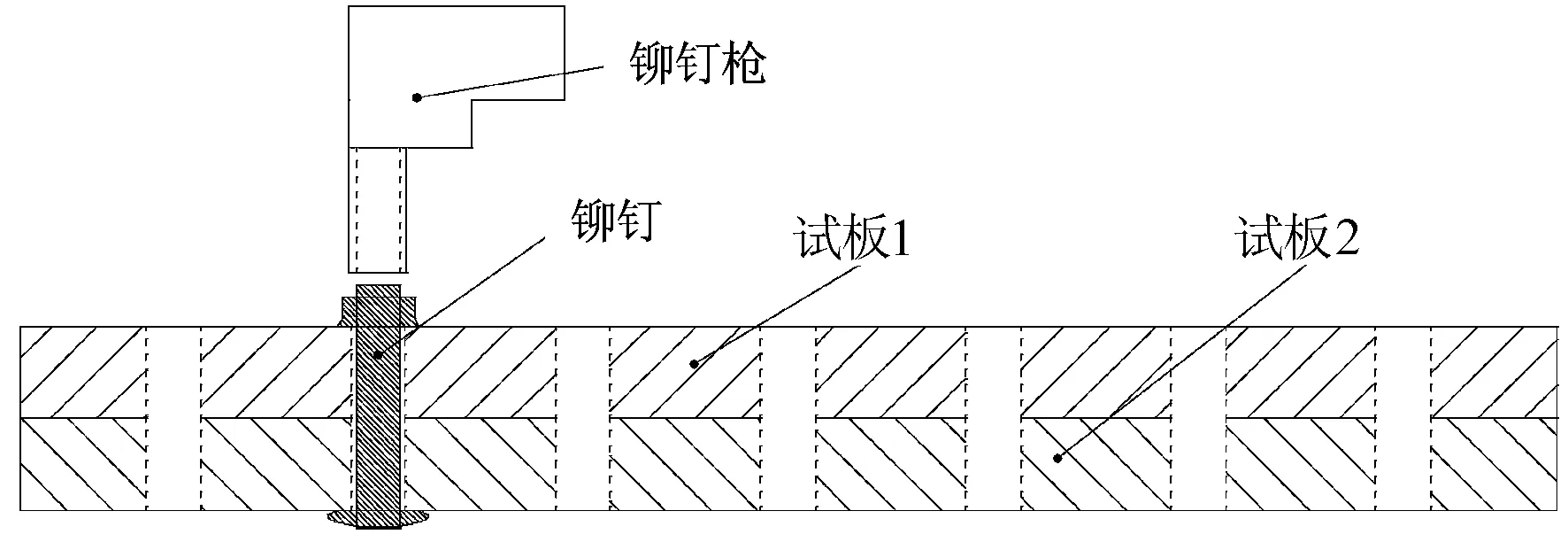
圖4 鉚釘拉鉚工藝試驗示意圖
3.2 邊梁下表面鋁型材定位鉆孔及拉鉚
首先將邊梁鉚接區域進行清潔及涂漆,待油漆干燥后繼續后工序作業;在邊梁上對抗側滾安裝座鑄件按圖紙尺寸進行定位尺寸劃線,同時根據底架寬度尺寸對抗側滾安裝座鑄件通過墊片調整其間距尺寸。
匹配鑄件鉚釘孔對邊梁下表面鋁型材鉆定位孔,如圖5所示,將抗側滾安裝座鑄件按定位尺寸放置在邊梁下表面上,用2個F卡欄將其在豎直方向進行夾緊固定;將機加工后的托板放置于靠近鑄件的邊梁下表面上,用2個F卡欄將其在豎直方向進行夾緊固定;將磁力鉆放置在托板上,通電后在電磁力的作用下,磁力鉆吸附于托板的表面,完成圖1所示鉚釘1位置的鉆孔,數量為2個;邊梁下表面的2個定位孔鉆孔完成后,在F卡欄夾緊狀態下進行邊梁下表面定位孔的拉鉚操作,定位拉鉚結束后,拆卸夾持在邊梁下表面的F卡欄。
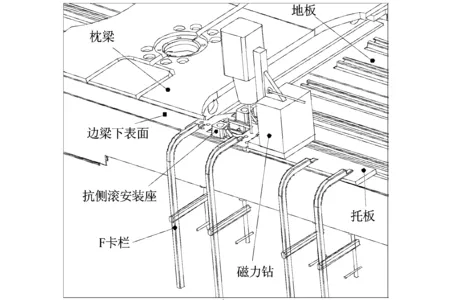
圖5 邊梁下表面鋁型材定位鉆孔拉鉚示意圖
3.3 邊梁內斜面鋁型材定位鉆孔及拉鉚
匹配鑄件鉚釘孔對邊梁內斜面鋁型材鉆定位孔,如圖6所示,首先在定位支撐塊和F卡欄的作用下,將貼附在邊梁內斜面的抗側滾安裝座鑄件進行夾緊固定,避免磁力鉆鉆孔過程與抗側滾安裝座鑄件發生共振而顫抖,影響鉆孔精準度;然后將支撐框架放置于邊梁內斜面上,用2個F卡欄將定位支撐塊和支撐框架進行夾緊固定,將磁力鉆放置于支撐框架上,通電后在電磁力的作用下,磁力鉆吸附于支撐框架的表面,完成圖1所示鉚釘2位置的鉆孔,數量為2個。注意:匹配鑄件鉚釘孔對邊梁內斜面鋁型材鉆定位孔時,應先完成圖1所示靠近枕梁側鉚釘2位置的鉆孔,因此放置支撐框架時,應選取合適的位置,滿足磁力鉆行程需求后,再進行夾緊固定;邊梁內斜面的2個定位孔鉆孔完成后,在F卡欄夾緊狀態下進行邊梁內斜面定位孔的拉鉚操作。
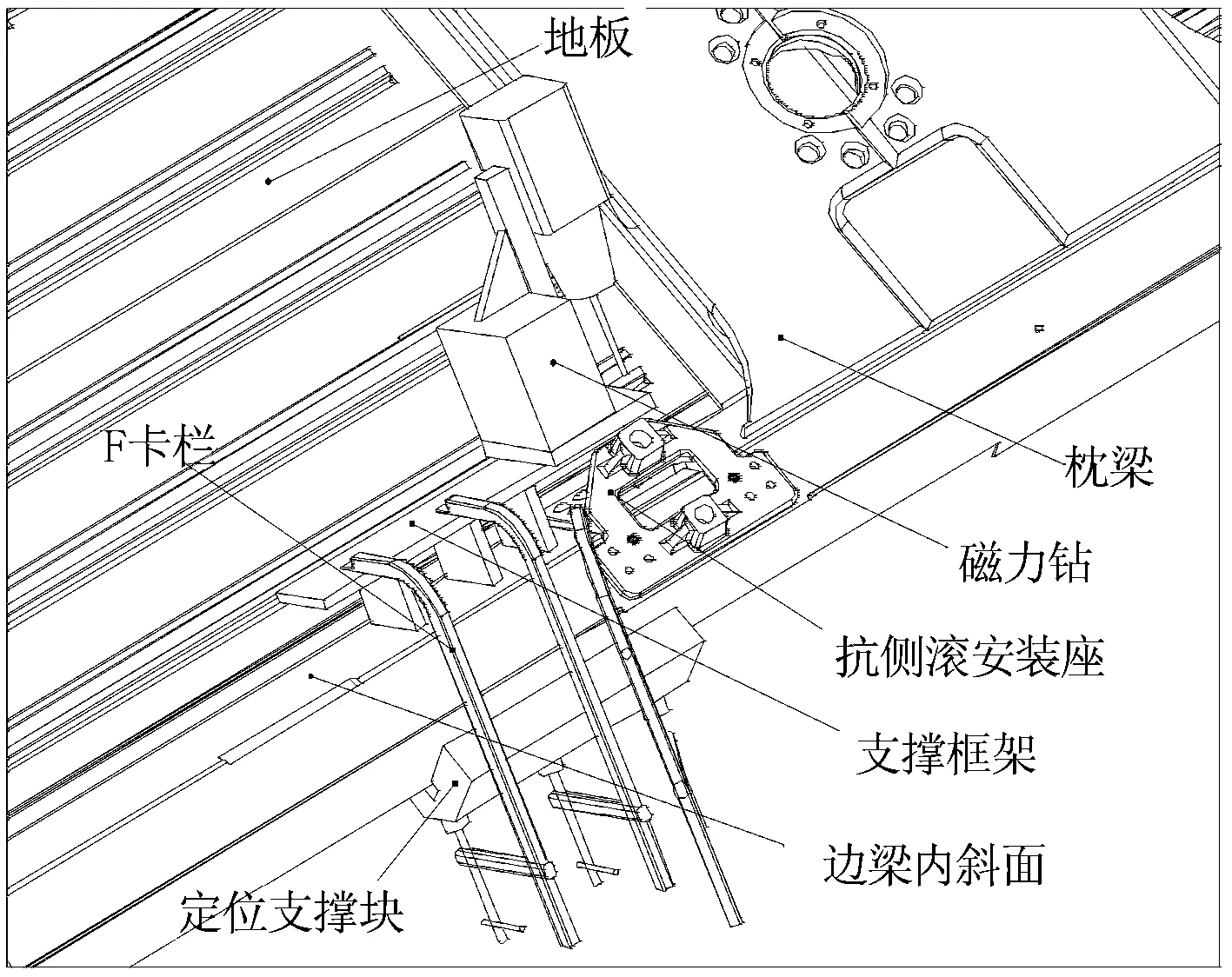
圖6 邊梁內斜面鋁型材定位鉆孔拉鉚示意圖
3.4 邊梁其他區域鋁型材鉆孔及拉鉚
邊梁內斜面定位鉆孔拉鉚結束后,繼續匹配鑄件鉚釘孔對邊梁內斜面鋁型材其他區域鉆孔,數量為4個,完成邊梁內斜面鑄件其余孔的拉鉚操作后,拆卸輔助工裝;按圖5所示,繼續匹配鑄件鉚釘孔對邊梁下表面鋁型材其他區域鉆孔,數量為6個,完成邊梁下表面鑄件其余孔的拉鉚操作后,拆卸輔助工裝;對鉚接后鉚釘進行尺寸和松動檢驗,合格后流轉至下工序。
4 結論
(1)依據邊梁和鑄件的結構特點設計的鉆孔鉚接輔助工裝,通過靈活轉換磁力鉆定位基準參考面,以邊梁內斜面和邊梁下表面作為定位基準面,為機械鉆孔的精準性提供了必要的前提條件,輔助工裝實用性強、操作靈活。
(2)采用磁力鉆匹配鑄件鉚釘孔對邊梁型材進行機械式鉆孔,相比以往的手動鉆孔,避免了外界不確定干擾因素的影響,保證了鉆孔的精準性,減小了工作強度,提高了生產效率,保證了產品質量。
(3)邊梁與鑄件鉆孔及鉚接的工藝流程,明確了對鉆孔和拉鉚操作的步驟,在后續實際應用中,極大程度地保證了產品質量,避免了實物產品拉鉚后的返修。