鏡面鋁表面壓劃成因及探究
2021-07-15 09:43:30熊彪
鋁加工 2021年3期
熊 彪
(中色科技股份有限公司,洛陽471039)
0 前言
隨著鋁板帶加工市場競爭日益激烈,企業要想獲得更好的發展,必須朝著“優質、高效、低成本、節能、環保”方向努力,而鏡面鋁屬于高表面要求產品,同時也是高附加值產品,是企業產品結構調整的一個方向。近幾年來鏡面拋光鋁材飛速發展,已廣泛應用于各類高檔民用產品中,如賓館酒店、家用浴室門以及家電產品中。鏡面拋光技術可使產品外觀看起來豪華美觀,目前在歐美,東南亞等發達地區已被廣泛推廣,有良好的市場前景[1]。
鏡面鋁可以通過電解拋光、化學拋光、機械拋光、軋制壓延等方法獲得,且可根據不同需求調整產品的顏色,從而使制作出的產品外觀更加色彩豐富、美觀大方[2]。本文介紹的鏡面鋁是指通過軋制壓延方法使帶材表面呈現鏡面效果。這類產品廣泛應用于燈具、高檔室內建筑裝飾、建筑外觀、汽車內外裝飾、標牌、銘牌等領域[3],屬于高表面鋁板帶的一個分支和延伸。但鏡面鋁在生產過程中易出現壓劃缺陷,嚴重困擾著鏡面產品質量的提升,導致成品率下降,最終影響經濟效益。
壓劃是由于材料的表面遭到破壞后經過軋輥軋制后形成的雖沒有手感但是影響物料表面美觀的一種表面缺陷。本文通過對比試驗對鏡面鋁表面壓劃缺陷的形貌、產生的機理及解決的方向進行了研究,期望找到解決問題的突破口和解決方法。
1 試驗用料
試驗材料為1070和1050鋁合金,其熱軋卷坯料厚度為(7.0±0.3)mm、(3.0±0.05)mm。其化學成分見表1[4]。
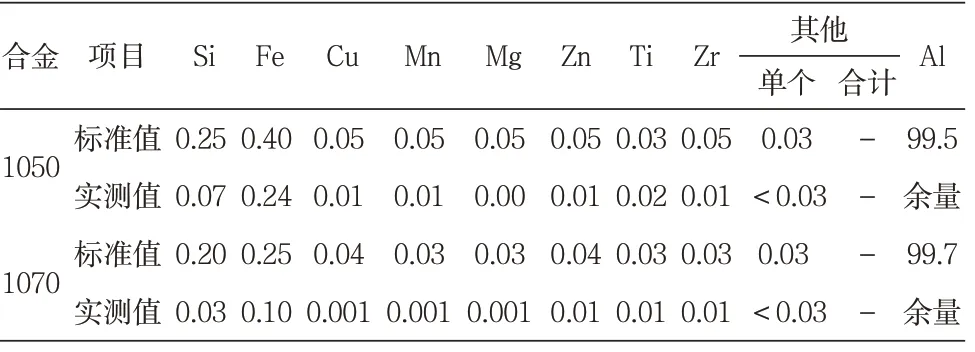
表1 1050、1070鋁合金化學成分(質量分數/%)
2 試驗方案
本次試驗方案共2組,每組方案的變量僅有一個,其余工藝條件相同,分別對比不同合金、不同熱軋坯料對表面壓劃的影響。
試驗方案見表2。
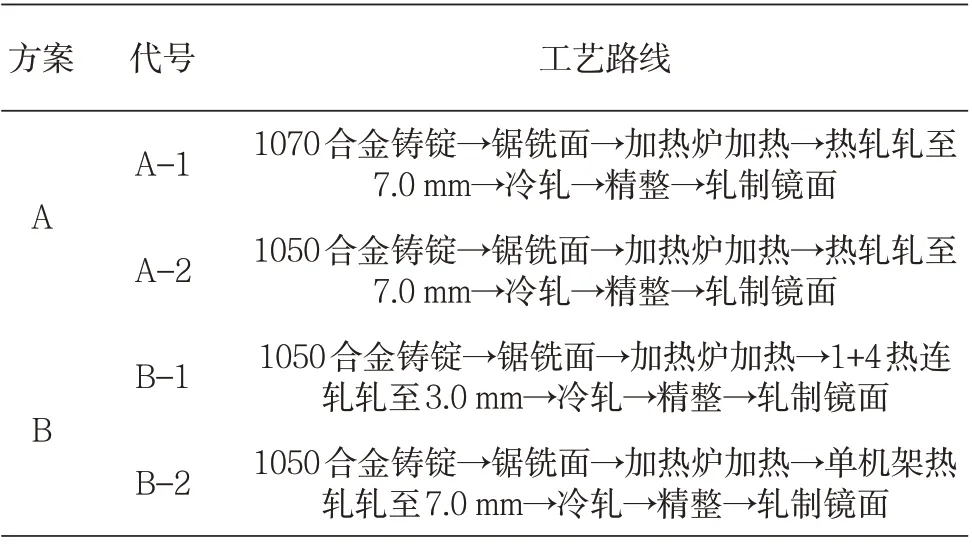
表2 對比試驗方案
3 試驗結果及原因分析
3.1 宏觀形貌及結果
對試驗過程進行全程跟蹤。在軋制鏡面之前,要求鋁板表面目視看不到壓劃缺陷。為排除后續可能出現的壓劃為頭尾缺陷造成,在鏡面軋制過程中統一在卷的中部斷開取樣,觀察表面缺陷形貌,對宏觀形貌進行對比,試驗結果見表3。
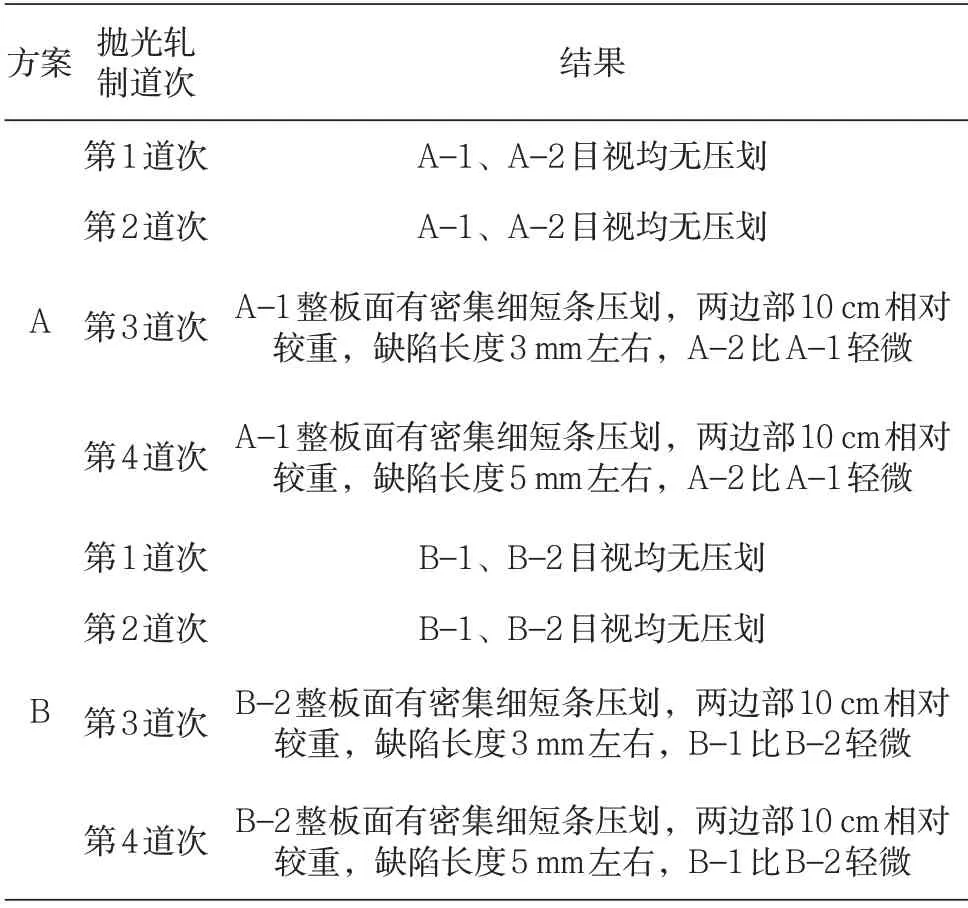
表3 方案1和方案2表面壓劃描述
3.2 微觀形貌及結果
對壓劃缺陷進行微觀形貌光學顯微鏡OM、掃描電子顯微鏡SEM以及能譜EDS分析。
OM觀察結果見圖1。在OM觀察下,白線缺陷顯示為黑色條狀。黑色點狀缺陷沿軋制方向排列,形成宏觀上的線狀缺陷。

圖1 OM不同放大倍數下的表面形貌
圖2為缺陷1和缺陷2的30倍SEM觀察圖。
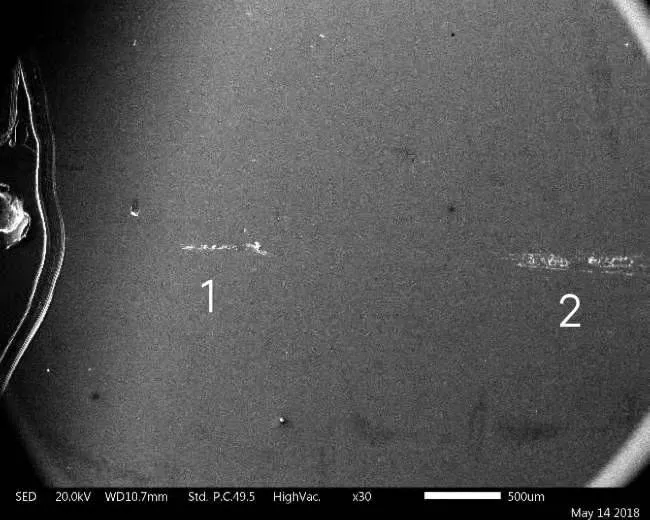
圖2 缺陷1和缺陷2放大30倍的SEM照片
圖3為缺陷1放大200倍和500倍的形貌圖。
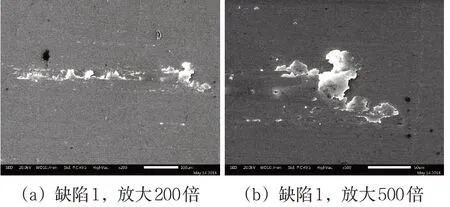
圖3 缺陷1的SEM照片
圖4為缺陷2放大200倍和500倍的形貌圖。
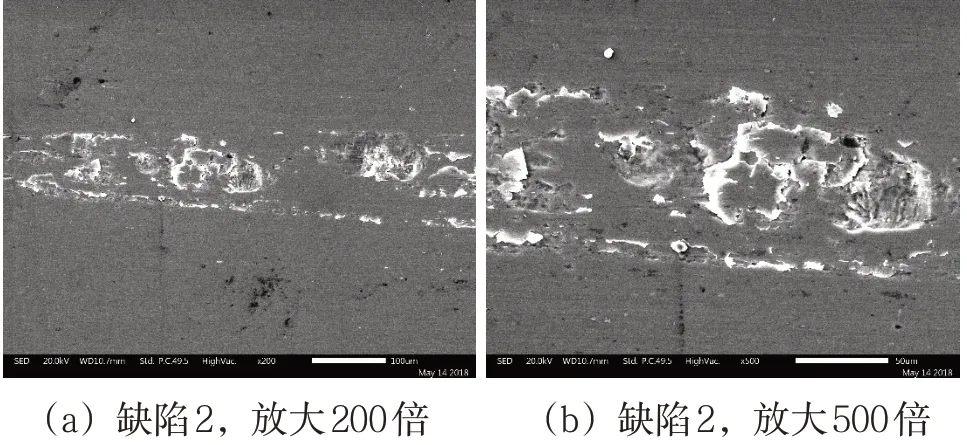
圖4 缺陷2的SEM照片
在SEM觀察下,白線缺陷顯示為白色條狀。白色點狀缺陷沿軋制方向排列,形成宏觀上的線狀缺陷,其寬度是由點狀缺陷尺寸決定的。
對正常鋁表面及缺陷處分別進行EDS分析,結果見圖5和表4。
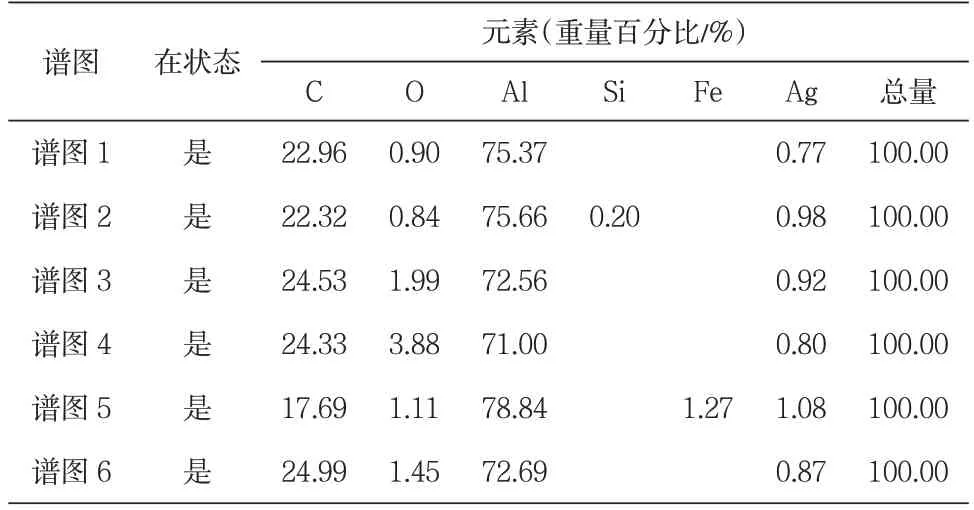
表4 EDS結果
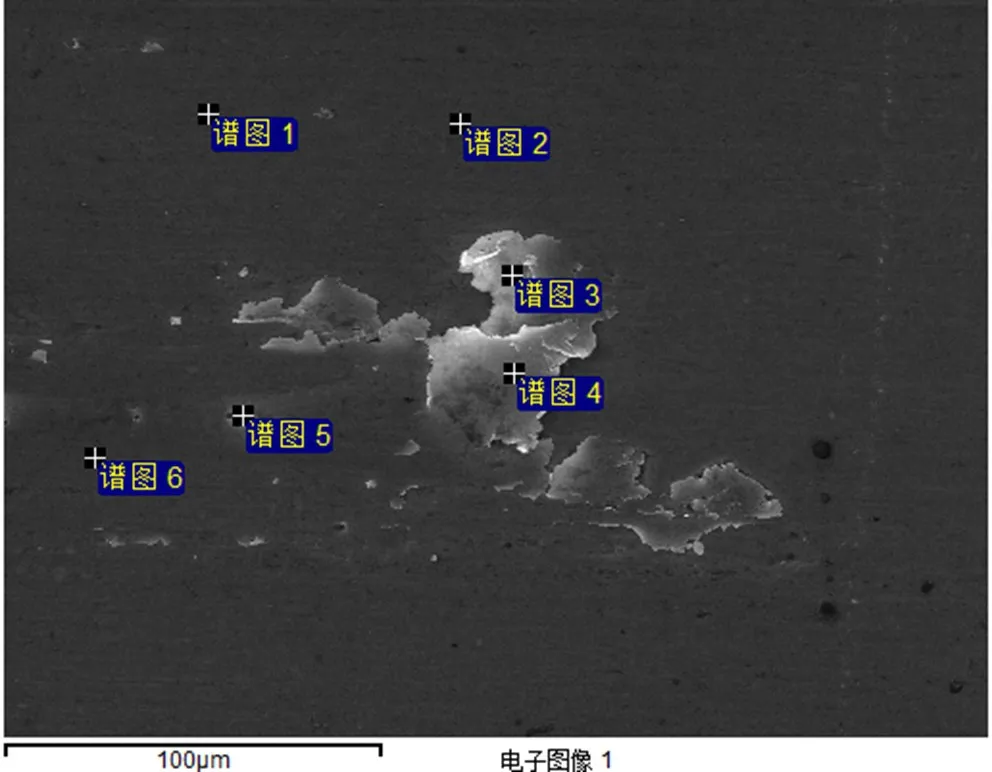
圖5 能譜分析取樣點
白線缺陷與基材鋁合金的成分差異較小,氧元素含量偏高。
3.3 試驗結果及原因分析
(1)在其他條件相同的情況下,單機架雙卷取熱軋坯料和1+4熱連軋坯料表面壓劃缺陷存在一定的差異,可以看出鏡面表面壓劃跟熱軋乳液潤滑有一定關系。
原因:熱軋生產時潤滑不足造成表面粘鋁,經過反復軋制,缺陷在料的表層虛愈合,經過拋光后壓劃缺陷顯現。
熱軋時,鋁板與軋輥是處于高溫、高壓、高摩擦條件下的軋制過程。而熱軋潤滑液的基本功能是減少摩擦,防止軋輥與軋件粘結,同時控制工作輥的溫度和輥型[5]。生產時必須使用兼有冷卻和潤滑作用的乳液作為冷卻潤滑液,使軋輥表面形成一層均勻的潤滑層,以避免軋輥與鋁板直接接觸。乳液的性能、指標從很大程度上決定了熱軋鋁板帶材的質量。因此,需制定一個合理的熱軋工藝參數,尤其是乳液指標應包括濃度、疏水黏度、顆粒度、灰分、pH值、電導率、ESI、乳液溫度等,同時按要求進行過濾、撇油等,從而保證生產鏡面坯料時潤滑良好,不出現粘鋁缺陷。
(2)從兩組試驗情況看,在軋制拋光的第1道次、第2道次表面均無壓劃,而第3道次、第4道次壓劃開始出現并加重。從壓劃的微觀形貌光學顯微鏡OM、掃描電子顯微鏡SEM以及能譜EDS分析結果看,在微觀狀態下,鋁材表面已經被破壞,并在破壞后的表面形成新的氧化層,呈顆粒狀沿縱向排布。
原因:在料卷轉運過程中,任何不規范的吊運、放置都會造成料卷表層破壞,導致軋制時鋁粉壓入表面,形成表層缺陷并愈合,經過拋光后表層缺陷顯現。因此需要規范生產過程中的每一個動作,包括對卸料、吊料、放置、轉運等每個環節進行細化,并盡可能創造懸空轉運的條件。
拋光軋制時,不斷有鋁粉進入軋制油中,如果過濾質量不好或者吹掃不到位,這些鋁粉很可能被壓入板面形成細小的壓劃。因此,為了獲得良好的表面質量,在現場操作中應做好各項工作,例如:控制軋制速度,調整合適的軋制油秥黏度、透光率、流量、油溫,在軋制變形區內形成連續、牢固、薄的潤滑油膜;保證軋制油的過濾精度;減少各類重油混入軋制油;使軋制油黏度與軋制速度匹配;執行工藝操作規程,滿足軋制條件等。此外,還要有較好的風吹除氣裝置,將表面多余的軋制油吹掉,盡可能減少殘留在板面上的鋁粉,從而提高表面質量[6]。
(3)不同牌號的合金表面壓劃程度不一樣,合金越軟越容易出現壓劃缺陷。
原因:材料軟硬對表面壓劃存在一定的影響,材料越軟,熱軋時表面出現粘鋁的概率越大,出現壓劃的概率也更大。
4 結論
(1)熱軋生產時潤滑不足容易造成表面粘鋁,經過反復軋制,缺陷在料的表層虛愈合,經過拋光后壓劃缺陷顯現。
(2)料卷轉運時的不規范吊運、放置均會造成料卷表層破壞,導致軋制時鋁粉壓入表面,形成表層缺陷并愈合,經過拋光后表層缺陷顯現。
(3)拋光軋制時,鋁粉不斷進入到軋制油中,如果過濾質量不好或者吹掃不到位,會導致鋁粉被壓入板面形成細小的壓劃。
因此需要從熱軋乳液管理、料卷轉運以及軋制油品等環節進行控制,降低鏡面鋁表面壓劃出現的概率。
