退火工藝對陽極鋁箔組織和性能的影響
2021-07-15 09:43:16零妙然趙茂密毛一帆馮恩浪秦頤鳴
鋁加工 2021年3期
關鍵詞:生產
零妙然,趙茂密,毛一帆,馮恩浪,秦頤鳴
(吉利百礦集團有限公司,百色 533000)
0 前言
電容器是電子產品的關鍵元器件,按照制造材質的不同分為鋁電解電容器、陶瓷電容器、薄膜電容器等。與陶瓷電容器相比,鋁電解電容器因具有單位體積電容量高、價格便宜等優勢而受到電容器市場的青睞。目前,鋁電解電容器在電容器市場的份額占比約為35%。鋁電解電容器的關鍵性原材料是純度大于99.95%的精鋁箔,其原材料精鋁錠的生產工藝主要為三層液電解法和偏析法[1]。
目前,國內批量生產電子鋁箔的企業主要采用高能耗、高成本和對環境人體有害的三層液電解法精鋁(以下簡稱三層材)作為電解電容器用陽極鋁箔原料。三層材生產高壓陽極箔的技術已相對成熟,而偏析材生產高壓陽極箔的技術還比較薄弱[2]。與三層液電解法生產工藝相比,偏析法精鋁(以下簡稱偏析材)工藝的優點是投資小、無污染、能耗低。國外尤其是日本對高壓陽極箔的研究比較全面,用偏析材制備高壓陽極箔也較早,已經掌握了偏析材生產高壓陽極箔的工藝技術,其產品的綜合性能甚至高于三層材生產的電子鋁箔。但高壓陽極箔的工藝技術保密性很強,鮮有文獻公開報道偏析材制備高壓陽極箔的相關研究內容[3]。
我國作為電子、通信、軌道交通、航空航天、軍事裝備等領域的生產及應用大國,對鋁電解電容器需求量巨大。同時,隨著近年來國家對能源使用控制、環境保護的要求越來越高,偏析材代替三層材生產電子鋁箔的形勢越發嚴峻[4],因此,亟須研究和開發使用偏析材陽極鋁箔為原料的大容量、耐高壓、小體積鋁電解電容器[5]。高的立方織構占有率是鋁箔在后續腐蝕時獲得所需隧道孔、具有高容量的先決條件,但高的立方織構獲得需要從鋁箔的成分設計、軋制工藝和后續退火工藝等環節控制[6]。其中,電子鋁箔最后的退火工藝是影響立方織構占有率的重要因素之一。本文擬采用偏析材和三層材按不同比例為主要原料生產電子鋁箔,利用蝕坑法研究不同退火溫度和時間對不同原料生產的鋁箔再結晶組織的影響,為偏析材生產高壓陽極鋁箔的研究和開發提供參考。
1 試驗方法
1.1 試驗材料
選取厚度為0.125 mm的硬態鋁箔作為試驗材料,其原料分別為三層材和偏析材2種。用這2種原料生產硬態鋁箔的工藝相同,均為:調整化學成分→半連續鑄造→鋸切頭尾→鑄錠銑面→均熱處理→熱軋→冷軋→重卷切邊→冷軋→箔軋→中間退火→箔軋(最后一道次)→拉矯→油清洗→分切。三層材、偏析材的成分見表1,最終生產出的高壓陽極硬態鋁箔成分見表2。表2中產品A為100%偏析材生產的鋁箔,產品B為50%偏析材+50%三層材生產的鋁箔,產品C為100%三層材生產的鋁箔。

表1 原材料成分(質量分數/10-6)

表2 鋁箔成分(質量分數/10-6)
1.2 退火方案
方案1:將這3種鋁箔試樣分幾組放到BLMTGK高真空管式爐內于真空狀況下分別在250℃、300℃、350℃、400℃、500℃、550℃溫度下退火,每個溫度下的保溫時間分別為0.5 h、1 h、2 h。
方案2:用全偏析材生產的產品A樣品在300℃下退火保溫1 h后,再次升溫至510℃后分別保溫處理10 min、30 min、60 min、600 min,隨后出爐自然冷卻。
1.3 樣品處理
(1)將退火后的鋁箔經電化學拋光后用腐蝕液腐蝕、待樣品干燥后在DMI3000倒置式顯微鏡下觀察處理后的試樣表面的正方形腐蝕坑所占總腐蝕的比例。電化學拋光液主要由10%高氯酸+90%工業酒精組成,拋光溫度為20~25℃,電流密度為1~2 A/cm2,處理時間為10~20 s;腐蝕液由50%HCl+47%HNO3+3%HF組成,腐蝕溫度為15~25℃,處理時間為8~15 s。
(2)晶粒度檢測:對退火后的待檢測鋁箔進行取樣。將大小為20 mm×100 mm的樣片放入溫度為10~20℃的高氯酸-酒精溶液中電解拋光60 s。待拋光后的樣片干燥后將其放入鹽酸、硝酸、水、Cu離子混合溶液中鍍膜,鍍膜電壓45~50 V,鍍膜時間約需1 min。將完成以上處理的鋁箔樣片干燥后,用DMI3000倒置金相顯微鏡觀測并選取能代表整片鋁箔晶粒的照片。
(3)抗拉強度檢測:用YF-8600A鋁箔拉力試驗機進行檢測,其量程為200 N,精度為0.1 N/cm。將待測鋁箔裁剪成大小為10 mm×150 mm的樣品,裁剪樣品的長度方向要求與鋁箔軋制方向相同。拉伸速度設定為150 mm/min。
2 實驗結果與討論
2.1 再結晶溫度確定
圖1為三種鋁箔在250℃、300℃、350℃退火1 h后再經蝕坑法腐蝕處理后其表面晶粒的蝕坑形貌及分布情況。因為鋁箔中每個晶粒都有各自的位向,腐蝕液對鋁箔的腐蝕具有晶體學特征,腐蝕時沿著晶體結構的<001>方向腐蝕速度最快,結果腐蝕坑由小的立方體組成[7]。當鋁箔再結晶退火后,試樣表面為立方取向的(100)面時,腐蝕小坑與鋁箔表面相切的交線呈正方形圖樣,當表面為(110)面時,則呈矩形蝕坑,當表面(HKL)為其他面,如(111)面時,則呈三角形蝕坑。因此,可以通過觀察再結晶后鋁箔表面蝕坑的形狀確認具有正方形蝕坑的立方取向晶粒(立方織構)占有率情況,即鋁箔表面正方形蝕坑的占有率約等于立方織構占有率。由圖1可以明顯看出,總體上,產品A、B、C都是隨著退火溫度的升高,具有正方形蝕坑的立方取向晶粒不斷增加,表征其他取向的三角形或矩形逐漸減少。全偏析材生產的產品A在300℃和350℃下的正方形蝕坑基本相同。300℃時,50%偏析材+50%三成材生產的產品B還有少部分非正方形蝕坑,而全三層材生產的產品C還有接近30%蝕坑是非正方形蝕坑。當溫度達到350℃時,三種鋁箔產品表面蝕坑都趨于正方形。


圖1 三種鋁箔產品的蝕坑法金相照片(放大100倍)
圖2是實驗中根據蝕坑法對全部鋁箔試樣立方織構占有率統計分析所得數據繪制出的曲線圖。從圖2可知,高壓陽極箔的立方織構含量隨退火溫度的升高而快速增長,但當達到一定溫度后,立方織構含量增長放緩,超過500℃后幾乎不再增長,甚至有輕微回落。從圖1和圖2都能看出陽極箔在300℃退火1 h后,產品A(即全偏析材陽極箔)立方織構(100)占有率達92%以上,退火溫度繼續升高對立方織構占有率增長也沒有實際性作用;而產品B(即50%偏析材+50%三層材配比生產的陽極箔)在此溫度下還有少部分未轉變成立方織構的黑色正方形組織,但大部分立方織構已經形成;產品C(即全三層材生產的陽極箔)則還有約30%的織構未轉變成立方織構。這說明在300℃下保溫1 h,全偏析材的鋁箔完成了再結晶,偏析材和三層材各占50%生產的鋁箔完成了絕大部分再結晶,而全三層材生產的鋁箔則還有相當一部分未完成再結晶。在350℃下退火1 h后,3種鋁箔的立方織構占有率達92%以上,而且趨于穩定,說明這幾種鋁箔在350℃溫度下全部都完成了再結晶,立方織構占有率此時達到最高并趨于穩定。根據蝕坑法實驗趨勢判定偏析材和三層材各占50%生產的鋁箔的再結晶溫度在300~350℃之間,大概在325℃左右完成再結晶。
表3為3種產品在不同溫度下保溫1 h后自然冷卻的試樣進行抗拉強度試驗的結果,而圖3是根據表3的數據繪出的鋁箔抗拉強度隨退火溫度不同而發生變化的關系曲線。從圖3可知,隨著退火溫度的增加鋁箔抗拉強度不斷減小,當退火溫度達到一定時抗拉強度幾乎不變,如產品A在退火溫度達300℃以后其抗拉強度變化很小,而產品B和產品C在退火溫度達350℃以后其抗拉強度趨于穩定。由此說明,產品A在300℃保溫1 h后在其軋制過程中所積累的應力已完全消除,而且鋁箔幾乎完成了再結晶;產品B、C在350℃時已經完成再結晶,這個結論與圖1和圖2的結果相互印證。

圖3 抗拉強度與退火溫度關系

表3 不同退火溫度下鋁箔的抗拉強度/MPa
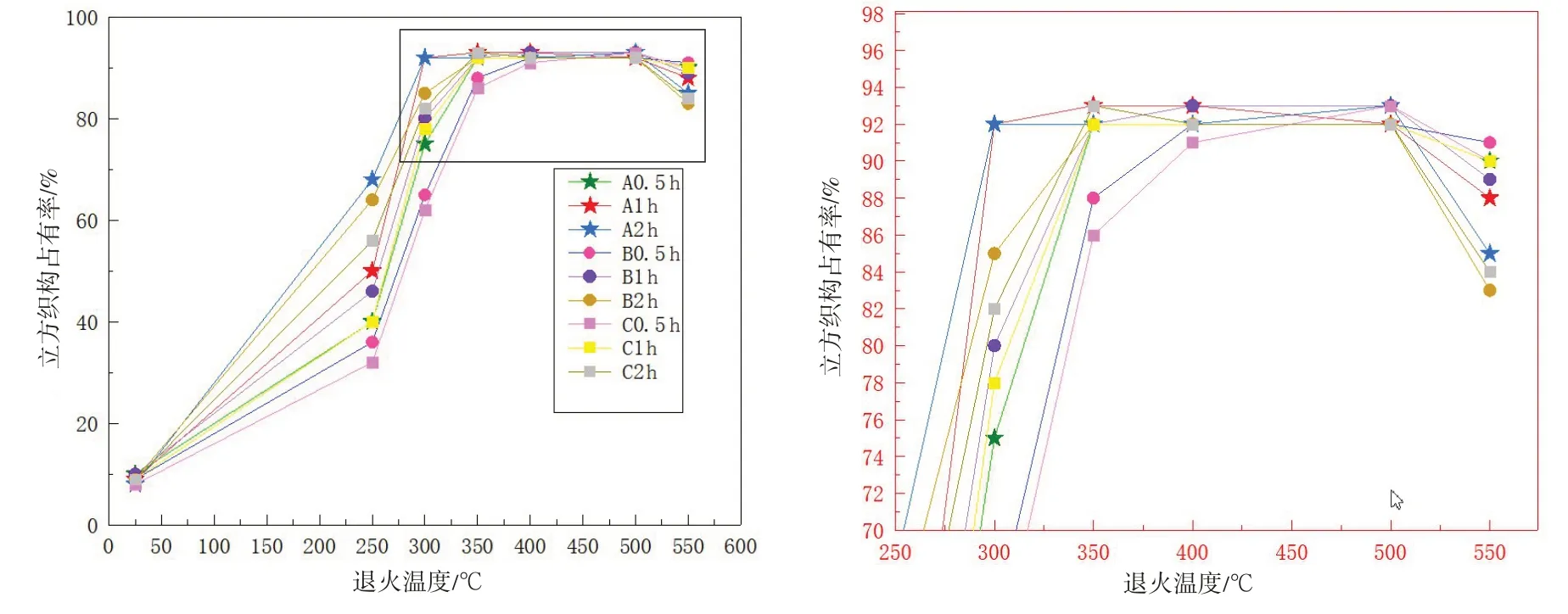
圖2 立方織構占有率與退火工藝關系(右圖為左圖局部放大圖)
從以下幾方面分析以三層材和偏析材為原料生產的高壓陽極箔再結晶溫度的不同:
(1)兩種提純方法生產的精鋁微量元素含量存在差異,三層液法對Si、Fe、Ga、Ce等的提純效果比偏析法好,使其在鋁箔中的含量低,而偏析法則對Cu、Mg等元素提純效果更佳,幾乎可以完全去除。但在三層液提純過程中會使精鋁混入一定量的非金屬添加物,這些微量金屬元素及非金屬添加物在鋁箔基體中作為溶質原子與晶界發生交互作用,在晶界及位錯附近聚集。在鋁箔再結晶形核過程中,這些偏聚的溶質原子阻礙晶界的移動和位錯的滑移和攀移,從而阻礙再結晶核心的形成和長大,因此推遲了再結晶過程,使再結晶溫度提高。但每種微量元素、金屬元素含量多少等因素對陽極箔再結晶過程的影響程度還存在許多未研究透徹的地方。
(2)曹建剛[8]等人研究發現,稀土元素Ce不僅可以提高鋁箔再結晶溫度,而且具有細化晶粒作用。從表1可知,偏析材的稀土元素Ce含量較高,其生產的鋁箔在完成熱軋后,基體晶粒尺寸比相同工藝參數下三層材的晶粒細小,晶界比較多。而晶界是再結晶形核的有利位置,因此,偏析材鋁箔原始晶粒越細小越有利于再結晶,再結晶溫度也越低。
除此之外,原料純度、析出相、金屬間化合物的種類與多少以及變形織構的不同都對再結晶溫度產生影響。生產過程中這些因素共同作用導致兩種提純方法生產的鋁箔再結晶溫度存在很大的差異。
2.2 偏析材鋁箔最終退火工藝討論
從圖2中可以看出,無論是300℃保溫1 h還是增加到2 h,還是退火溫度從室溫直接升到500℃退火1 h,鋁箔立方織構占有率沒有明顯變化。在較低溫度下增加保溫時間,陽極箔立方取向晶粒長大的優勢也不能把其他取向的晶粒吞噬。而直接升溫到500℃退火,鋁箔再結晶過程和晶粒長大同時發生,在立方織構晶粒長大的同時,也會創造其他非立方取向晶粒獲得快速長大的熱力學條件,從而長大到不會被立方取向晶粒吞噬的尺寸,因此,立方織構占有率無法得到增長。從曲線圖2的整體趨勢來看,經300℃×1 h或400℃×0.5 h退火后產品A再結晶已經完成,鋁箔的立方織構占有率達92%左右,繼續增加保溫時間只能使晶粒長大,但織構占有率沒有發生根本性的變化,結果和徐進等人[9]研究的結果相近,提高再結晶加熱溫度的主要效果是縮短再結晶的時間。為了盡量限制非立方取向晶粒的長大,進一步增加高壓陽極箔的立方織構的占有率,可以采取再結晶加熱與晶粒長大加熱兩級退火溫度適當組合的方式,如本文退火方案2的兩級退火方式。
表4為經退火方案2得到的立方織構占有率統計表。與退火方案1相比,此方案增加第二段退火,第一段都是在300℃保溫1 h。結果顯示,立方織構占有率從92%增到96%(見圖2)。高壓陽極箔在完成再結晶后應立刻提高到510℃左右的高溫,以促進立方取向晶粒快速長大、遏制其他織構晶粒生成,這樣才能保證陽極箔高的立方織構占有率。從表4可看出,在510℃下隨著保溫時間加長,立方織構占有率降低,當延長到600 min時下降到80%。

表4 偏析材鋁箔退火后立方織構占有率
圖4為產品A在經退火方案2后的鋁箔晶粒尺寸圖。圖4(a)的平均晶粒尺寸為0.135 mm,(b)圖的晶粒大小為0.136 mm,(c)圖的平均晶粒尺寸為0.225 mm。圖4(c)晶粒尺寸金相照片對應立方織構占有率為80%的鋁箔試樣,該樣品平均晶粒大小明顯高于鋁箔厚度(0.125 mm)。在這種情形下,晶粒界面中作為鋁箔表面的面積比晶粒之間的界面積大(如圖5中A和B所占面積),因而表面能的高低變化有可能引發晶粒的繼續長大。因此,在510℃下長時間保溫過程中,某些可以造成低表面能的晶粒長大并接觸表面后就可能誘發晶粒長大現象,并且不斷吞噬表面能較高的立方取向晶粒,從而大幅度降低立方織構占有率,如試驗方案2中510℃保溫600 min后的立方織構占有率僅為80%。

圖4 偏析材鋁箔不同工藝退火后的晶粒尺寸金相照片

圖5 0.125 mm厚鋁箔退火后的截面晶粒組織示意圖
3 結論
(1)高壓陽極鋁箔再結晶織構主要由立方織構組成,同時參雜有少量其他非立方織構。鋁箔立方織構占有率隨著退火溫度的升高而增大,當溫度升高到某個值后立方織構趨于穩定。
(2)全偏析材生產的陽極箔在300℃保溫1 h后完成再結晶,立方織構占有率穩定在92%左右,全三層材生產的陽極箔在350℃保溫1 h后完成再結晶,立方織構占有率達到最大值,約為93%;偏析材和三層材各50%為原料生產的鋁箔大約在325℃保溫1 h完成再結晶,立方織構占有率約為93%。
(3)全偏材鋁箔的最佳退火工藝為300℃×1 h+510℃×10 min;根據方案1和方案2中3種鋁箔的再結晶溫度測試和實驗結果,可以推斷出全三層材鋁箔的最佳退火工藝為:350℃×1 h+510℃×10 min,偏析材和三層材各一半為原料的鋁箔最佳退火工藝為325℃×1 h+510℃×10 min。510℃下退火時間過長會引發晶粒粗大,減少立方織構的含量。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
