鈦基表面CNTs/Ti激光熔覆層的摩擦磨損研究 *
2021-07-13 01:30:06楊立軍石丹玉任學壯朱陽洋
功能材料 2021年6期
關鍵詞:溝槽
楊立軍,文 品,石丹玉,任學壯,朱陽洋
(陜西科技大學 機電工程學院生物材料仿生設計與制造研究所,西安 710021)
0 引 言
TC4鈦合金具有低密度、高比強度、耐熱性和耐腐蝕等優點,被廣泛應用于水下航行器結構的制造,傳統鈦合金的制造由于其利用率低限制了鈦合金的發展[1]。但是TC4鈦合金也有一些缺點使其使用范圍不能進一步擴大,鈦合金的缺點主要有硬度低,摩擦系數較大,耐磨損性能差等[2],所以對其表面的處理就顯得尤為重要。為了在鈦合金表面制備優異性能的保護涂層,改善鈦合金表面摩擦磨損性能,對此進行了大量的研究[3-7],有效方法主要有:滲元素表面熱處理技術、溶膠-凝膠方法、微弧氧化法,熱噴涂技術以及以激光熔覆為代表的先進表面處理技術等。激光熔覆與其他常規表面處理方法對比,激光熔覆可以在廉價、易加工基本表面選擇性的制備高性能熔覆層,也可通過多次熔覆得到多梯度功能的涂層,熔覆層結構致密,晶粒細小,正因如此,激光熔覆所制備的熔覆層相較其他方法硬度高,且耐腐蝕、耐磨性能也較好[8-9]。在激光熔覆加工過程中,所熔覆的材料在其中的作用極為重要,目前,表面熔覆的材料一般為硬質陶瓷相粉末SiC、TiC以及金屬間化合物粉末Si、Al[10]。其中Sun[11]等利用TiC-NiCrBSi混合粉末在鈦合金表面進行激光熔覆加工,制備出磨損量是基體11.4%的熔覆層;Wang[12]等利用Ti-Ni-Si合金粉末在BT9鈦合金表面制備了顯微硬度在HV10N5.8 GPa的熔覆層,該熔覆層的主要增強相為Ti2Ni3Si,其磨損量與載荷的變化無明顯關系,對載荷的敏感度較低。碳納米管具有良好的力學性能,抗拉強度可達到50-200 GPa,是鋼強度的100倍,但比重只有鋼的1/6,高的導熱性和導電性,這些獨特的性質使其成為目前應用最多的材料之一[13-14],制備方法不同導致其長度在幾十納米到幾百微米不等,而其管徑一般為幾納米至幾十納米之間,長徑比一般為1 200以上[15]。Wong[16]等對多壁碳納米管中的石墨片進行彎曲測試,得出其強度為28.5 GPa;Anglaret[17]等則對單壁碳納米管進行拉伸測試,得出其拉伸強度為15~52 GPa,平均值為30 GPa,計算可得楊氏模量為320~1 470 GPa之間,平均楊氏模量為1 002 GPa,因此碳納米管具有高強度,高韌性等特點,且碳納米管由石墨片層組成,所以繼承了其高耐磨性和潤滑性的結構特點[15]。激光熔覆技術屬于急熱急冷的典型加工技術,激光束加工過程中高能量密度大,作用時間短等導致熔池內部各個局部區域溫度不同,形成不同區域之間的溫度梯度,熔池底部與基板直接接觸,并且通過與其接觸進行散熱從而快速凝固,而基板與熔覆物兩者的熱膨脹系數不同,凝固收縮的體積變化不同,這樣就會形成一個拉應力,而當拉應力超過抗拉強度時就會形成裂紋,且各個局部的凝固速度的不同也會產生殘余應力,同樣會導致裂紋的產生[15]。而碳納米管具有的低膨脹性在一定程度上避免了拉應力的產生,與此同時,碳納米管納米級尺寸能夠在熔池內形成形核中心自發長大,且能夠細化晶粒,提高涂層的強硬度;碳納米管自身具有的自潤滑性能夠有效提高涂層的耐磨性,因此,碳納米管在消除裂紋的同時也可提高涂層的組織及性能。本文旨在通過光纖激光在預覆碳納米管層的TC4鈦合金表面進行微結構的加工,對制備的尺寸參數在摩擦性能方面進行研究。
1 實 驗
1.1 實驗材料
實驗采用的基體材料為TC4鈦合金板,樣品尺寸為10 mm×10 mm×2 mm,化學成分如表1所示,在進行實驗前需用砂紙打磨,并用丙酮、無水乙醇以及蒸餾水超聲清洗5 min,去除表面雜質及油漬等,取出用吹風機吹干備用。實驗所采用預覆層材料CNTs的具體參數如表2所示。

表1 TC4鈦合金化學成分

表2 碳納米管參數
預覆層的碳納米管為電化學沉積所得,外觀為深黑色,對碳納米管進行預分散處理,將預分散處理之后的碳納米管均勻分散在丙酮與無水乙醇1:1調和的懸浮液中,以TC4鈦合金板為陰極,鉑片為陽極,以硝酸鋁為電解質,通過改變電沉積工藝參數使TC4鈦合金板表面形成一層均勻致密的CNTs預覆層。
1.2 樣品的性能及表征
本文采用英國 SPI 制造的 SP-100C-0020 型光纖激光器,通過調節數字信號發生器發出 1~100 kHz 不同頻率的連續激光,其中連續激光的波長1 070 nm。通過激光控制軟件對激光的功率以及波長進行調節,其中激光加工功率可調節范圍為 10~100 W,在加工過程中所能形成的最小光斑直徑為1 mm。此外,在加工過程中利用光纖激光發出的紅色信號來進行加工區域的定位,加工上方10 cm處通有氬氣,目的是防止聚焦鏡污染及涂層氧化。
采用S4800型場發射掃描電鏡觀察預覆層表面形貌,采用D-max-2200PC型X射線衍射儀對預覆層和激光熔覆層進行物相分析,實驗參數:測試角度2θ范圍為10-90 °,掃描速度為6 °/min,摩擦實驗是在型號MSR-2T型電化學往復摩擦磨損試驗儀上進行的,試驗載荷為100 g,運行速度為240 t/m,滑動長度為5 mm,采用軸承鋼對磨。
1.3 實驗結構設計
目前表面減阻微結構主要有三種類型:溝槽型,凹坑型和凸包型[18]。通過對相關文獻的總結分析,結果表明,V型溝槽以及下凹U型溝槽減阻效果較為顯著,結合光纖激光加工條件對溝槽形狀進行設計,得到如圖1所示的溝槽形狀的示意圖。

圖1 溝槽形狀示意圖Fig 1 Schematic diagram of groove shape
通過對鯊魚皮表面結構進行簡化設計,使結構在可加工的范疇盡可能接近鯊魚皮表面溝槽結構,通過控制光纖激光重復頻率為100 kHZ以及標刻速度為5 mm/s不變,改變光纖激光標刻次數以及激光功率以調整溝槽寬度、深度及間距。
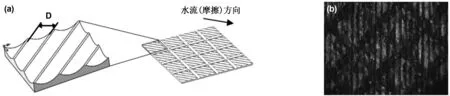
圖2 (a)仿生鯊魚皮結構示意圖 (b)實際加工圖Fig 2 Schematic diagram of bionic shark skin structure and actual processing diagram
2 結果與討論
2.1 結構尺寸對表面的影響
通過對光纖激光器各項參數的調整從而改變溝槽寬度、深度和間距,對不同寬度,深度和間距的結構表面在水潤滑的狀態下進行摩擦磨損實驗,以確定最優結構。
由圖3可以看出,溝槽結構有利于表面減阻,而且在D=170 μm,H=60 μm時,其摩擦系數較其他結構略小,尤其當L=0 μm時,溝槽結構的摩擦系數約為0.2,這是因為縮小溝槽間的距離可以阻礙流向渦的發展,進而可以減小表面阻力值,溝槽底部會產生二次渦流,使下一次流體經過溝槽時減小能量消耗,當間距L為0時,流體與表面之間的摩擦可以近似看做流體之間的摩擦,隨著寬度和深度的增加,二次渦流帶動下一次流體經過溝槽上方則需要更多的動能,所以二者之間的摩擦會逐漸增大,摩擦系數從而也逐漸增大。
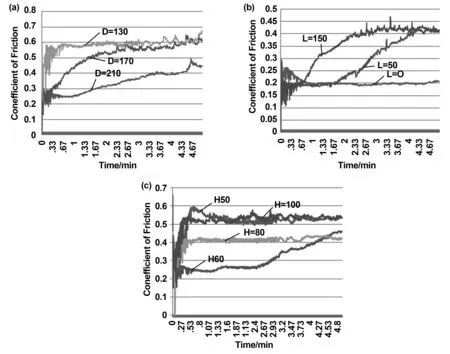
圖3 不同結構尺寸摩擦系數曲線 (a)不同寬度 (b)不同間距 (c)不同深度Fig 3 Friction coefficient curves of different structure size: (a) different width; (b) different spacing; (c) different depth
經過多次加工實驗結果分析,若滿足溝槽尺寸參數為D=170 μm,H=60 μm,L=0 μm時,光纖激光器各項加工參數如下:

表3 光纖激光參數
2.2 激光熔覆前后碳納米管涂層物相分析
將酸化處理過后的預分散的碳納米管均勻分散在丙酮與酒精1∶1混合且加入電解質硝酸鋁,改變電解液中碳納米管含量、電泳沉積電壓、沉積時間以及電解質含量,基于此進行光纖脈沖激光加工微納米多尺度結構。為進一步觀察電泳沉積碳納米管在基體表面的沉積效果,利用掃描電鏡觀察當電解液中碳納米管濃度為0.4 mg/mL,硝酸鋁(電解質)含量為0.02 g在電泳沉積電壓為30 V下沉積2 min的TC4表面碳納米管沉積形貌,如圖4所示,在激光熔覆加工之前,經電泳沉積后碳納米管的分散狀態良好,沒有產生團聚現象。

圖4 碳納米管沉積層微觀形貌Fig 4 The microscopic morphology of the deposited layer of carbon nanotubes
光纖激光加工之后對同參數下TC4表面進行XRD物相分析檢測,檢測其物相成分是否發生變化。如圖4所示,存在基體所含有的Ti相和相關的化合物的相,與此同時,檢測出熔覆之后依然存在的C相,所以基本可以推測,在激光熔覆之后,熔覆層中仍保留預覆層的CNTs殘留,并且在加工過程中,CNTs沒有被全部燒蝕。
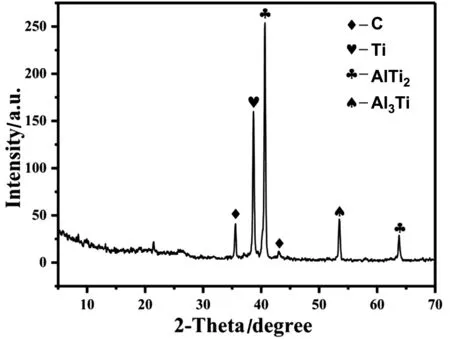
圖5 激光熔覆加工后鈦合金表面XRD圖譜Fig 5 XRD pattern of titanium alloy surface after laser cladding
2.3 碳納米管含量對復合涂層性能的影響
圖6為不同沉積時間以及不同碳納米管濃度下沉積之后進行激光熔覆加工的TC4鈦合金表面,表4記錄了不同分組采取的電泳沉積參數。
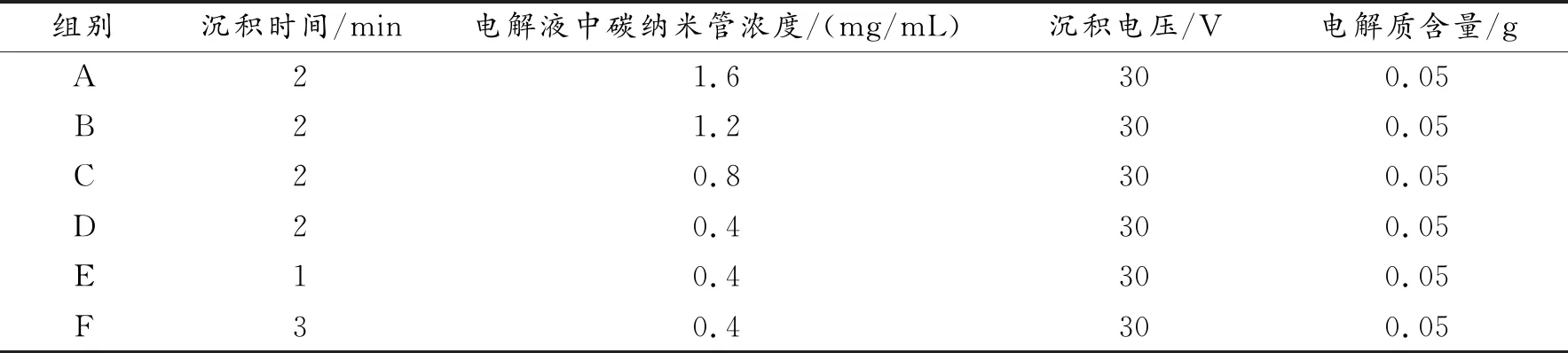
表4 不同分組的詳細參數
圖6給出了原始TC4鈦合金和不同沉積時間以及不同電解液中碳納米管濃度下進行光纖激光加工微結構后的摩擦系數-時間變化曲線,由圖可以看出,原始TC4鈦合金的摩擦系數約為0.8,當沉積時間為1 min時,摩擦系數穩定在0.5上下,隨著沉積時間延長,沉積時間在2 min時,摩擦系數約為0.4,當時間繼續延長至3 min時,摩擦系數的波動范圍卻接近光滑表面,經分析,可能是預覆層堆積,激光加工過程中產生的熱量分布不均,且阻礙激光折射,TC4鈦合金表面吸收不到足夠的熱量,熔化量減小,使得預覆層與基體結合較差,在摩擦磨損時脫落,產生小范圍磨粒磨損,摩擦系數增大;當濃度為0.8 mg/mL時,摩擦系數降低為0.3,當濃度增長為1.2 mg/mL時,摩擦系數約為0.25,當濃度繼續增長至1.6 mg/mL時,摩擦系數反而增大至0.3,可知,隨著電解液中碳納米管濃度的增加,摩擦系數短時間隨之降低,但濃度繼續上升,預覆層碳納米管含量也會增加,從而出現和沉積時間過長一樣的現象,進而影響熔覆加工之后TC4鈦合金表面的摩擦系數。

圖6 激光熔覆加工后TC4表面的摩擦因數曲線Fig 6 The friction factor curve of the TC4 surface after laser cladding
圖7給出了隨著時間增加以及碳納米濃度的增加顯微硬度的變化,隨著時間延長,從355~370 Hv逐漸增加到375~390 Hv,繼而降低到350~360 Hv之間;隨著碳納米管濃度的增加,表面硬度也會呈現先增大后降低的趨勢,從側面也說明碳納米管含量過多將會使熔覆層表面平均顯微硬度降低。
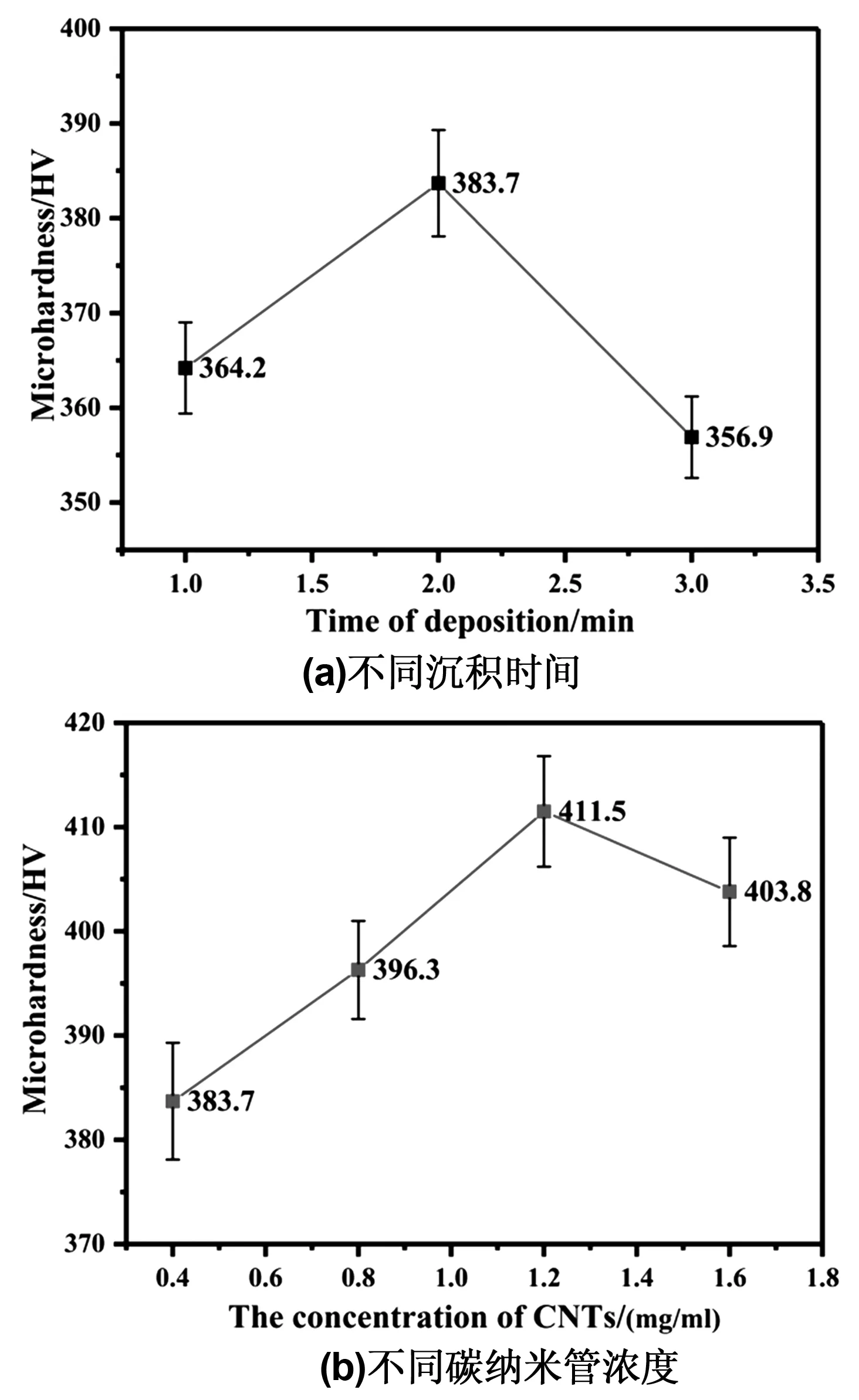
圖7 顯微硬度分布(a)不同沉積時間 (b)不同碳納米管濃度Fig 7 Microhardness distribution: (a) different deposition time; (b) different carbon nanotube concentration
3 結 論
(1)電化學沉積碳納米管預覆層,沉積后的涂層表面致密且分布均勻;
(2)隨著沉積時間的延長,摩擦系數呈現先減小后增大的趨勢,當沉積時間為2 min時,摩擦系數約為0.4;
(3)對碳納米管涂層進行激光加工,通過摩擦磨損實驗可得,當沉積時間為2 min,電解液濃度為1.2 mg/mL,沉積電壓為30 V,電解質硝酸鋁含量為0.05時,耐磨性最佳,其磨損系數可達未處理試樣的32%,該涂層的熔覆被證實可在一定程度上提高TC4鈦合金表面的耐磨/減摩性能。
(4)碳納米管熔覆層表面硬度在405~415 HV之間,較基體表面提升了35%,且碳納米管在熔池的凝固過程中促進晶粒細化,起到細晶強化的作用從而提高硬度。
(5)摩擦系數曲線和顯微硬度曲線的結果基本相一致,涂層硬度越大,抗摩性能越好。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:28
西北工業大學學報(2022年2期)2022-05-11 07:50:12
建材發展導向(2022年1期)2022-03-08 01:52:36
輪胎工業(2021年10期)2021-12-24 17:23:35
機械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(2020年3期)2020-12-25 05:22:30
輪胎工業(2020年9期)2020-03-01 18:58:44
中國機械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學學報(2015年3期)2015-12-22 05:26:21