基于正交試驗的電阻焊焊接參數方差分析
2021-07-11 00:12:30趙雪霏時景光謝湘海
現代商貿工業 2021年19期
趙雪霏 時景光 謝湘海


摘 要:產品質量的好壞很大程度是由設計決定的,汽車生產四大工藝之一的焊接工藝,其焊接參數的設計對車身強度有較大影響。本文從焊接工藝參數選擇設計的角度,利用正交試驗的方法,分析影響焊接強度的主要因素,從而選擇優化的工藝參數來提升產品工藝實現的能力。
關鍵詞:焊接參數;正交試驗;方差分析;簡單效應分析
中圖分類號:TB???? 文獻標識碼:A????? doi:10.19311/j.cnki.1672-3198.2021.19.069
0 引言
電阻焊是汽車制造中最主要的焊接方法,它是以電阻熱為能源的一種焊接方法。實際工作中,被焊接工件在一定電極壓力下,經通電后,電流經過工件接觸面積及鄰近區域產生的電阻熱效應將工件加熱到熔化或塑性狀態,形成金屬結合。本文以電池框架中主梁焊接參數選擇的過程為例,利用正交試驗,研究了工藝參數對抗拉剪性能的影響,從而優化產品焊接工藝參數,提升產品焊接強度。
1 試驗參數選擇及試驗準備
1.1 試驗參數選擇
點焊時,各焊接參數的影響是相互制約的。當電極材料、端面形狀和尺寸選定后,焊接參數的選擇主要是考慮焊接電流、焊接時間、電極加壓力,這是影響焊接強度的三大要素。因此,我們選擇焊接電流、焊接時間、加壓力作為影響焊接強度的因子,以拉剪力作為試驗結果的判斷依據,考慮這三個因子可能存在交互作用,設計了三因素三水平的27組正交試驗。
1.2 試驗材料及試樣準備
實驗中,我們將電池框架上的焊點,以材質、板厚、搭接層數作為分類依據,分別對不同類別的焊點進行焊接試驗,優選焊接條件。這里以其中一種焊接組合為例予以說明。
組焊類型:材質SAPH440的熱軋鋼板,板厚2.0mm,雙層板搭接。
將鋼板裁剪成150mm×40mm的試片,切口去毛刺并用酒精清潔試片表面,然后將兩塊試片沿長度方向搭接,形成40mm*40mm的正方形搭接區域,在該區域中心位置處進行焊接,形成焊點,由此得到了拉力試樣。
2 考慮交互影響的試驗方案及結果
試驗方案表頭設計如表1所示,表中:A代表電流,B代表通電時間,C代表加壓力,A*B,A*C,B*C分別代表電流與通電時間、電流與加壓力、通電時間與加壓力的交互作用(以上指代適用于本文所有內容)。
2.1 方差分析
在試驗過程中,由于實驗條件的不同與試驗中存在誤差,我們用總偏差平方和ST來描述數據的總波動。造成試驗數據波動的原因可能是影響因素所取水平的不同,可也能是試驗中存在的誤差,也可能兩者都有。為了分析具體的影響因素以及相關參數的影響程度,對正交試驗結果進行方差分析。
表3中方差分析相關計算公式如下:
總試驗次數為n,ri為因素i的水平數,fi為因素i的自由度,fT為總自由度,fe為誤差項的自由度
fi=ri-1;fT=n-1;fe=fT-∑ni=1fi
y為試驗指標結果的總平均值,yi為試驗指標的結果,Ti為因素在i水平下的試驗結果平均值,Si為因素i的偏差平方和,Se為誤差項的偏差平方和,ST為總的偏差平方和,Vi為均方和。
Si=nr∑ni-1(Ti-y)2
ST=∑ni=1(yi-y)2
Se=ST-Si
Vi=Si/fi
由上表結果可知,F0.05(2,8)=4.46,FA(2,8)=348.15,說明因子A(電流)的主效應是統計顯著的,同理通電時間、電流和通電時間的交互作用也是統計上顯著,隨機誤差對試驗結果影響不大。
2.2 簡單效應分析及交互作用圖
由上方差分析可知,電流和通電時間存在顯著的交互作用。在這種情況下,單獨分析電流和通電時間的主效應意義不大,需要進一步分析各因素的簡單效應,即分析一個因素的不同水平在另一個因素某個水平上的效應。
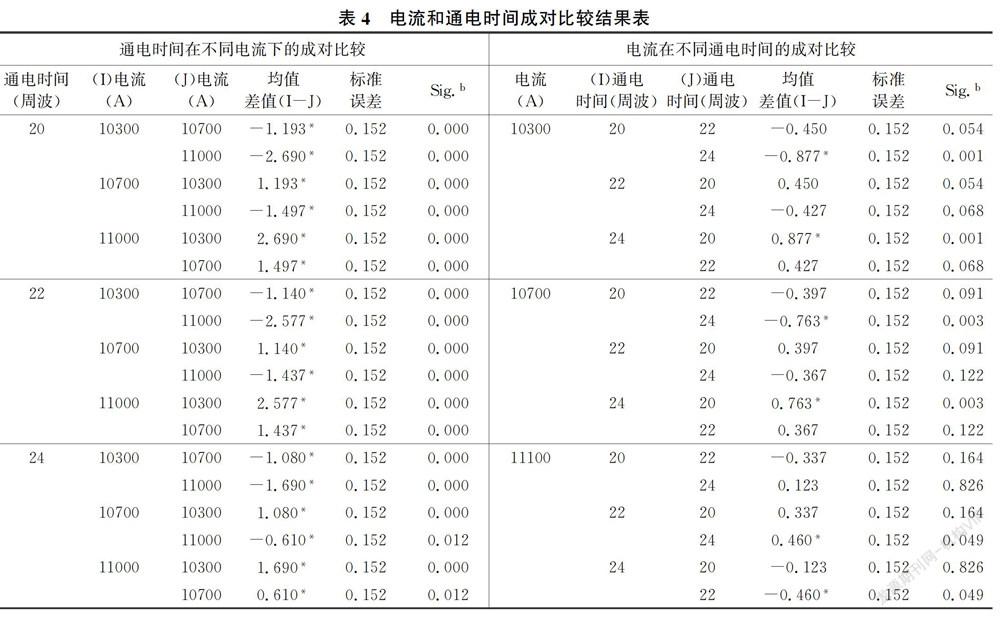
在SPSS系統中,進行簡單效應分析結果如表4。由表4可以看出,無論通電時間選擇哪個水平,電流在10300A,10700A和11000A三個水平上均呈現統計學上的顯著效應,但是在通電時間為24周波的情況下,電流大于10700A后,拉力值增加顯著效應有所減弱;電流在取10300A、10700A水平情況下,通電時間由20周波提升至24周波,拉力值才呈現統計學的顯著效應,在11000A下,通電時間由22周波變為24周波后,拉力值呈現顯著效應,且拉力值降低。這可以解釋為:無論通電時間選擇哪個水平(本文20周波、22周波、24周波),電流對拉力值的大小有顯著影響;而通電時間的影響低于電流影響。
下面的交互作用圖,可以更直觀地看到通電時間及電流的交互作用及其對拉力值的影響。
從圖1中可以直觀地看出,通電電流和通電時間增加,拉力值增加,且電流的變化對拉力值大小的影響大于通電時間的影響。當通電時間在24周波的時,電流在10700A下的拉力值的增加幅度比在10300A時要小,而當電流增加到11000A,拉力值較20周波和22周波時降低,說明在此條件下,因電流和通電時間都增加較大,產生的電阻熱過大,使金屬熔合部分出現了過燒,反而降低了拉力值,試驗結果正印證了電流和通電時間存在對拉力值的影響的交互作用。反應在實際焊接參數設定調整時,為了提升拉力值,調整電流比調整通電時間對拉力值的提升效果顯著,同時也不能無限增加電流或者通電時間,在某一個特定值下,增加電流或者通電時間反而使拉力值降低。
2.3 最優焊接條件選擇
對于顯著因子,因其選擇不同的數值,會造成試驗結果的顯著不同,我們選擇其最好的水平,對于顯著的交互作用——通電時間與電流交互作用,采取計算兩個因子不同水平的不同搭配下的拉力值均值,再比較得出哪種水平組合最佳,如表5所示。
從表5可知,因子A與B的搭配以A3B2最好,即焊接參數選擇電流11000A,通電時間22周波,對于不顯著因子加壓力,從降低成本、操作方便等角度考慮,選擇三個水平中的某一個即可,實際選擇3900N。
3 結語
本文以生產實際中焊接參數選擇的過程,采用正交試驗方式,利用統計學相關知識,闡述了方差分析和簡單效應分析的過程,分析了焊接電流、通電時間、加壓力對焊接強度的影響,為實際工作中,焊接參數設計和選擇提供了方向。
由方差分析可知,焊接電流和通電時間的交互作用對拉力值存在顯著效應,其中電流對拉力值的影響最大,因交互作用的影響,實際新品開發焊接參數設計時,不能單純通過增加電流來或者通電時間來獲得更高的焊接強度,要充分考慮電流和通電時間的交互作用,互為補充,當選取大電流時,適當降低通電時間,或者選取小電流長通電時間,來獲得更為滿意的焊接強度。
參考文獻
[1]彭楊文,王銀軍.焊接電流及壓力對QStE340TM電阻點焊接頭性能的影響[J].熱加工工藝,2017,46(15).
[2]國家資料監督檢驗檢疫總局質量管理司.質量專業理論與實務(第六章):常用統計技術(第三節試驗設計)[Z].
作者簡介:趙雪霏(1972-),女,漢族,內蒙古通遼人,本科,湖南元創機械有限公司工程師;時景光(1971-),男,漢族,河北平泉人,本科,雪花啤酒(嘉善)有限公司工程師;謝湘海(1974-),男,漢族,湖南醴陵人,專科,湖南元創機械有限公司工程師。