酸浸回收鋰離子電池有價金屬的研究現狀
2021-07-10 07:11:14方榮華張文華歐陽志昭
電池 2021年3期
方榮華,張文華*,歐陽志昭,陳 哲
( 1. 南昌工程學院機械與電氣工程學院,江西 南昌 330000;2. 江西省精密驅動與控制重點實驗室,江西 南昌 330096 )
浸出是濕法冶金過程中一種標準和不可缺少的過程,可用于預處理及后續分離步驟。 濕法冶金工藝的步驟為:預處理,得到廢舊電池正極材料粉末;通過浸出,從固態廢材料中溶解得到正極材料的金屬離子;使用化學試劑、溶劑萃取,水熱、電沉積等方法,進一步分離提純,得到鐵(Fe)、鈷(Co)、錳(Mn)和鋰(Li)等金屬元素的化合物[1]。 浸出工藝主要用于回收廢舊鋰離子電池正極材料中的有價金屬,浸出效率對隨后的凈化和金屬的整體回收利用具有重要的影響。
浸出過程有堿浸和酸浸兩種類型。 與堿浸不同,酸浸可以將幾乎所有過渡金屬氧化物溶解到溶液中[2],效率較高,受到更多的關注。 本文作者主要綜述酸浸法對廢舊鋰離子電池正極金屬的浸出效果。
1 動力鋰離子電池預處理
在廢舊動力電池回收再利用工藝中,電池的預處理對后續回收過程有很大的幫助。 預處理首先要對廢舊電池進行充分放電。 物理和化學放電方法的優缺點列于表1。
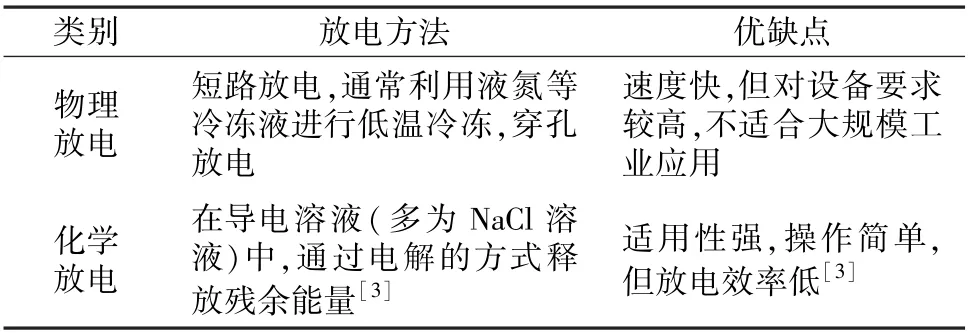
表1 物理和化學放電方法的優缺點Table 1 Advantages and disadvantages of physical and chemical discharge methods
放電結束后,需要進行破碎分離處理。 常見的整體破碎、內芯破碎和極片破碎[4]等3 種破碎方式的優缺點見表2。

表2 整體破碎、內芯破碎和極片破碎的優缺點Table 2 Advantages and disadvantages of integral crushing,inner core crushing and pole piece crushing
2 酸浸工藝
預處理后得到的電極材料需要進行浸出處理。 由于浸出效率高、操作簡單、成本低,酸浸在濕法冶金工藝中最為常用。 酸浸使用的酸包括有機酸、無機酸及混合酸[有機酸和無機酸(包含生物浸出)]。 不同的酸浸方法都有明顯的優點和局限性,詳見表3。
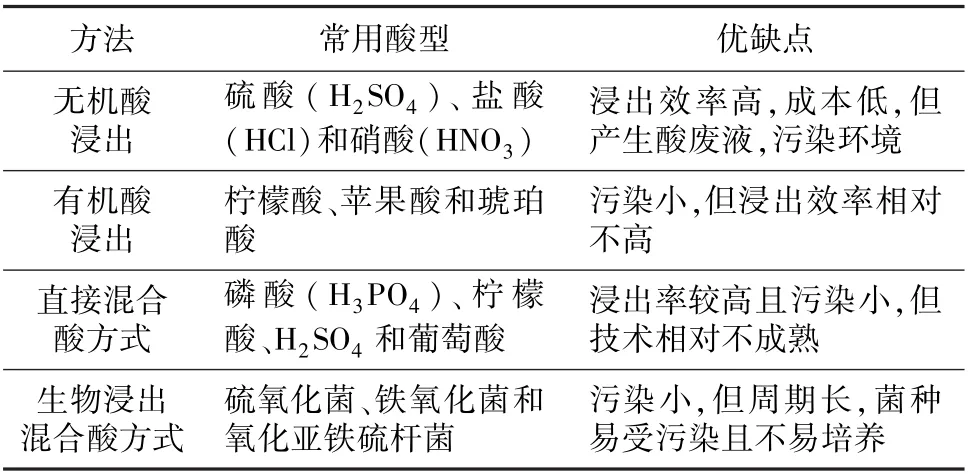
表3 不同酸浸法優缺點比較Table 3 Comparison of advantages and disadvantages of differentacidleachingmethods
2.1 無機酸浸出
在研究的早期,無機酸因成本低、浸出效果好及工藝成熟的特點,受到人們的重視。 一般使用強無機酸,如H2SO4、HCl 和HNO3等。 在浸出液中通常使用過量的酸,保證工藝的高效率,同時會產生大量的廢酸,強酸的腐蝕性高,會污染環境。 為解決上述問題,H.Li 等[5]開發了一種以化學計量的H2SO4和過氧化氫(H2O2)為氧化劑,從LiFePO4中選擇性浸出Li 的工藝。 Fe 和P 以FePO4的形式留在殘渣中,其中Li、Fe 和P 的浸出率分別為97.00%、0.03%和2.00%。 之后,通過與Na3PO4反應,將浸出液中95.66%的Li 沉淀為Li3PO4。 這種方法可降低廢酸的含量,為LiFePO4的回收利用提供了選擇。 金玉健[6]通過物理輔助的方式,用超聲波和稀硫酸浸出鋰離子電池正極材料中的鈷,發現:當硫酸濃度低于1 mol/L 時,自由水分子在超聲波的作用下產生H2O2,可以提高鈷的浸出率;當硫酸濃度高于1 mol/L 時,H2O2則少量產生或幾乎不產生。 此方法結合超聲波的使用,可產生H2O2,因此可以不加還原劑。
目前,人們對無機酸浸出的研究主要集中在對傳統方法的改進上,使反應條件變得溫和,如結合物理輔助的超聲波法取代還原劑。 改進后的方法,操作簡單且減少了化學試劑的使用和廢酸的排放,降低了成本,對環境更加友好。
2.2 有機酸浸出
使用強無機酸浸出,會造成二次污染,如有毒氣體排放(Cl2、SOx和NOx)和廢酸溶液流出。 為了使回收過程更環保,L.Li 等[7]提出了一個環境友好的回收過程,使用有機酸,包括檸檬酸、蘋果酸和琥珀酸,在保持浸出效率不變的情況下,取代常用的無機酸。 有些果品里含有的有機酸,如檸檬酸,具有可生物降解的優點,易降解,對環境友好[8]。 此外,有機酸通常具有螯合或絡合特性,為回收過程提供了可能。如檸檬酸具有較強的酸度和螯合性能,可應用于廢舊鈷酸鋰鋰離子電池正極酸浸[9],在溫和的浸出條件下,Co 的浸出率達到90%以上,Li 的浸出率接近于100%。 潘曉勇等[10]選用硫代硫酸鈉作為浸出劑,用濕式破碎分選的方法,得到Li 和Co 的浸出率均大于97%。 L.P.He 等[11]利用酒石酸浸出,添加H2O2,Mn、Li、Co 和Ni 的浸出效率均達到約99%。 L.Li等[12]根據金屬氧化還原反應的必要性,以抗壞血酸作為浸出劑和還原劑,來簡化浸出過程。 確定最佳浸出條件為:抗壞血酸濃度1.25 mol/L,浸出溫度70 ℃,浸出時間20 min,固液(S/L)比為25 g/L。 在此條件下,短時間內可以回收高達94.8%的Co 和98.5%的Li。 有研究發現,另一種吸引人的有機酸是草酸(H2C2O4),原因是具有較強的酸性和還原性。 由于溶解度不同,草酸可以將Li 溶解至溶液中,并將Co沉淀為草酸鹽,從而通過浸出直接分離Li 和Co 兩種元素[13]。
與無機酸相比,有機酸的浸出成本高、浸出率較低。 在保證較高浸出率(大于90%)的情況下,有機酸浸出可避免有毒害氣液體的生成,更加環保。
2.3 有機酸和無機酸(混合酸)
2.3.1 直接混合酸方式
選擇單一的無機酸作為浸出劑,通常會產生廢酸溶液和有毒氣體,對環境造成污染;而使用單一有機酸浸出,效率相對不高。 為解決使用單一酸的缺點,并保留原有的優勢,相關人員開始了有機酸和無機酸混合體系的研究工作,以保證浸出過程中較高的浸出率和低污染性。 L.Q.Zhuang 等[14]分別采用磷酸和檸檬酸作為浸出劑和還原劑,并將組成的混合酸用于浸出LiNi0.5Co0.2Mn0.3O2正極材料。 實驗條件為:0.2 mol/L H3PO4、0.4 mol/L 檸檬酸、時間30 min、溫度90 ℃、固液比20 g ∶1 L,Ni、Li、Co 和Mn 的最終浸出率分別為93.38%、100%、91.63%、92.00%。 文獻[15-16]將H2SO4、HNO3等無機酸和葡萄酸混合,分別作為浸出劑和還原劑,加入H2O2,共同浸出廢舊鋰離子電池,Co 的浸出率提高到90%以上。 賈智慧[17]在回收浸出鎳鈷錳酸鋰材料時,將從0.8 g香蕉皮粉末中提取的有機酸作為還原劑,在4 mol/L 硫酸中于70 ℃浸出Ni、Co 和Mn 3.5 h,浸出率均在95%以上。
與使用單一有機酸或無機酸相比,直接混合酸體系在保持高浸出率的同時,以有機酸(如香蕉皮粉末)為還原劑,可以降低浸出成本,并降低所用無機酸的濃度,減輕浸出過程時對環境的污染。
2.3.2 生物浸出混合酸方式
除了直接混合使用的酸外,生物浸出是另一種生產混合酸(有機酸和無機酸)的方法[18],原理是微生物通過代謝產生酸(有機酸和無機酸)。 某些種類的細菌和真菌具有生物浸出的能力,如氧化亞鐵硫桿菌中的硫元素和Fe2+在浸出介質中產生了H2SO4和Fe3+[18-19]。 G.S.Zeng 等[20]培養生長氧化亞鐵硫桿菌,用來浸取廢舊鋰離子電池中的Co 和Li,浸出率分別達到98%和72%。 為了提高生物浸出過程中的金屬溶解速率,G.S.Zeng 等[21]在回收鋰離子電池中的Co 和Li時,采用一種銅催化酸性氧化鐵硫桿菌的浸出工藝。 該工藝的主要原理是LiCoO2與Cu2+發生陽離子交換反應,在樣品表面形成CuCo2O4,從而加快反應速率。 當反應體系中的Cu2+濃度為0.75 g/L 時,浸出6 d 后,幾乎所有的Co 都進入溶液中,浸出率高達99.9%。 Y.Y.Xin 等[22]研究嗜酸性硫氧化細菌、鐵氧化細菌和混合細菌體系等3 種生物浸出系統對廢舊電極材料浸出的效果,得到硫氧化細菌對LiFePO4中Li 的浸出率為98%,混合細菌體系對LiMnO2中Li 和Mn 的浸出率分別為95%和96%。
與有機酸和無機酸相比,生物浸出因過程易受污染、微生物培養時間長、浸出效率低和成本高等問題而受到限制,但最明顯的優點在于反應條件溫和,可能是今后回收廢舊鋰離子電池利用中較為環保的方法。
不同酸源的對比見表4。
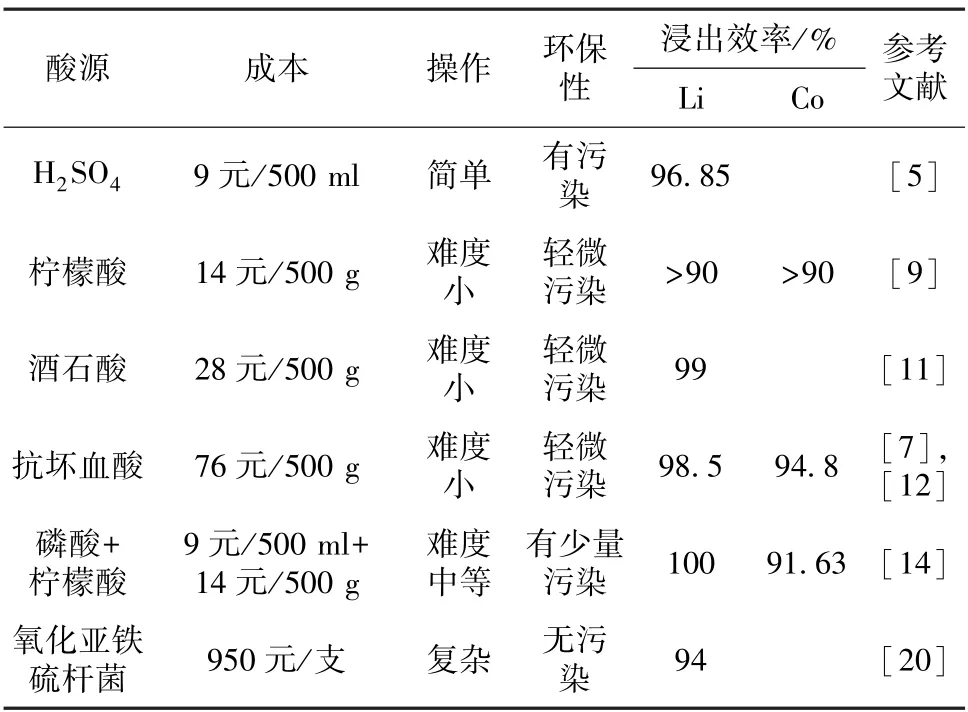
表4 不同酸源的對比Table 4 Comparison of different acid sources
2.4 潛在酸源
除了有機酸和無機酸外,還有一些其他潛在的酸源。K.Liu 等[23]在亞臨界水氧化過程中,通過聚氯乙烯(PVC)脫氯,將PVC 作為HCl 的來源,在生產HCl 的同時促進金屬的浸出。 該共處理工藝對廢鋰離子電池中Li 和Co 的浸出效率分別達到98%和95%。 這說明,利用廢料生產有價值材料的方法,可以應用于電極材料的再生[24]。
目前,對潛在酸源的研究還處于起步階段。 考慮到獨特的價值優勢,這方面的研究可能是今后酸浸處理電極材料的發展方向。
3 最佳酸浸條件
3.1 添加還原劑
在提高酸浸效率方面,還原劑的加入有著重要影響。 還原劑的作用機理是將高價態的金屬離子轉化成更容易溶解的低價態金屬離子,如將Co3+轉化為Co2+、Mn3+轉化為Mn2+。回收廢舊鋰離子電池時使用的還原劑,包括無機酸、有機酸和金屬材料,常用的還原劑有H2O2、硫代硫酸鈉等。 H2O2成本低、效率高,是浸出過程中最常用的還原劑,但不穩定,很容易高溫分解。
為了解決上述問題,人們考慮將葡萄糖作為綠色還原劑[25]。 Q.Meng 等[26]推測,葡萄糖被氧化形成一元羧酸,包括葡萄糖酸、酒石酸、草酸和甲酸,可提高LiCoO2中Co 的浸出率。 F.Pagnanelli 等[25]發現,在H2SO4的浸出過程中緩慢加入還原劑葡萄糖,可將Li 和Co 的浸出效率分別提高到92%和88%,高于最初添加葡萄糖時的結果(兩種金屬離子均為60%)。 分析葡萄糖濃度的變化表明,浸出效率的提高,是在浸出的不同時段材料發生了氧化引起的。 浸出初期加入葡萄糖時,形成中間物阿拉伯酸并積累,使氧化成為限速過程;如果浸出2 h 后加入葡萄糖,形成了還原中間物乙醛酸,從而提高了葡萄糖的還原性。
3.2 酸浸條件對比
對濕法回收廢舊鋰離子電池正極材料有價金屬的酸浸過程研究,集中在通過大量的正交實驗設計和單因素試驗,以找到達到最高浸出效率的最佳條件。
X.X.Zhang 等[27]比較了酸濃度、溫度、時間、固液比和還原劑含量等參數對金屬離子浸出效率的影響,得出在一定范圍內升高溫度、延長時間、提高還原劑含量和酸濃度、減小固液比,可提高浸出率。 由于Li 在層狀結構中的自由狀態和Co3+的不溶性,Li 比其他過渡金屬更容易浸出[28]。
X.X.Zhang 等[27]從效率、環境、成本、能耗、材料消耗和操作等方面,對無機酸和有機酸以及生物浸出進行了比較分析,得出生物浸出在效率、成本和操作上有著明顯的局限性。
表5 概述了不同酸浸出系統的具體浸出條件和效率。
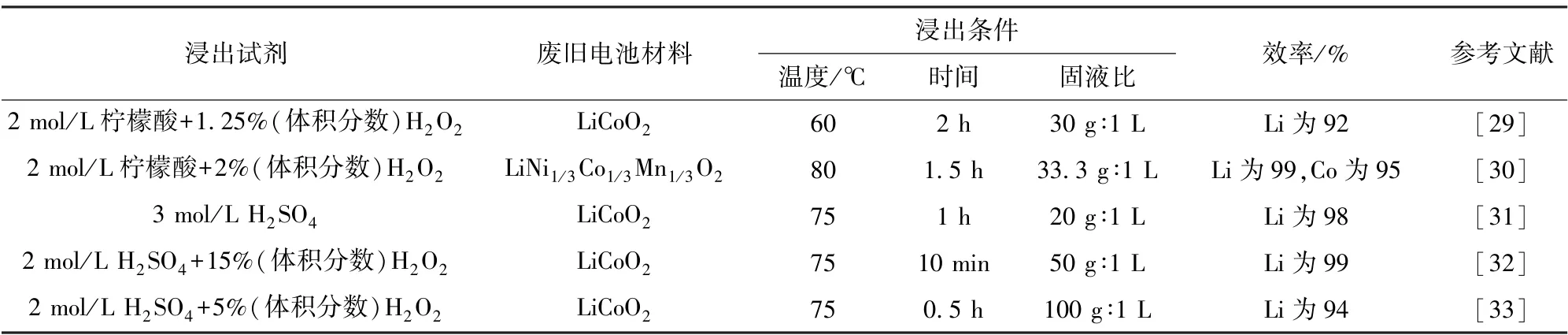
表5 酸浸參數及其效率Table 5 Acid leaching parameters and their efficiency
從表5 可知,不同浸出環境的實驗研究,對金屬離子的浸出效果明顯不同。
L.P.He 等[11]得到酒石酸和H2O2浸出正極材料的最佳條件為:溫度70 ℃、2 mol/L 酒石酸、4%(體積分數)H2O2、固液比17 g ∶1 L、時間30 min,Li、Mn、Co 和Ni 的浸出率分別為99.07%、99.31%、98.64%和99.31%。 X.H.Zhang 等[34]對還原劑的種類(H2O2、Na2SO3及Na2S2O3)和含量進行了研究,以提高各金屬元素的浸出率。 結果表明:H2O2的還原效果最好,在加入體積分數為4%的H2O2后,Co、Ni 和Mn 的浸出效率均提高了40%左右。 這說明,浸出參數的選擇直接影響到金屬離子浸出率的高低。
綜上所述,目前研究的各類浸出方法都有明顯的優點,但也存在一定的局限性。 無機酸浸出具有效率高、成本低、耗材低和操作簡單等優點;生物浸出在能耗和環保方面有著明顯優勢;而有機酸浸出,各方面的效果介于無機酸浸出和生物浸出之間。
4 結論
本文作者著重綜述了濕法冶金中的酸浸方法用于回收廢舊鋰離子電池中有價金屬(Li、Co、Mn 等)的進展。 介紹了不同種類酸源(有機酸、無機酸、混合酸)的浸出方法及優缺點,從效率、成本、材料消耗、操作、能耗和環境等方面,對有機酸浸出、無機酸浸出、有機酸和無機酸(包含了生物浸出)組成的混合酸浸出進行討論。 比較了酸濃度、溫度、時間、固液比和H2O2含量等因素對金屬離子浸出效果的影響,致力于找尋高效、環保、價廉、簡單的分離回收方法,從而提高各金屬元素的浸出率。
廢舊鋰離子電池正極材料的回收研究主要包括有價金屬離子的提取和正極材料再合成兩部分:酸浸有價金屬離子回收中的生物浸出混合酸方法,目前研究較少,技術不成熟,選擇、培養菌種和金屬的生物浸出機理,需要更深入的研究;后續的研究將側重于綠色、高效地對正極材料進行再合成,用于制造循環性能等方面性能理想的鋰離子電池。 回收處理中如何在避免二次污染情況下提高正極材料有價金屬的回收率,還是一個難點;如何綠色處理廢舊電池中的電解液、切實提高回收過程的經濟效益和改善環境效應等,也是亟需解決的問題。
猜你喜歡
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
兒童故事畫報(2019年5期)2019-05-26 14:26:14
商周刊(2017年9期)2017-08-22 02:57:49
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32