國內鋼筋連接(機械連接)技術的現狀
2021-07-05 04:44:26彭興強
安家(建筑與工程) 2021年9期
彭興強

摘要: 我國目前采用機械接頭已經是成熟的做法,并有新的《鋼筋機械連接通用技術規程》JGJ 107- 2003可以遵循應用, 接頭分為三個等級,其中I級的接頭抗拉強度不小于被連接鋼 筋實際抗拉強度或l.1倍鋼筋抗拉強度標準值,并具有高延性及反復拉壓性能。現在推廣應用制作方便和成本較低的“滾軋直螺紋接頭”。機械接頭操作方便,不受氣候影響,容易保證接頭質量。
關鍵詞:國內鋼筋、機械鏈接、技術現狀
搭接接頭是國內外從采用鋼筋混凝土結構以來,傳統而可靠的鋼筋連接方法,但是當鋼筋直徑較大時搭接長度較長,用材不經濟。
在施工現場進行焊接,接頭質量不容易保證。因為:現在 熟練的具有臺格水平的焊工缺乏;焊接質量受氣候影響較大, 寒冷地區冬天焊接冷卻快易發脆,南方雨水多,在焊接過程中突然下雨冷卻也快,易發脆;鋼筋的可焊性是保證焊接質量基本要求,但現在各地鋼筋質量并不足都穩定.有的地方甚至采用偽劣產品。因此.框架梁、柱的縱向鋼筋不主張采用焊接接頭。同時,《高規》規定,梁、柱的縱筋不應與箍筋、拉筋及預埋件等焊接。
一、國內鋼筋連接(機械連接)技術
我國粗鋼筋機械連接技術是八十年代中后期才發展起來的,隨著套筒冷擠壓開發應用,近年來,鋼筋機械連接發展較快,相繼開發出錐螺紋、鐓粗直螺紋、剝肋滾壓直螺紋、擠壓肋滾壓直螺紋、輾壓肋滾壓直螺紋連接技術,取得可喜的成 果,對推動我國建筑業的發展和技術提高起到很大推動作用。
上述幾種鋼筋機械連接技術,雖然各自都具有一定優點,但是,各自在不同程度上也存在著一些不足之處,如套筒冷擠壓連接技術是用高壓油泵作動力源,通過擠壓機將連接套筒沿徑向擠壓,使套筒產生塑性變形,與鋼筋相互咬合,形成一個整體來傳遞力的。由于設備笨重,工人勞動強度大,設備保養不好易產生漏油污染鋼筋,影響效力正常發 揮,給使用維修帶來不便,連接速度不如螺紋連接;
錐螺紋連接技術是用錐螺紋套絲機將鋼筋端頭先加工成 錐螺紋,然后把帶錐螺紋的套筒與待對接鋼筋連接在一起。鋼筋與套筒連接時必須施加一定的擰緊力矩才能保證連接質量, 若工人一時疏忽擰不緊,鋼筋受力后易產生滑脫,錐螺紋底徑小于鋼筋母材基圓直徑,接頭強度會被削弱,影響接頭性能, 雖然錐螺紋連接對中性好,但對鋼筋要求較嚴,鋼筋不能彎曲或有馬蹄形切口,否則易產生絲扣不全,給連接質量留下隱 患。所以,現場管理應要求較嚴;
鐓粗直螺紋連接技術是先將鋼筋的馬蹄形端頭切掉,再用鋼筋鐓頭機將鋼筋端頭鐓粗,用直螺紋套絲機將其切削成直螺紋,通過直螺紋套筒將待對接的鋼筋連接在一起。鐓粗直螺紋連接不僅工序繁鎖,鐓粗后的鋼筋頭部金相組織發生變化,不經回火處理,會產生應力集中,延性降低,對改善接頭受力是不利的;
滾壓直螺紋連接技術是用直螺紋滾壓機把鋼筋端部滾壓成直螺紋,然后用直螺紋套筒將兩根待對接的鋼筋連在一起。由于鋼筋端部經滾壓成形,鋼筋材質經冷作處理,螺紋及鋼筋強度都有所提高,彌補了螺紋底徑小于鋼筋母材基圓直徑對強度削弱帶來的影響,實現了鋼筋等強度連接。該項技術的特點是加工工序少、連接強度高、施工方便等優點,由于鋼筋本身軋制公差較大,絲頭加工質量控制難度大,滾絲輪受力條件惡 劣、工作壽命低;剝肋滾軋直螺紋連接技術是為克服滾壓直螺紋連接技術的缺陷而出現的連接技術,此項技術克服了上述幾項連接技術的不足而得到廣泛的應用.
二、鋼筋剝肋滾軋直螺紋連接技術
近年來,國內各類高層建筑、大跨度建筑、橋梁、水工、核電等發展迅速,鋼筋混凝土結構在建筑工程中的應用日益廣泛,鋼筋用量與日俱增,III級和III級以上的鋼筋應用日趨廣泛,鋼筋直徑和密度也越來越大,大規格直徑鋼筋的連接方式,成為建筑結構設計和施工的關鍵因素,并直接影響到工程質量、施工速度、經濟效益和施工安全性。
傳統的鋼筋連接方式如搭接、焊接等連接方式,無論從連接質量、效率還是可操作性均不能滿足建筑業迅速發展的需求。搭接的連接方式已不能用于大規格鋼筋的連接,再加上焊接有很多不足之處,(如鋼材材質不穩定、可焊性差等情況;電源不穩定或焊工水平較差的情況;工期緊、電容量不夠的情況;以及風雨寒冷等氣候影響;還有防火要求高的場所的施工方案;水平鋼筋的現場連接的質量和速度。)焊接質量均無法保證。鋼筋機械連接能避開上述種種困難,顯示出明顯得優勢。80 年代末期,通過引進國外先進的機械連接技術,再加上我國一些科研院所的相關專家的不斷努力,我國鋼筋機械連接技術得以發展迅速。機械連接經歷了套筒冷擠壓、錐螺紋,鐓粗直螺紋直到目前滾軋直螺紋等不同的發展階段,技術不斷成熟穩定,成本也不斷降低。
鋼筋機械連接的優點有以下幾個方面:1、強度高,質量穩定可 靠;2、操作簡單,施工速度快;3、適用范圍廣,適用于各種方位及同、異徑鋼筋的連接;4、不受鋼筋的化學成分、人為因素、氣候、電力等諸多因素的影響;5、無污染,符合環保要求、無明火操作施工安全可靠。
根據《鋼筋機械連接通用技術規程JGJ107-2003》的規定,鋼筋機械連接根據性能可分為I、II二個等級。I級接頭以鋼筋抗拉強度標準值ftk作為強度檢驗指標,II級接頭以鋼筋屈服強度fyk的1.35倍作為強度檢驗指標。上述分類說明,同為鋼筋機械連接,性能等級卻有很大差別,應用范圍也不同。
北京碩發科技有限公司于2001年初開發成功剝肋滾軋直螺紋鋼筋機械連接技術,該技術在施工現場只需要一臺滾絲機即可完成鋼筋端部的螺紋加工,大大提高了施工效率,且通過對鋼筋端部滾軋強化,從而保證接頭性能等級達到或超過I級要求。
剝肋滾軋直螺紋鋼筋機械連接技術是將鋼筋肋進行切削處理后,使鋼筋滾絲前的直徑達到一致,然后進行滾軋直螺紋,通過對現有II、III級鋼筋進行型式檢驗以及大量工程實踐,接頭性能等級達到了《鋼筋機械連接通用技術規程JGJ107-2003》I級的性能要求,并且滿足《鐓粗直螺紋鋼筋接頭JG/T3057-1999》中SA級的所有性能要求。滾軋直螺紋鋼筋機械連接技術適用于?16-?40直徑的II、III級鋼筋的同異直徑的連接以及各種鋼筋轉動不方便的場合。
滾軋直螺紋鋼筋機械連接專用設備集剝肋和滾絲與一體,性能優良、方便操作,螺紋精度高,滾絲輪壽命長,具有很好的推廣前景!
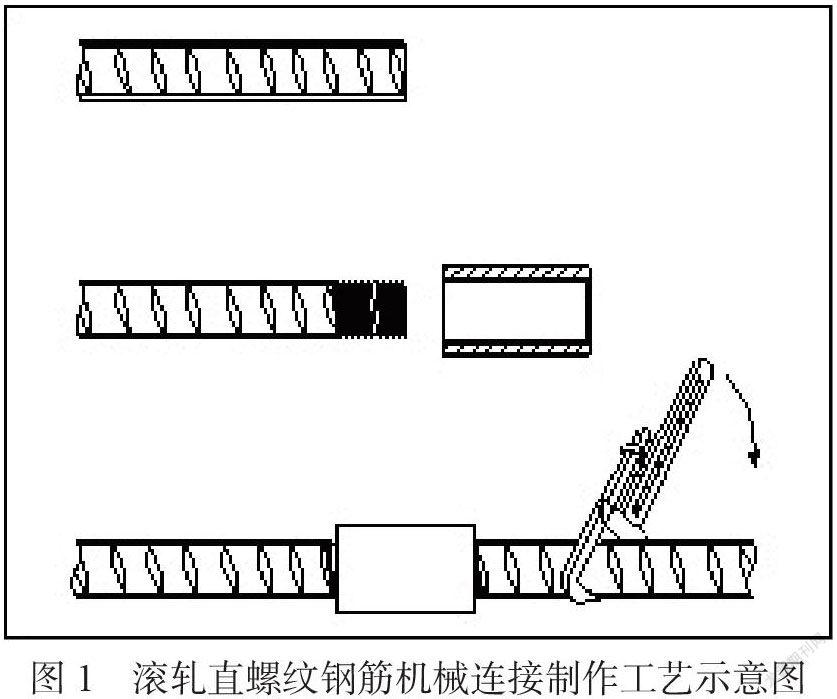
(一)制作工藝
滾軋直螺紋鋼筋機械連接技術分為三個步驟: 1、鋼筋下料,并平頭(如圖1所示)
2、滾軋直螺紋
3、利用連接套筒對接鋼筋
鋼筋端部滾絲設備能自動實現:自動對中、剝肋、滾絲等工序,加工每個鋼筋絲頭所需時間為40秒左右,操作簡單,設備輕便靈活,便于運輸和現場作業,可適用于?16-?40直徑的鋼筋,能嚴格保持絲頭直徑和螺紋精度的穩定性,保證與套筒的良好配合和互換性;連接套筒在加工廠按照設計規格和設計精度預制,根據批號裝箱。施工現場只需要普通工人利用普通管鉗擰緊即可。
(二)滾軋直螺紋鋼筋接頭的優點
1、接頭強度高:根據鋼材冷作硬化的原理,鋼筋上滾軋出的直螺紋強度大幅提高,從而使直螺紋接頭的抗拉強度高于鋼筋母材的抗拉強度。
2、性能穩定:接頭強度不受扭緊力矩的影響,絲扣松動或少擰幾扣均不會明顯影響接頭的強度,并且連接過程不受工人素質的影響,所以性能穩定。
3、連接速度快:因為采用場外預制,現場裝配連接的方式進行, 所以,預制好絲頭的鋼筋可以在鋼筋堆放場大量預制儲備。工期較緊的時候,只需在施工現場增加裝配工人即可。
4、應用范圍廣:在應用范圍上基本上沒有任何限制,更適用于彎折鋼筋、固定鋼筋、鋼筋籠等鋼筋不能轉動的場合。
5、便于管理:不會出現套筒和鋼筋不匹配的現象,檢驗也比較方便。操作簡單,普通工人經過幾個小時的學習即可成為熟練工。
6、經濟效益、社會效益顯著:縮短施工周期,提高工程質量,降低能源消耗,利于環境保護,減少設備投資,附加成本較低,具有明顯的經濟效益和社會效益!
7、勞動強度低:加工一個絲頭只需要一步工序在一臺專用滾絲機上即可完成。
(三)接頭性能
通過對不同直徑的II、III級鋼筋進行型式檢驗,全部可以達到《鋼筋機械連接通用技術規程JGJ107-2003》中I級接頭所有性能指標, 實際上試件均斷于母材,達到于鋼筋母材等強。圖2為接頭斷于母材的照片。
(II級鋼:屈服強度335Mpa,極限強度490Mpa;III級鋼:屈服強度400Mpa,極限強度570Mpa)
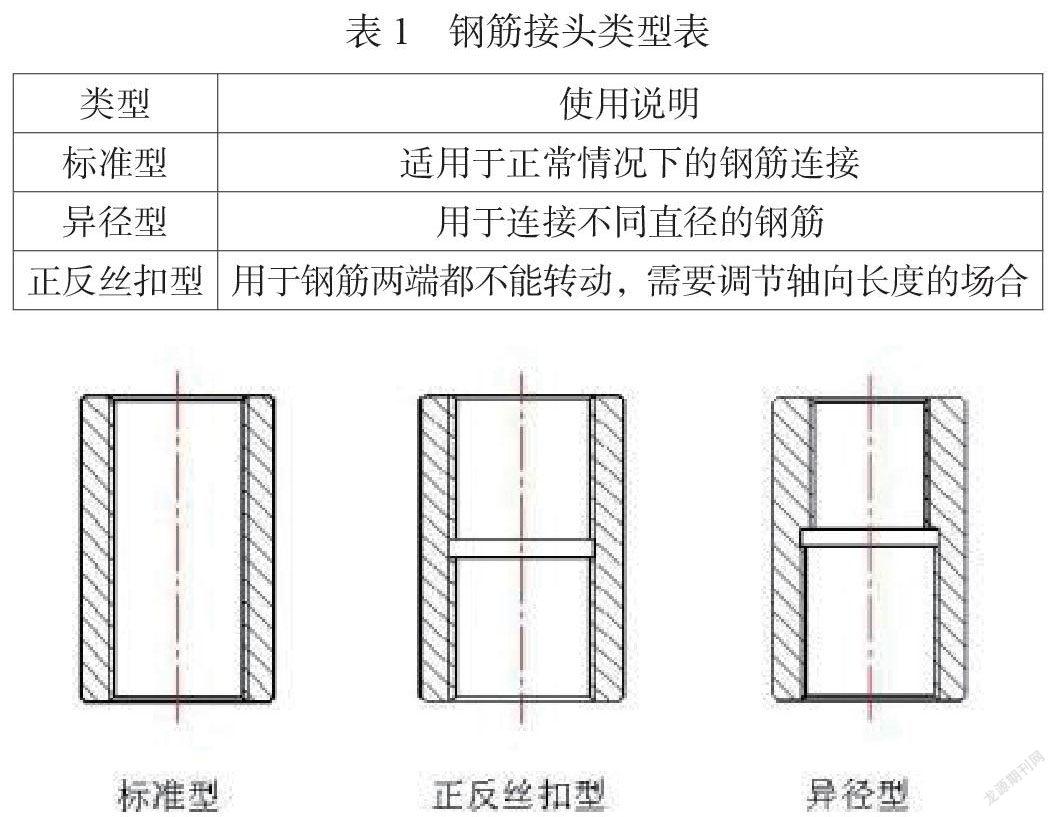
(四)接頭類型
滾軋直螺紋鋼筋接頭應用范圍廣泛,根據各種應用場合,設計出不同的鋼筋接頭類型。下面分類說明,參見圖3鋼筋接頭類型示意圖。套筒材料采用45#優質炭素結構鋼,或冷拔無縫鋼管,機械性能滿足《優質炭素結構鋼GB/T699-1999》的要求。
三、淺談鋼筋剝肋滾壓直螺紋連接技術
隨著建筑業的蓬勃發展,鋼筋混凝土結構的跨度和規模越來越大,鋼筋用量顯著增加,鋼筋直徑和布筋密度也越來越大。粗直徑鋼筋的連接方法,成為結構設計與施工的關鍵之一,直接影響建設工程質量、施工進度和經濟效益。
某電信局生產綜合樓工程建筑總面積為11970平方米,共15層,主要結構形式為框架-剪力墻結構。該工程鋼筋用量大,接頭多,且工期緊, 任務重,如果粗直徑鋼筋的接頭采用焊接,不僅鋼筋連接質量差,勞動強度大,而且會耽擱工期。經建設各方共同研究,一致同意采用接頭質量高、易施工、操作簡單且綜合成本低的鋼筋剝肋滾壓直螺紋連接技 術。現結合該工程談談技術的工藝特點、工藝原理、工藝流程、操作要點及檢驗方法。
(一)工藝特點
鋼筋剝肋滾壓直螺紋連接技術是在鋼筋直螺紋連接技術的基礎上發展起來的一項新技術,它與傳統的焊接工藝及其它機械連接技術相比,具有如下特點:
1、螺紋牙型好,精度高,連接質量穩定可靠,連接強度高;
2、連接接頭具有優良的抗疲勞性能及抗低溫性能,接頭可通過200萬次疲勞試驗和零下40℃低溫試驗;
3、操作簡單,施工速度快。螺紋加工提前制作,現場裝配作業;
4、應用范圍廣,適用于直徑16-40mmⅡ、Ⅲ級鋼筋在各種方位同、異直徑的連接;
5、接頭質量受人為因素影響小,現場施工不受氣候條件影響;
6、無污染,無火災及爆炸隱患,施工安全可靠;
7、節約能源,耗電低,設備功率僅為3-4KW。
(二)工藝原理鋼筋剝肋滾壓直螺紋連接技術是先將鋼筋待連接部分的橫肋和縱肋剝切處理后,使鋼筋滾絲前的柱體直徑達到同一尺寸,再進行螺紋滾壓成型,然后利用連接套筒進行連接,使鋼筋絲頭與連接套筒連接為一體, 從而實現了等強度連接的目的。
(三)工藝流程
鋼筋端面平頭 剝肋滾壓螺紋 絲頭質量檢驗 鋼筋就位 利用套筒連接作標記 接頭質量檢驗 完成
(四)操作要點
1、連接所用的鋼筋要有產品出廠合格證,產品性能檢測報告,以及材料進場復驗報告;連接套筒要采用優質碳素結構或其它經型式檢驗確定符合要求的鋼材,且材料表面應光潔,不允許有嚴重銹蝕、油脂等質量缺陷,合格的材料是保證工程質量的前提條件。
2、進場鋼筋端頭的切割質量都比較粗糙,端面翹曲不平,不能直接用于連接,需要進行再次切割。一般宜采用砂輪切割機或其它專用切斷設備,嚴禁氣割,以確保鋼筋待連接端面平頭,平頭的目的是讓鋼筋端面與母材軸線方向垂直,并使鋼筋連接端面之間充分接觸。
3、鋼筋絲頭加工是該工藝關鍵之一,它是在鋼筋剝肋滾壓直螺紋機上直接完成,該設備集鋼筋剝肋與螺紋滾壓于一身,一次裝卡即可完成。該道工序需要3人協作完成,1人操作設備,2人搬運鋼筋。為確保鋼筋絲頭加工質量,3名操作人員均須經過專業技術培訓,嚴格考核, 持證上崗。
4、鋼筋絲頭經檢驗合格后,要立即套上專用的鋼筋絲頭保護帽或與應相連接的連接套筒,將鋼筋絲頭保護起來,同時要注意在連接套筒的另一端按上塑料防護帽。切不可將加工好的鋼筋隨意搬運或堆放,以防絲頭被磕碰或被污物污染而影響鋼筋接頭質量。
5、鋼筋連接前,鋼筋絲紋和連接套筒絲紋要逐個進行檢查,確保其完好無損,如果發現絲紋表面有雜質,應清除干凈。安裝時,首先把連接套筒的一端安裝在基本鋼筋的端頭上,用扳手或管鉗等工具將其擰緊到位,然后把導向對中鉗夾緊連接套筒,將待接鋼筋通過導向夾鉗中孔對中,擰入連接套筒內擰緊到位,即可完成連接。卸下工具后隨即檢 驗,不合格的立即糾正,合格的接頭作上標記,與未擰緊的接頭區分開來,以防有的鋼筋接頭漏擰,并認真做好現場記錄工作。</P< p>
(五)質量檢驗
1、絲頭質量檢驗
操作者對加工的絲頭要逐個進行檢查。首先檢查其外觀質量,螺紋飽滿,表面光潔,不粗糙,螺紋直徑大小應一致,無虛假螺紋用缺肉、瘦牙等缺陷,螺紋長度、公差尺寸應符合規定;再次用檢驗鋼筋絲頭的專用量具-螺紋環規進行檢驗,鋼筋絲頭要能夠順利通過螺紋環規,且絲頭與螺紋環規要十分吻合才算合格。
經自檢合格的鋼筋絲頭,監理部再對每種規格加工批量隨機抽檢10%,且不少于10個,如果在抽檢中有一個不合格,則對該加工批全數進行檢查,不合格的絲頭要重新加工,經檢驗合格后方準予使用。
2、接頭質量檢驗
鋼筋接頭在施工單位檢驗合格后,再由監理部進行驗收。首先目測已作標記的鋼筋接頭處絲扣,如果發現有一個完整絲扣外露,則該接頭要重新擰緊或進行加固處理;然后用扭力扳手隨機抽檢每種規格接頭數量的10%,且不少于10個,如果在抽檢中發現有一個接頭松動,則要對該種規格的接頭全數進行檢查。
在上述二項驗收合格后,監理部再對每批同規格鋼筋隨機抽樣做靜力伸強度試驗(對有特殊要求的混凝土結構,可增做單向反復拉伸試驗和疲勞性能試驗),每一驗收批鋼筋接頭數量不得超過500個,且至少進行一組(三個試件)試驗,如果有一個試件不合格,則要取雙倍試件試驗,如仍有不合格,則該批接頭為不合格,禁止在工程中使用。
(六)結束語
鋼筋剝肋滾壓直螺紋連接機械連接中的新技術,該技術于1999年12 月17日通過了建設部組織的部級鑒定。在工程施工過程中,通過施工單位及監理部的科學管理、嚴格控制,鋼筋剝肋滾壓直螺紋接頭一次性驗收通過率為100%,且接頭強度達到行業標準JG107-96中A級接頭性能要求,深受建設單位及質監部門的歡迎與肯定。該技術在工程中的成功應用,不僅確保了工程質量,加快了施工速度,而且還取得了良好的經濟效益和社會效益。
參考文獻
[1]淺談鋼筋混凝土結構住宅建筑的設計及問題[J]. 黃忠征.? 建材與裝飾(下旬刊). 2008(04)
中鐵隧道集團有限公司創新工作室 廣東 韶關 512200