車載內置儲物盒熱流道注塑模具的創新設計
2021-07-02 02:16:56陳亞梅
合成樹脂及塑料 2021年3期
陳亞梅
(常州工業職業技術學院,江蘇 常州 213164)
在模具設計與制造過程中,為了縮短模具設計周期和降低模具成本,計算機輔助設計(CAD)和計算機輔助分析技術得到了普遍的推廣和應用。模流分析技術能夠預測填充時間、注塑機所需注射壓力、鎖模力等指標,優化注塑成型方案,提高生產效率,同時也能分析翹曲變形、凹痕等成型缺陷,驗證模具冷卻系統的合理性[1-2]。孫麗麗等[3]研究了點澆口進料的儲物盒注塑模具結構,利用Moldflow軟件對儲物盒注塑過程進行模擬分析,通過改變模具澆注系統和冷卻系統結構的設計,對比模流分析中的表面縮痕指數、頂出溫度時間及總翹曲變形量等指標,優化模具結構。黃可等[4]研究了儲物盒蓋塑件在模流分析環境下構建4因素4水平正交試驗,通過極差分析法得到優化后的注塑工藝參數,指導模具實際設計與制造。張維合[5]研究了汽車中央通道儲物盒注塑模具結構,利用串聯油路的油缸完成倒裝式模具結構的推出機構系統設計。通過三維軟件和Moldflow軟件對塑件工藝過程和結果的研究,對本工作有一定的啟發,但沒有解決大尺寸儲物盒塑件注塑模具的重點和難點問題。本工作以車載內置儲物盒為研究對象,分析了塑件結構特點和難點,利用NX/CAD模塊設計了成型結構零件、多種類型冷卻回路及新穎的模具頂出機構系統等,運用Moldflow軟件對塑件注塑成型過程進行模擬并分析了數據結果。
1 塑件成型工藝分析
車載內置儲物盒結構見圖1,塑件尺寸約為360 mm×205 mm×210 mm,尺寸較大,盒體較深,平均壁厚約為2.57 mm,體積約為8.114×105mm3。材料選擇丙烯腈-丁二烯-苯乙烯共聚物(ABS)與聚碳酸酯(PC)混合物,以ABS為主,它具有高耐磨性、強抗腐蝕性、高沖擊強度等優點,常用于汽車零配件、傳動零件等。車載內置儲物盒塑件要求較高的內部成型質量,內表面要求光滑,外部成型沒有飛邊,塑件整體無缺陷[6]。塑件兩側有旋轉凹槽、安裝卡爪及側凹孔,可以設計斜導柱側向抽芯整體滑塊機構來實現。塑件背部有外凸和內凹結構,可以考慮通過整體滑塊機構和鑲嵌件來完成成型。塑件左上角和右上角處有內凹貫通矩形孔,且兩處孔的開口方向成90°,考慮模具空間位置的因素,可以采用斜楔側向抽芯機構加以解決。

圖1 車載內置儲物盒結構示意Fig.1 Structure of vehicular internal storage box
2 模具結構設計
2.1 塑件分型面設計
利用NX/CAD造型模塊的形狀斜率分析功能[7]確定模具型芯和型腔的區域,由于塑件要求的內部質量較高,直接澆口放置在儲物盒底部外側,故塑件內部藍色區域為型芯區域,型芯設計在動模部分;模具的型腔區域為外部粉紅色部分,型腔設計在定模部分(見圖2a)。根據圖2a創建塑件紅色分型線(見圖2b),再通過NX軟件中的造型模塊創建塑件分型面(見圖2c)。通過片體拆分實體及求差等方法得到手工分模的型芯和型腔結構(見圖2d和圖2e)。

圖2 模具的型腔與型芯Fig.2 Cavity and core of mold
2.2 型腔結構創新設計
車載內置儲物盒塑件的三維實體及其特征結構見圖3,塑件結構主要特征都分布在外部,盒體內部表面光滑,塑件的兩側主要有三類細節特征,分別是旋轉槽、支腳和卡爪。盒體背部主要有外凸和內凹圓孔的特征結構。盒體左上角和右上角分別有一處貫通內凹矩形孔結構,且兩處的開口方向成90°。

圖3 塑件的特征結構Fig.3 Feature and structure of plastic parts
儲物盒兩邊的旋轉槽、支腳及卡爪特征通過創建整體式側抽滑塊來實現,卡爪成型設計為難點,卡爪結構有貫通內凹矩形孔,孔方向和滑塊開模方向一致,卡爪側面為上大下小的結構,卡爪下端為圓弧特征,創建分界平面(見圖4),卡爪矩形側孔開口方向與塑件兩側的整體滑塊運動方向一致,成型卡爪矩形側孔的側向型芯直接創建在對應邊的滑塊之上,左側成型特征設計在型腔上,完成儲物盒卡爪成型設計。由于兩側滑塊尺寸較大,為了增加模具注塑過程中的冷卻效果,提高塑件成型質量,故在塑件兩側的整體側向滑塊上設計了直通式循環冷卻回路。
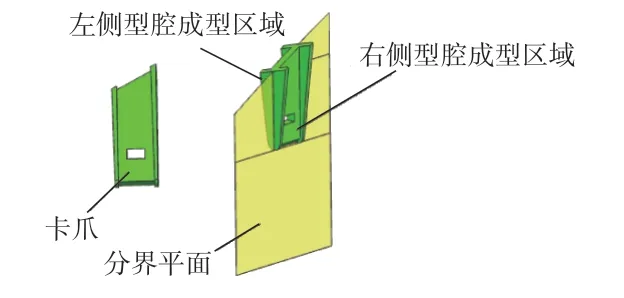
圖4 卡爪的結構特征Fig.4 Feature and structure of claw
儲物盒塑件背面的外凸和內凹圓孔結構,通過設計兩個整體側向滑塊來實現,而且外凸結構中還有內孔,此內孔主要通過鑲嵌件來實現。同時在滑塊上也創建了直通式循環水路來增加冷卻效果,提高塑件成型質量。
對于塑件左上角和右上角兩處側凹的矩形孔,通過創建側向抽芯的結構來解決,主要的成型結構零件有斜楔、側向型芯、滑塊等,斜楔固定在動模部分的型芯上,滑塊和側向型芯設計在定模部分的型腔上,在開模時完成各自的側向抽芯動作。利用NX/CAD模塊創建完成的型芯及特征結構見圖5。
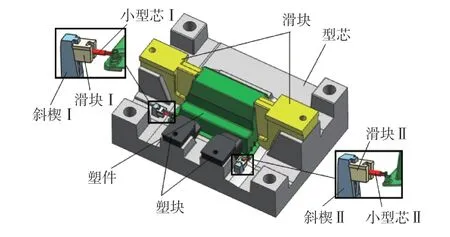
圖5 型芯及特征結構示意Fig.5 Feature and structure of core
2.3 頂出系統創新設計
根據儲物盒塑件的結構特點,要求塑件內部不能有澆口痕跡,直接澆口設計在塑件底部外表面,塑件外表面為型腔區域,處于模具定模一側,同時,塑件在頂出時頂桿不能直接頂在塑件內部,避免留下頂桿頭部痕跡,影響塑件質量,因此,頂出系統只能設計在定模一側,讓頂桿直接作用在塑件外表面,不影響塑件內部成型面。設計的模具頂出機構系統主要零部件有推板、氣缸、氣缸安裝支撐架、頂桿固定板和頂桿等;頂出系統零部件安裝方式為頂桿安裝在頂桿固定板上,頂桿固定板通過內六角螺釘固定在推板上,兩側的氣缸通過氣缸安裝支撐架分別連接定模座板和推板,氣缸基座固定在定模座板上,氣缸活塞頭部通過螺母固定在氣缸安裝支撐架上,氣缸安裝支撐架兩側L型底腳通過內六角螺釘固定在頂板上(見圖6)。頂出系統工作原理:模具在完成注塑、保壓等步驟后開模,根據模具結構特點,動定模部分分開后,塑件會留在定模部分,當定模部分達到合適距離后,氣缸開始工作,氣缸通過兩側氣缸安裝支撐架帶動推板和頂桿固定板使頂桿將塑件從型腔中頂出,完成模具頂出動作。

圖6 頂出機構系統Fig.6 Ejection mechanism system
3 模具工作原理
車載內置儲物盒熱流道注塑模具結構見圖7。圖7a主要為滑塊Ⅱ、滑塊26及小型芯Ⅰ18等主要結構零件的剖視圖,圖7b主要為滑塊43、小型芯Ⅱ50及隔水板52等主要結構零件的剖視圖。根據塑件成型質量要求,儲物盒熱流道注塑模具采用放置在儲物盒外部的直接澆口,一模一腔的結構,模具腔體主要由型腔、型芯、4個滑塊、小型芯Ⅰ、小型芯Ⅱ、鑲件Ⅰ和鑲件Ⅱ等構成。型腔、滑塊中設計了直通式循環冷卻回路,型芯中創建了隔水板冷卻回路。模具設計了利用氣缸完成定模側的塑件頂出系統。

圖7 模具結構Fig.7 Mold structure
模具工作過程:在注塑機上設置好注塑工藝參數,然后開始注塑,模具腔體充填完成后進入保溫、保壓階段,第一個動作是模具開模,在液壓機構作用下模具動、定模部分先沿著型腔5和型芯14的分型面逐漸打開,同時4個滑塊(塑件左右兩側各1個,塑件背部2個)在各自對應斜導柱作用下完成滑塊抽芯動作、小型芯Ⅰ18和小型芯Ⅱ50在對應斜楔Ⅰ20和斜楔Ⅱ48的作用下完成兩處內凹矩形孔的抽芯動作,塑件保留在定模部分,當動模部分和定模部分打開到約為380 mm的距離后處于定模部分的氣缸29開始工作,氣缸29通過兩側氣缸安裝支撐架帶動推板2和頂桿固定板3使頂桿將塑件54從型腔5中頂出,完成推件動作,直接澆口凝料和儲物盒塑件一起從模具中脫落,實現了模具的自動化生產,模具的開模動作全部完成。第二個動作是模具合模,在氣缸29的作用下完成頂桿推出機構的復位,然后在注塑機液壓機構的作用下完成模具動模部分和定模部分的合模。
4 模流分析
在Moldflow軟件中導入儲物盒塑件的STL文件,網格形式設置為雙層面方式,三角網格邊長設置為3.5 mm,經過修補和優化處理后的網格處理質量滿足模流分析[8-10]要求,生成的網格參數為93 410個網格單元,97.3%的網格匹配率,98.4%的相互百分比,縱橫比最大值為9.8,縱橫比平均值為1.81。在Moldflow軟件中選擇分析序列為“冷卻+填充+保壓+翹曲”。X,Y,Z三個方向上的總翹曲變形量對實際成型產品的質量最重要,它與模具冷卻系統設計關系密切。模具的冷卻系統主要有:(1)處于定模部分的型腔中設計了直通式循環冷卻回路,均為U型回路,管道直徑主要有10 mm和12 mm;(2)處于動模部分的型芯中創建了5組隔水板單獨冷卻回路,依據塑件的結構特征,每組回路中包含深度不等的5個隔水板孔,并通過直徑為16 mm的管道連接起來;(3)滑塊冷卻水路設計,滑塊主要包括位于兩邊的2個滑塊和塑件背部的2個滑塊,在每個滑塊中設計了直通式循環冷卻回路,回路管道的直徑為8 mm和12 mm。模流分析主要成型工藝參數采用系統默認方式。利用Moldflow軟件創建的冷卻系統和澆注系統網格見圖8。

圖8 利用Moldflow軟件創建的冷卻系統與澆注系統網格Fig.8 Grid Diagram of cooling system and casting system designed by Moldflow
從圖9可以看出:塑件填充完成時間為2.570 s,流動過程穩定,無腔體漏注、短射情況;注射成型時間為2.442 s時,注射壓力最大,為67.41 MPa,隨后進入12.450 s的保壓階段,壓力為53.93 MPa,此數據為塑件實際注塑時注塑機壓力的設定提供了參考;塑件內外表面無氣穴,氣穴主要分布在塑件旋轉槽口及卡爪部分,氣穴分布的位置都是位于成型零件結合處,有利于排出氣體;采用在塑件底部外表面創建的直接澆口,塑料熔體的流動是從儲物盒底部向開口方向,熔接線數量較少,且塑件內外表面都未出現,保證了塑件要求的內部表面質量;流動前沿溫度最低為276.7 ℃,最高為280.3℃,兩者最大差值為3.6 ℃,說明在注塑過程中熔體溫度無明顯降低,也證明了熔接線能夠很好地熔合;冷卻回路中的水介質進口溫度為25.0 ℃,出口溫度最高為26.7 ℃,最高溫差為1.7 ℃,進、出口的介質溫度變化很小,說明設計的模具冷卻系統回路起到了很好的冷卻效果;冷卻回路管壁的最低溫度為25.47 ℃,回路出口的管壁最高溫度為27.83 ℃,兩者溫度最大差值為2.36 ℃,小于經驗參考差值(4.00~5.00 ℃),這也證明了3種冷卻回路具有非常好的冷卻效果;X,Y,Z三個方向上的翹曲變形量較大的是儲物盒內凹貫通矩形孔的左上角和右上角區域,總翹曲變形量最大為0.979 2 mm,與塑件較大的外形尺寸相比,這個總翹曲變形量較小,在允許的范圍內,此數據也間接證明了模具冷卻回路的冷卻效果很好。Moldflow軟件得出的各項數據為車載內置儲物盒熱流道注塑模具結構設計提供了參考,同時也驗證了模具設計結果的合理性、可靠性。

圖9 模流分析結果Fig.9 Analytic results of mold flow
5 結論
a)運用NX軟件建模,創新設計了車載內置儲物盒熱流道注塑模具。通過側向抽芯滑塊機構解決了塑件兩側的旋轉凹槽、安裝卡爪、側凹孔及塑件背部外凸和內凹孔結構成型特征,4個滑塊內部均設計了直通式循環冷卻回路;考慮模具結構空間位置因素,利用斜楔滑塊側向抽芯機構完成了塑件左、右上角處矩形貫穿內凹孔結構特征的設計;利用氣缸提供動力完成了開模后塑件在定模側的頂桿頂出系統的設計。根據塑件結構特征,型腔中創建了多路U型直通式循環冷卻回路,型芯中設計了5組隔水板冷卻回路,每個滑塊中均設計了冷卻回路。
b)運用Moldflow軟件處理塑件網格,設計了直接澆口,創建了隔水板和直管道循環兩種類型的冷卻系統回路,并對塑件成型過程進行模擬分析,驗證了模具設計結果的合理性、可靠性。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
