側(cè)圍A 柱處側(cè)整形起皺問題對策探討
2021-07-01 08:52:34趙子海凌世權(quán)于海龍繳平譚文娟吉利汽車集團(tuán)有限公司ME中心
鍛造與沖壓 2021年12期
文/趙子海,凌世權(quán),于海龍,繳平,譚文娟·吉利汽車集團(tuán)有限公司ME 中心
本文介紹了側(cè)圍外板A 柱處的沖壓工藝方案,對側(cè)整形起皺的原因進(jìn)行分析,通過實際案例闡述了側(cè)圍外板A 柱上部側(cè)整形起皺的解決方案,通過沖壓工藝進(jìn)行改進(jìn),采用兩次側(cè)整形,首次側(cè)整形深度降低的方案,解決了側(cè)圍外板A 柱上部側(cè)整形起皺的問題,對類似造型的側(cè)圍外板A柱處的沖壓工藝設(shè)計提供參考。
常見的側(cè)圍A 柱處頂部形狀、工藝方案及其缺陷
常見的側(cè)圍A 柱頂部處形狀
某SUV 車型側(cè)圍A 柱頂部形狀如圖1 所示,A截面臺階高度12mm,B 截面臺階高度20mm,高度差8mm。
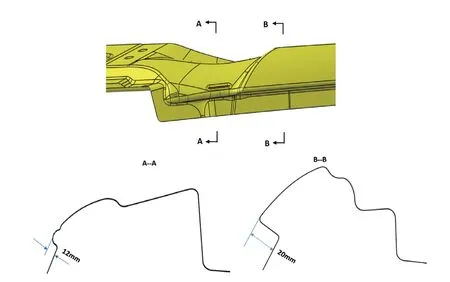
圖1 側(cè)圍A 柱上部典型形狀
側(cè)圍A 柱頂部處常見的沖壓工藝方案及缺陷
側(cè)圍A 柱頂部處常見的工藝方案為拉深(A 柱頂部保證拉延沖壓方向無負(fù)角,與沖壓方向10 度以內(nèi)夾角)、整形粗修邊(把拉延筋外的料粗修掉)、側(cè)整形(A 柱頂部一序側(cè)整形到位)、側(cè)修邊4 道工序,如圖2 所示。側(cè)整形工序下部廢料區(qū)采用側(cè)壓料便于控制側(cè)整形起皺。

圖2 側(cè)圍A 柱頂部常見沖壓工藝方案
側(cè)圍A 柱頂部處常見的工藝方案的缺陷原因:(1)由于產(chǎn)品A、B 截面?zhèn)日胃叨炔?mm,且尖角處拐角角度小,拐角半徑僅R3.5mm,產(chǎn)品工藝性很差。(2)側(cè)整形由于與頂蓋搭接處一序側(cè)整完成,所以側(cè)整形方向一般為與車身Z 向平行,與A 柱處側(cè)整形輪廓不是90 度,且此方向更易造成A 柱尖角處側(cè)整形多料起皺,側(cè)整形方向如圖3 所示。

圖3 側(cè)圍A 柱頂部側(cè)整形方向
側(cè)整形即使工藝采用下部廢料區(qū)側(cè)壓料并加些工藝造型吸皺仍然起皺嚴(yán)重,CAE 分析過程起皺及實際現(xiàn)場起皺零件如圖4、圖5 所示。

圖5 側(cè)圍A 柱頂部現(xiàn)場零件起皺照片
圖4 顯示CAE 分析到底前4mm 仍然起皺嚴(yán)重,現(xiàn)場實際零件通過模具采用研合強(qiáng)壓仍有比較嚴(yán)重的起皺痕跡,并且模具磨損嚴(yán)重。
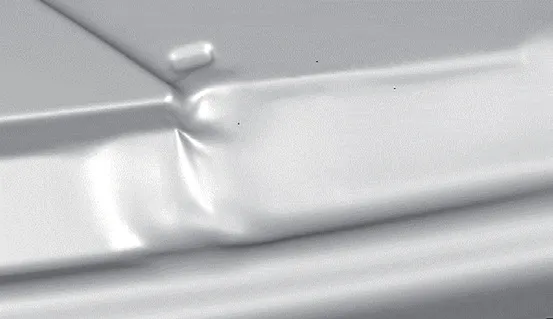
圖4 側(cè)圍A 柱頂部CAE 分析過程起皺嚴(yán)重(到底前4mm)
側(cè)圍A 柱頂部處改進(jìn)后的沖壓工藝及現(xiàn)場結(jié)果
側(cè)圍A 柱頂部處改進(jìn)后的沖壓工藝
側(cè)圍A 柱頂部處改進(jìn)后的沖壓工藝方案為拉深(A 柱頂部保證拉延沖壓方向無負(fù)角,與沖壓方向10度以內(nèi)夾角)、整形粗修邊(把A 柱對應(yīng)翼子板匹配處整形出來,拉延筋外的料粗修掉)、側(cè)整形(A 柱頂部起皺嚴(yán)重處預(yù)整形,預(yù)整深度8mm)、側(cè)整形(A柱頂部整形到位)、側(cè)修邊5 道工序,如圖6、圖7所示。

圖6 改進(jìn)后的側(cè)圍A 柱頂部沖壓工藝方案

圖7 改進(jìn)后的側(cè)圍A 柱頂部沖壓工藝方案剖面圖
改進(jìn)后的側(cè)圍A 柱頂部處工藝細(xì)節(jié)
側(cè)圍A 柱頂部處首次側(cè)整形型面過渡細(xì)節(jié)如圖8所示,兩序側(cè)整形的方向見圖9;首次側(cè)整形通過局部深度變淺,改善側(cè)圍A柱頂部處的側(cè)整形觸料順序,改善側(cè)整形起皺;二次側(cè)整形通過調(diào)整側(cè)整形方向垂直于A 柱處側(cè)整形輪廓也利于減輕起皺。
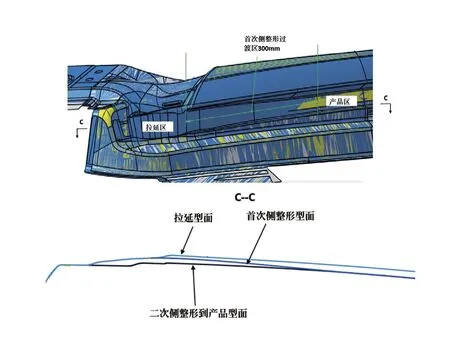
圖8 改進(jìn)后的側(cè)圍A 柱頂部沖壓工藝方案細(xì)節(jié)圖

圖9 改進(jìn)后的側(cè)圍A 柱頂部兩次側(cè)整形方向
改進(jìn)后的側(cè)圍A 柱頂部處CAE 分析及現(xiàn)場結(jié)果
改進(jìn)后的側(cè)圍A 柱頂部首次、第二次側(cè)整形CAE 分析見圖10、圖11,CAE 分析到底前4mm 時,有輕微波浪,到底前1mm 時,起皺基本消失。

圖10 改進(jìn)后的側(cè)圍A 柱頂部首次側(cè)整形CAE 分析
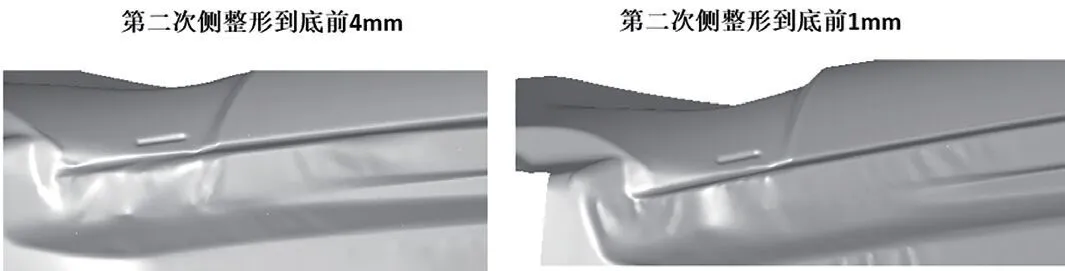
圖11 改進(jìn)后的側(cè)圍A 柱頂部第二次側(cè)整形CAE 分析
按此方案改進(jìn)后的兩款車型側(cè)圍A 柱頂部現(xiàn)場零件照片如圖12 所示。零件起皺情況已經(jīng)解決,滿足內(nèi)板區(qū)產(chǎn)品要求。
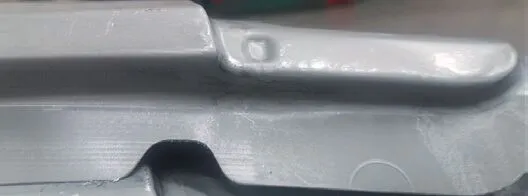
圖12 改進(jìn)后的側(cè)圍A 柱頂部現(xiàn)場零件照片
結(jié)束語
本文主要針對側(cè)圍A 柱頂部側(cè)整形起皺問題進(jìn)行研究,根據(jù)傳統(tǒng)工藝的缺點進(jìn)行改進(jìn),通過理論與實際結(jié)合,不斷總結(jié)經(jīng)驗來優(yōu)化沖壓工藝,致力于提升零件成形質(zhì)量,縮短模具開發(fā)時間。
猜你喜歡
計算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
民用飛機(jī)設(shè)計與研究(2020年4期)2021-01-21 09:15:02
計算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
小天使·一年級語數(shù)英綜合(2015年2期)2015-01-14 06:35:05