航空發(fā)動(dòng)機(jī)盤類零件止口表面質(zhì)量控制技術(shù)研究
2021-07-01 08:39:38馬明陽趙天楊
智能制造 2021年3期
關(guān)鍵詞:檢測
馬明陽,周 鑫,趙天楊
(中國航發(fā)沈陽黎明航空發(fā)動(dòng)機(jī)有限責(zé)任公司,遼寧 沈陽 110043)
1 引言
零件加工表面質(zhì)量是評價(jià)是否滿足加工要求的重要指標(biāo)之一,通常情況下采用表面粗糙度、波紋度和形狀誤差等表面形貌指標(biāo)來評價(jià)零件的加工表面質(zhì)量。其中,表面粗糙度是定量表征零件加工表面質(zhì)量的一個(gè)重要參數(shù),與零件的表面性能密切相關(guān)。零件表面粗糙度較大時(shí),會(huì)使配合的接觸面積減小,造成單位面積承受的壓力增大,零件表面接觸變形增加,導(dǎo)致零件表面磨損加快,最終影響零件的使用性能。此外,零件表面粗糙度過大,一部分表面容易積聚腐蝕性物質(zhì),造成表面發(fā)生腐蝕;另一部分表面容易產(chǎn)生應(yīng)力集中,導(dǎo)致裂紋等缺陷產(chǎn)生。
隨著新型、高性能航空發(fā)動(dòng)機(jī)推重比的提高,發(fā)動(dòng)機(jī)盤類零件大量采用新結(jié)構(gòu)、新材料與新技術(shù),零件結(jié)構(gòu)越來越復(fù)雜,尺寸精度要求越來越高,加工時(shí)易變形。傳統(tǒng)的加工方式已經(jīng)無法滿足盤類零件關(guān)鍵部位的加工要求,止口部位是盤類零件的加工難點(diǎn)之一,隨著表面質(zhì)量要求和工藝控制要求的提高,止口部位的加工難度極大地增加,同時(shí)也增大了加工結(jié)果的檢測難度。本文通過調(diào)整走刀軌跡,基于均衡切削載荷余量分布的方式,對盤類零件的止口部位進(jìn)行工藝方法和工藝參數(shù)優(yōu)化,有效地保證了止口部位的加工質(zhì)量。
2 零件結(jié)構(gòu)分析
本文以某整體盤軸零件為例,該零件具有輻板壁懸伸長、壁厚薄等結(jié)構(gòu)特點(diǎn),如圖1所示,該零件共有三處止口結(jié)構(gòu),止口位置尺寸精度要求高,三處止口尺寸分別為前止口R
1.75,后止口R
1.25,內(nèi)止口R
1。隨著轉(zhuǎn)角半徑R
尺寸的降低,止口位置的加工和檢測難度顯著上升,其中在內(nèi)止口處表現(xiàn)得尤為明顯。一方面由于刀具懸長的影響,加工過程中容易產(chǎn)生顫振,進(jìn)而影響加工質(zhì)量;另一方面受限于半封閉內(nèi)腔的影響,檢測時(shí)測頭無法達(dá)到測試位置,多方面原因制約著零件加工精度的提高和加工質(zhì)量的保證。由于設(shè)計(jì)要求的提高,該整體盤軸零件止口部位的表面粗糙度值由Ra1.6提高到Ra0.8,按照傳統(tǒng)的加工方式,機(jī)床采用永泉數(shù)控臥車,刀具選擇半徑Ra0.8的35°偏刀片,走刀方式為多次同向進(jìn)刀,前止口加工表面粗糙度能夠滿足要求,但是加工效率較低,后止口加工無法滿足表面粗糙度指標(biāo)要求,具體加工數(shù)據(jù)及表面粗糙度檢測結(jié)果見表1。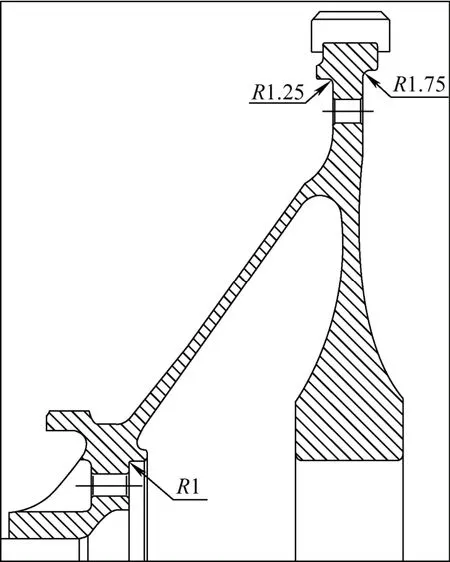
圖1 某整體盤軸零件結(jié)構(gòu)示意圖
表1 前后止口加工數(shù)據(jù)及表面粗糙度檢測結(jié)果
?
從實(shí)際加工結(jié)果發(fā)現(xiàn),零件加工后,刀具后刀面磨損嚴(yán)重,零件表面有明顯的溝痕和振紋,采用傳統(tǒng)的工藝優(yōu)化方式,僅對轉(zhuǎn)速、進(jìn)給和切深等三項(xiàng)參數(shù)進(jìn)行調(diào)試,無法滿足粗糙度的加工要求,隨著止口處半徑的減小,加工難度大幅提升,利用現(xiàn)有方式,存在內(nèi)止口加工后表面粗糙度指標(biāo)無法實(shí)現(xiàn)、前止口加工效率低下等問題。止口位置走刀方式示意圖如圖2所示。
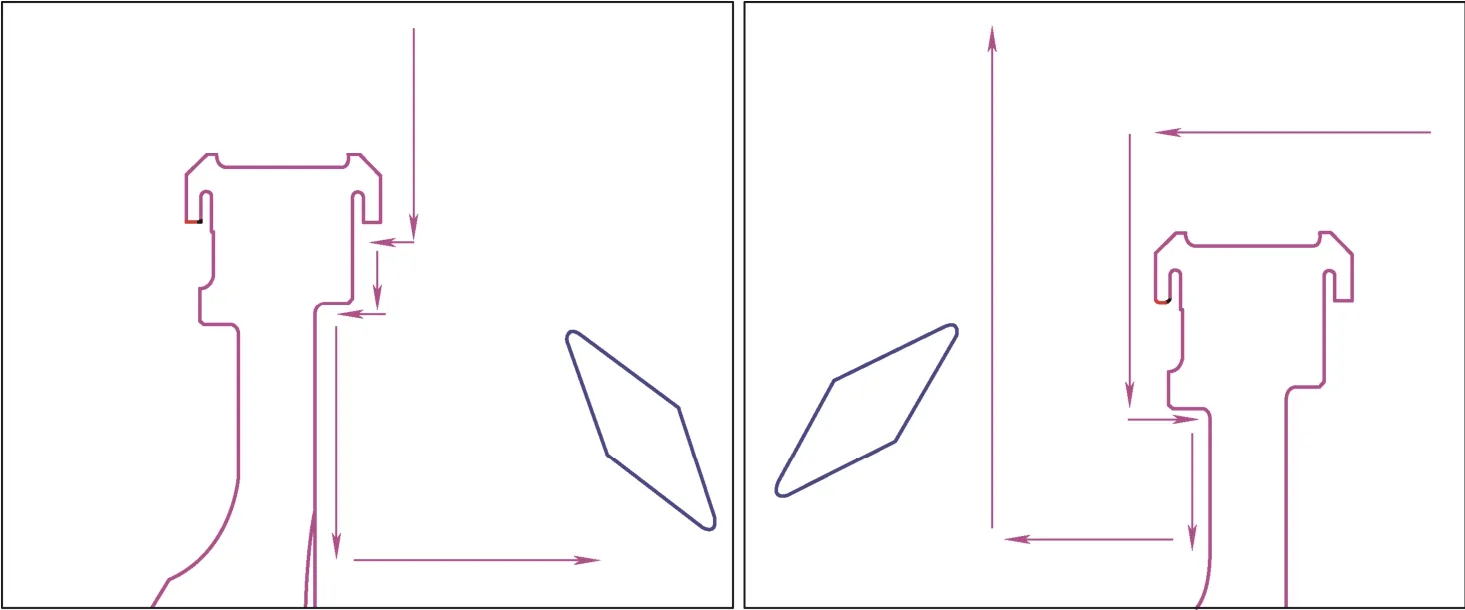
圖2 止口位置走刀方式示意圖
3 工藝方案改進(jìn)
(1)走刀軌跡優(yōu)化
盤類零件止口位置采用多次同向進(jìn)刀的方式進(jìn)行切削加工,刀具主切削刃、副切削刃均參與切削,導(dǎo)致刀具磨損嚴(yán)重,零件表面存在明顯的振紋和溝痕,因此,應(yīng)盡量保證刀具的主切削刃承擔(dān)主要的切削工作,基于此原則,對止口位置的走刀軌跡進(jìn)行重新規(guī)劃,采用交替變換進(jìn)刀方向的方式對走刀軌跡進(jìn)行重新規(guī)劃,如圖3所示,交替變換進(jìn)刀方向是指下一刀的切削軌跡與前一刀的切削軌跡的方向相反,直到去除全部的加工余量,完成走刀軌跡規(guī)劃,以保證主切削刃始終參與切削,能夠有效提高切削效率,延長刀具壽命。
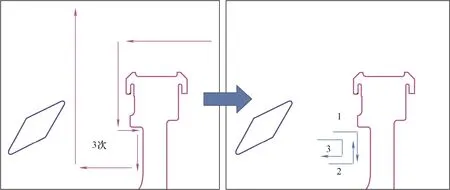
圖3 走刀軌跡優(yōu)化
(2)基于均衡切削載荷的加工余量分配
零件切削加工過程中,切削載荷是不斷變化的,加工余量增大時(shí),切削載荷隨之增加。盤類零件止口位置的加工余量通常采用等余量方式分布,在切削加工過程中轉(zhuǎn)角部位由于余量較大,導(dǎo)致切削加工過程中切削載荷增加,使零件加工過程中切削載荷分布不均勻,加工過程出現(xiàn)振動(dòng),影響零件表面加工質(zhì)量。基于均衡切削載荷進(jìn)行加工余量分配,是指根據(jù)零件加工過程中切削載荷的分布情況,對加工余量進(jìn)行分配,遵循切削載荷較小時(shí)增加加工余量、切削載荷較大時(shí)減少加工的原則。借助物理仿真分析技術(shù)對加工過程中的切削載荷分布情況進(jìn)行仿真,根據(jù)仿真結(jié)果對不同部位的加工余量進(jìn)行重新分配,堅(jiān)持“該多則多、該少則少”的原則,以保持零件過渡部位在加工中切削載荷的均衡,確保振動(dòng)源頻譜趨于平緩,從而達(dá)到提高零件表面質(zhì)量、抑振的目的。
針對該整體盤軸零件,對止口位置加工余量進(jìn)行調(diào)整,如圖4所示,將原有的軸向和徑向原有的等比例余量分布調(diào)整為徑向和軸向余量比為3:1分布,應(yīng)用物理仿真PM軟件對兩種余量分布狀態(tài)的切削載荷進(jìn)行仿真分析,仿真分析結(jié)果如圖5所示。通過仿真分析結(jié)果發(fā)現(xiàn),非等余量分布所產(chǎn)生的切削力要小于等余量分布,同時(shí),非等余量分布所需要的切削時(shí)間也較等余量分布所需要的切削時(shí)間短,由此證明,適合零件結(jié)構(gòu)的非等余量分布能夠保證加工過程穩(wěn)定,有效提高零件的加工質(zhì)量,縮短加工時(shí)間。
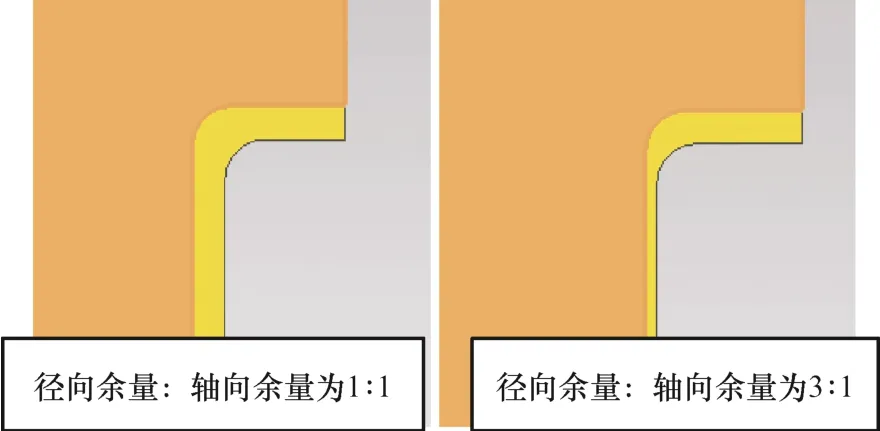
圖4 余量分布示意圖
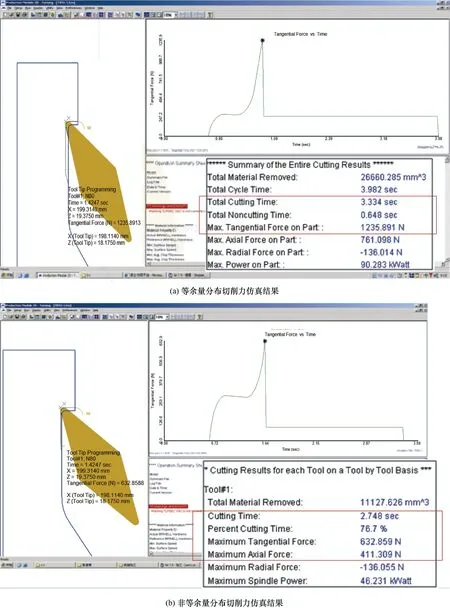
圖5 切削載荷分布情況
(3)基于理論計(jì)算確定加工參數(shù)
合理的加工參數(shù)是保證零件加工質(zhì)量和加工效率的重要因素,其中進(jìn)給量對零件表面粗糙度指標(biāo)的影響較大,加工現(xiàn)場經(jīng)驗(yàn)已經(jīng)表明,傳統(tǒng)公式中在進(jìn)給量與表面粗糙度關(guān)聯(lián)關(guān)系的預(yù)測準(zhǔn)確性不高,無法根據(jù)表面粗糙度指標(biāo)要求計(jì)算出合理的進(jìn)給量,本文通過對圓弧刃刀具切削時(shí)理論粗糙度計(jì)算公式的改進(jìn),得出加工過程中加工區(qū)域轉(zhuǎn)角半徑R
、刀具圓角r
、進(jìn)給量f
對粗糙的影響關(guān)系,如圖6所示,實(shí)現(xiàn)理論計(jì)算數(shù)據(jù)替代經(jīng)驗(yàn)數(shù)據(jù)的轉(zhuǎn)變。改進(jìn)后的公式如下
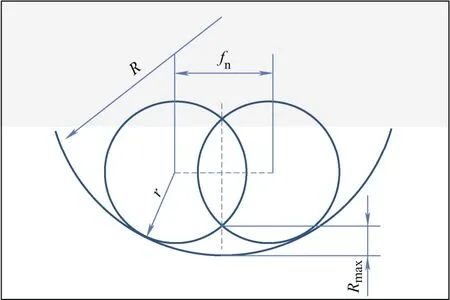
圖6 表面粗糙度計(jì)算示意圖
4 應(yīng)用驗(yàn)證
根據(jù)工藝改進(jìn)方案,以該整體盤軸零件前止口加工為例進(jìn)行加工驗(yàn)證。走刀軌跡采用交替變換進(jìn)刀方式進(jìn)行規(guī)劃,按照均衡切削載荷的原則對刀具主切削刃和服切削刃的切削深度進(jìn)行重新設(shè)置,重新規(guī)劃加工參數(shù)后,各參數(shù)具體數(shù)值見表2。完成零件加工后,應(yīng)用Taylor檢測儀對前止口位置的表面粗糙度豎直進(jìn)行檢測,檢測結(jié)果見表3,該止口位置的表面粗糙度檢測值滿足Ra0.8的設(shè)計(jì)要求。對比優(yōu)化前后的零件加工狀態(tài),發(fā)現(xiàn)前止口部位表面光潔度較高,表面檢測結(jié)果一致性良好,刀具磨損情況有較大改善,加工效率明顯提高,由原來的120 min縮減到70 min。該技術(shù)已在同類型產(chǎn)品中實(shí)現(xiàn)了推廣應(yīng)用。止口位置表面粗糙度檢測結(jié)果如圖7所示。
表2 前止口加工參數(shù)優(yōu)化
?
表3 檢測結(jié)果統(tǒng)計(jì)
?
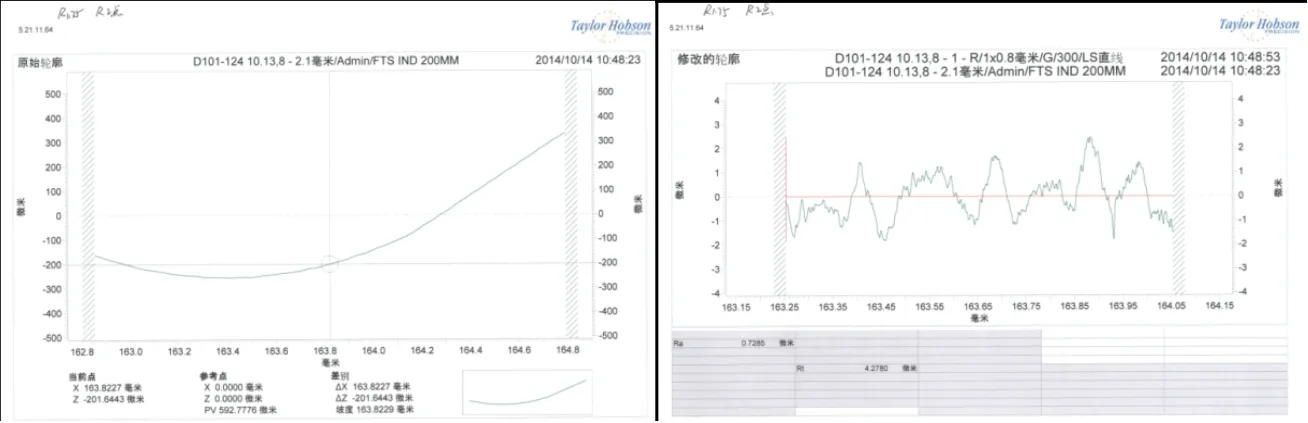
圖7 止口位置表面粗糙度檢測結(jié)果
5 結(jié)束語
整體盤軸零件止口部位是加工難點(diǎn)之一,隨著止口位置工藝控制要求的提高,增加了零件的加工難度,通過調(diào)整走刀軌跡,基于均衡切削載荷余量分布的方式進(jìn)行工藝方法優(yōu)化、工藝參數(shù)優(yōu)化,能夠顯著提高零件的加工質(zhì)量和加工效率。
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
