某型減速器齒輪裂紋故障分析及改進(jìn)措施探析
2021-06-30 12:29:26王艷嬌倪德吳梓趙陳浩宇
中國設(shè)備工程 2021年12期
王艷嬌,倪德,吳梓趙,陳浩宇
(中國航發(fā)湖南動力機(jī)械研究所,湖南 株洲 412002)
齒輪傳動是近代機(jī)器中最常見的一種機(jī)械傳動,是傳遞機(jī)器動力和運動的一種主要形式。減速器中齒輪作為關(guān)鍵件,其失效會致使扭矩和載荷無法正常傳遞,其工作性能至關(guān)重要。某型減速器進(jìn)行核準(zhǔn)試驗時出現(xiàn)了輸入齒輪裂紋故障,經(jīng)過分析與驗證,確定該裂紋為疲勞裂紋,故障原因是齒根HRC60滲碳層深度過小,齒根半徑偏小且轉(zhuǎn)接不圓滑。本文對該齒輪裂紋故障的原因、機(jī)理進(jìn)行了分析與探討,并總結(jié)了解決該故障的措施及驗證效果。
1 故障現(xiàn)象
某減速器在進(jìn)行初步核準(zhǔn)試驗第二個循環(huán)步驟(累計20小時)時,發(fā)現(xiàn)振動異常,在后續(xù)小載荷試驗程序期間,通頻振動逐漸增大,超過以往水平3.6g,經(jīng)孔探儀檢查發(fā)現(xiàn),齒面有異常印痕,且輸入齒輪兩個相鄰輪齒工作面從中部齒根圓角延伸至大小端齒根部出現(xiàn)裂紋,小端兩條裂紋在輻板交匯,其中一個齒小端側(cè)可見長度約5mm的掉塊,大端兩條裂紋延伸至輻板。
2 故障原因分析
2.1.1 結(jié)構(gòu)設(shè)計
在功率、載荷及工況一樣的情況下,該齒輪結(jié)構(gòu)按照成熟減速器齒輪相似結(jié)構(gòu)設(shè)計,采用9310滲碳合金鋼棒料,尺寸、公差、冷加工及熱處理要求參照相關(guān)手冊、成熟減速器齒輪確定:齒根圓角依據(jù)相關(guān)強(qiáng)度加工參數(shù)要求定為最小R1.5;輸入齒輪與成熟減速器齒輪輻板(見圖2)結(jié)構(gòu)尺寸相當(dāng)。

圖2 輸入齒輪輻板結(jié)構(gòu)
為準(zhǔn)確排查故障件齒輪產(chǎn)生裂紋的原因,經(jīng)詳細(xì)分析故障現(xiàn)象并結(jié)合結(jié)構(gòu)功能,全要素地分析了可能齒輪裂紋的原因,以“齒輪裂紋”為頂事件,建立了故障樹,如圖1所示。

圖1 齒輪裂紋故障樹
2.1 設(shè)計方面
某型減速器由輸入齒輪、輸出齒輪及機(jī)匣等組成。輸入齒輪將功率和轉(zhuǎn)速傳遞給輸出錐齒輪軸,并且實現(xiàn)換向。
2.1.2 輸入齒輪強(qiáng)度
(1)輸入齒輪輪齒強(qiáng)度。按照設(shè)計功率,進(jìn)行輸入齒輪輪齒強(qiáng)度計算校核,經(jīng)計算,輸入齒輪彎曲疲勞強(qiáng)度和接觸疲勞強(qiáng)度均滿足設(shè)計要求。
(2)輸入齒輪軸及輻板強(qiáng)度。輸入齒輪軸及輻板在限制扭矩和功率譜扭矩下最大當(dāng)量應(yīng)力均發(fā)生在輻板與齒輪軸過渡圓角處,其在限制載荷下最大當(dāng)量應(yīng)力遠(yuǎn)低于材料屈服強(qiáng)度,高周及低周疲勞載荷下最大等效疲勞應(yīng)力遠(yuǎn)低于材料疲勞極限。
經(jīng)強(qiáng)度計算,結(jié)果表明,在正常工作下,輸入齒輪軸及輻板靜強(qiáng)度滿足設(shè)計要求,且具有較充足的裕度;高、低周循環(huán)應(yīng)力均低于輸入齒輪軸材料的疲勞極限,具有無限壽命。
2.1.3 振動特性分析
對安裝狀態(tài)下的輸入齒輪進(jìn)行了振動分析結(jié)果表明:在工作轉(zhuǎn)速下,頻率裕度高于規(guī)定的10%。在自由狀態(tài)下,對成熟件與故障件進(jìn)行模態(tài)試驗。試驗結(jié)果表明:輸入齒輪固有頻率特性與成熟件相當(dāng)。結(jié)果表明,在正常工作下,輸入齒輪不會產(chǎn)生共振破壞。
2.2 制造方面
對輸入齒輪的材料、熱處理、機(jī)加、裝配進(jìn)行了質(zhì)量復(fù)查。其中材料合格,裝配到位,但熱處理和機(jī)加過程中存在問題,具體如下。
2.2.1 熱處理
(1)輸入齒輪輪齒處,即圖3中X2區(qū),設(shè)計要求:滲碳層表面硬度HRA80左右,心部硬度HRC38左右;熱處理后,齒根圓角處HRC60處滲碳層深度不小于0.5mm;滲碳處理后齒根(包括齒根圓角)及工作面最大磨削量0.25mm,非工作面最大磨削量0.3mm。圖中要求零件熱處理后的力學(xué)性能應(yīng)滿足材料力學(xué)性能的相應(yīng)指標(biāo)。
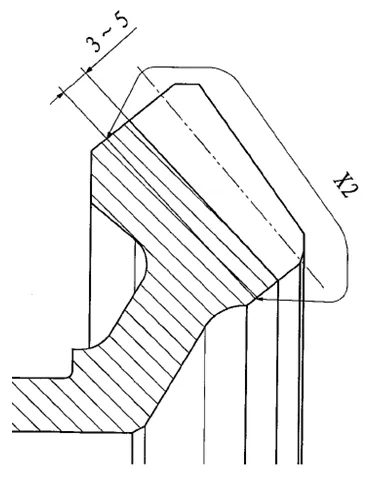
圖3 輪齒部分熱處理示意圖
(2)滲碳層硬度。對故障件進(jìn)行表面和心部硬度檢測,檢測結(jié)果為滲碳表面硬度為心部硬度,均滿足設(shè)計要求,但滲碳層表面硬度位于下限。
(3)滲碳層深度。按照工藝規(guī)范,故障區(qū)域(齒根圓角HRC60處)熱處理后(磨削前)有效滲碳層深度不小于0.5mm,產(chǎn)品的實際滲碳層深度不小于0.2mm。對故障件進(jìn)行剖切檢查,發(fā)現(xiàn)該故障件齒輪磨削后齒根圓角HRC60滲碳層深度(凹R最大深度0.13,凸R最大深度0.15)不滿足設(shè)計要求。
(4)滲碳層組織。失效分析報告表明,輸入齒輪近表層為針狀馬氏體+殘余奧氏體,過渡層為馬氏體+殘余奧氏體,心部為板條狀馬氏體+殘余奧氏體,且殘余奧氏體含量約為8.7%,未見燒傷痕跡,金相組織未見異常。
2.2.2 機(jī)加
對故障件齒輪輪齒、齒輪輻板等尺寸以及齒面粗糙度進(jìn)行復(fù)測,除齒根圓角(實測R0.7,圖樣要求為最小R1.5)外,其他均滿足圖樣要求。但出廠前,修磨齒面時,僅放大5倍檢查磨齒刀具的圓角半徑,因此,發(fā)現(xiàn)不了圓角轉(zhuǎn)接不光滑及齒根圓角半徑超差(當(dāng)時齒根圓角測量值為R1.8)。
運用金相法對故障件輪齒齒底的接刀痕進(jìn)行觀察和測量,測量結(jié)果可知,故障件齒底接刀痕平均值為0.029mm,大于技術(shù)要求(≤0.01mm)。
2.3 試驗情況
與第一臺套臺架件減速器輸入錐齒輪相比,故障件齒輪試驗功率要小很多,試驗時間也要短35小時,可排除試驗載荷過大的因素。另外,減速器出廠前進(jìn)行了驗收試車,經(jīng)復(fù)查,驗收試車后交付,試驗過程中,試驗設(shè)備沒有出現(xiàn)故障。
經(jīng)復(fù)查,本次初步核準(zhǔn)試驗載荷最大扭矩與其對應(yīng)最大加載功率的扭矩誤差為1.3%,低于±2%的控制精度,試驗載荷沒有超出設(shè)計載荷,滿足試驗要求,可排除試驗加載問題的原因。
2.4 失效分析結(jié)果
計量理化中心結(jié)合無損檢測結(jié)果對裂紋斷口進(jìn)行了宏微觀觀察、能譜分析和斷口定量分析,對輸入齒輪滲碳層厚度、輪齒齒根圓角、硬度、低高倍金相組織、輪齒粗糙度進(jìn)行了測試和檢查,確定了輸入齒輪的裂紋失效性質(zhì)。失效分析結(jié)論如下:
(1)裂紋性質(zhì)為疲勞裂紋;
(2)裂紋產(chǎn)生主要與輸入齒輪承受工作應(yīng)力疊加較大的振動應(yīng)力、齒根圓角半徑過小且過渡不圓滑有關(guān),齒根圓角處的HRC60滲碳層深度過小有一定的促進(jìn)作用。
2.5 故障定位結(jié)論
綜上所述,導(dǎo)致齒輪裂紋的原因與熱處理不合格及機(jī)加不合格有關(guān)。
輸入齒輪裂紋故障定位結(jié)論如下:
(1)輸入齒輪裂紋性質(zhì)為疲勞裂紋。
(2)故障的原因為:
①齒根HRC60滲碳層深度過小。
②齒根半徑偏小且轉(zhuǎn)接不圓滑。
3 機(jī)理分析
故障件齒輪齒根處HRC60滲碳層深度過小降低了齒根處次表面硬度,減弱了齒輪抵抗微裂紋產(chǎn)生的能力,同時,齒根圓角過小且轉(zhuǎn)接不圓滑,加大了齒根圓角處的應(yīng)力集中,在齒輪彎曲載荷和振動應(yīng)力作用下(在工作面齒根圓角處)萌生裂紋,裂紋萌生后導(dǎo)致齒部殘余應(yīng)力的釋放及應(yīng)力集中系數(shù)的變化(系數(shù)有5增大到20),大大削弱了齒根彎曲疲勞極限,從而導(dǎo)致齒輪過早的產(chǎn)生裂紋。
4 改進(jìn)措施
針對故障原因,采取了以下改進(jìn)措施:
(1)改進(jìn)齒輪齒根圓角的機(jī)械加工工藝,保證齒根圓角滿足圖樣要求;
(2)嚴(yán)格控制滲碳工藝過程,改進(jìn)滲碳工藝參數(shù),保證滲碳層深度,并督促制造廠家按圖中要求對磨齒剖切件進(jìn)行滲碳檢查。
5 試驗驗證
同批次磨齒的Z1件輸入齒輪(齒根圓角合格,HRC60滲碳層深度的超差情況好于故障件)通過疲勞、核準(zhǔn)試驗 ;其他批次磨齒的Z2件輸入齒輪(齒根圓角和滲碳滿足圖樣要求)通過TBO摸底試驗,均未再出現(xiàn)裂紋現(xiàn)象。
6 結(jié)語
通過排查,找到了解決某型減速器齒輪裂紋故障的有效解決辦法。經(jīng)過后續(xù)試驗驗證,表明故障定位準(zhǔn)確、原因分析正確,排故措施有效。
總結(jié)該排故過程,有兩個問題需引起重視:首先,應(yīng)嚴(yán)格控制零件滲碳熱處理過程質(zhì)量,重視滲碳熱處理后的檢查;其次,是改進(jìn)零件的機(jī)加工藝,保證產(chǎn)品的合格率。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:39