增材制造用鈦合金粉末的研究現狀
2021-06-30 05:40:16商國強劉霞張曉泳甘雪萍
中國建材科技 2021年1期
商國強 劉霞 張曉泳 甘雪萍?
(1中南大學粉末冶金國家重點實驗室,湖南 長沙 410083;2中國航發北京航空材料研究院,北京 100095;3北京航天新立科技有限公司,北京 100039)
1 鈦合金增材制造技術
增材制造(Additive Manufacturing,AM)也稱3D打印,是融合了計算機輔助設計、材料加工與成型技術,以數字模型文件為基礎,通過軟件與數控系統將專用金屬材料、非金屬材料及醫用生物材料,按擠壓、燒結、熔融、光固化、噴射等方式逐層堆積[1-3],制造出實體物品的制造技術。和傳統的對原材料去除-切削、組裝的加工模式不同,其是一種“自下而上”、通過材料累加的制造方法,是從無到有,這使得過去受傳統制造方式約束而無法實現的復雜結構件制造變為可能[4-6]。
近二十年來,AM技術取得了快速發展,“快速成型”(Rapid Prototyping)、“三維打印”(3D Printing)、“實體自由制造”(Solid Free-form Fabrication)等各種叫法從不同側面表達了這一技術的特點。基于不同的分類原則和理解方式,其內涵仍在不斷深化,外延也在不斷擴展。
鈦合金激光快速成形技術(Laser Rapid Forming,LRF)是在快速原型技術和大功率激光熔覆技術基礎上發展起來的一項新型快速制造技術,于1995年在美國第一次被提出,其在零件缺陷修復、鈦合金和高溫合金等難變形或復雜零件的近凈成形制造中得到了推廣應用[7]。
鈦合金激光快速成形技術以鈦合金粉末為原料,通過激光熔化/快速凝固逐層沉積“生長制造”,由零件CAD模型一步完成全致密、高性能鈦合金結構件的“近凈成形制造”[8]。圖1為鈦合金激光成形系統示意圖。其具有加工周期短、制造成本低、柔性高、綜合性能優異等特點,有望為航空航天領域的一些制造技術難題提供新的解決途徑[9]。
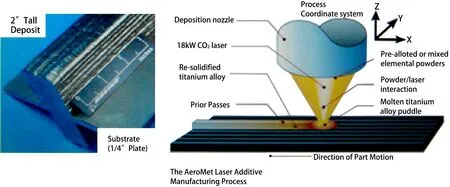
圖1 鈦合金激光快速成形系統示意圖
2 增材制造對鈦合金粉末的基本要求
就激光選區熔化技術來說,對鈦合金粉末的基本要求是在基板上均勻鋪展即可,但粉末的多項指標會影響最終成形件性能,如外觀質量、化學成分、粒度及粒度分布、粒形、流動性、比表面、松裝密度、純凈度和空心粉含量等[10-12]。
1)外觀質量
鈦合金粉末外觀應呈銀灰色,表面不應出現有明顯氧化色的顆粒,不應存在異物或團聚體。
2)化學成分
鈦合金粉末化學成分應符合GB/T 3620.1-2016《鈦及鈦合金牌號和化學成分》的要求,成分允許偏差應符合GB/T 3620.2-2007《鈦及鈦合金加工產品化學成分允許偏差》的要求。其他可選檢驗元素包括Al、V、Sn、Mo、Cr、Mn、Zr、Ni、Cu、Si、Y。
3)粒度及粒度分布
粉末粒度指粉末顆粒的大小,對粉末體而言,指顆粒的平均大小。用于增材制造的鈦合金粉末的粒度應為正態分布,粒徑范圍為0~53μm。
4)粒形
粉末顆粒形貌應為球形或近似球形。粉末的球形度不應小于0.9。
5)流動性
粉末的流動性指粉末通過一個限定孔的性能,常用50g粉末通過一個限定孔所用的時間來表征,其中安息角不應大于45°。霍爾流速即50g粉末通過標準漏斗的時間不應大于38s。
6)比表面
粉末的比表面指每克粉末具有的總表面積,常用cm2/g或m2/g來表示。其與粉末的顆粒形狀、顆粒大小、粒度組成及松裝密度等有密切關系,且相互制約。在其他條件一定的情況下,粉末顆粒形狀越復雜,則粉末比表面越大,表面能越高。
7)松裝密度
松裝密度不應低于1.9g/cm3,振實密度不應低于2.3g/cm3,有效密度與理論密度比值不應低于0.9。
8)純凈度
粉末中不應有無機非金屬夾雜物、異質金屬顆粒、污染物及其他可能對最終的激光選區熔化鈦合金成形件使用性能有害的外來物質。
9)空心粉含量
粉末中空心粉含量不應大于2%。
3 增材制造用鈦合金粉末的制備方法及特點
鈦及鈦合金粉末不同于高溫合金、不銹鋼等常規金屬粉末,具有極強的化學活性,在高溫情況下可以和絕大多數的單質和化合物發生反應,這使得鈦合金粉末的制備工藝不同于常規金屬粉末,對其制備提出了極高的要求,以保證鈦合金粉末的高純凈度和低含氧量。根據鈦合金粉末制備過程所涉及的物理反應和化學反應的特點,適合于鈦合金增材制造用粉末的主要有等離子旋轉電極法(plasma rotation electrode powder,PREP)、氣體霧化法(gas atomization,GA)和氫化脫氫法(hydrogenation dehydrogenization,HDH)。
3.1 等離子旋轉電極法
等離子旋轉電極法(PREP)是離心霧化法制取鈦合金粉末的主要方法之一[13-14]。先將鈦合金原材料制備成圓棒狀,利用等離子弧作為熱源持續熔化高速旋轉的鈦及鈦合金棒料端面,在10000~20000r/min的高速離心力作用下,將熔融的鈦合金液滴甩成滴霧狀,并在惰性氣體(Ar或He)的冷卻作用下快速凝固成球狀鈦合金粉末,如圖2所示。采用該工藝制備的鈦合金粉末的顆粒非常接近球形,粉末流動性好,間隙元素含量與原材料接近。但受到轉速的影響,等離子旋轉電極法只能制備粒度較大的鈦合金粉末,且生產效率低,生產成本高。
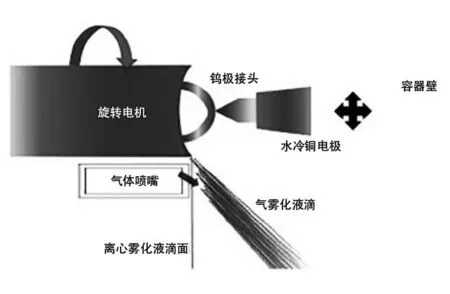
圖2 等離子旋轉電極法設備原理圖
3.2 氣體霧化法
氣體霧化法(GA)[15]是以海綿鈦或鈦合金為原材料,采用高頻感應線圈直接將鈦合金熔化,借助高速氣流沖擊鈦合金熔融液流,將氣體動能轉化為液體表面能,進而形成細小的液滴,最后冷凝為鈦合金粉末的工藝,如圖3所示。由于采用感應加熱的方式,避免了鈦合金被坩堝污染的機會,因此產品純度較高,且粉末呈球形,其斷面呈現極冷凝固組織,粉末晶粒細。
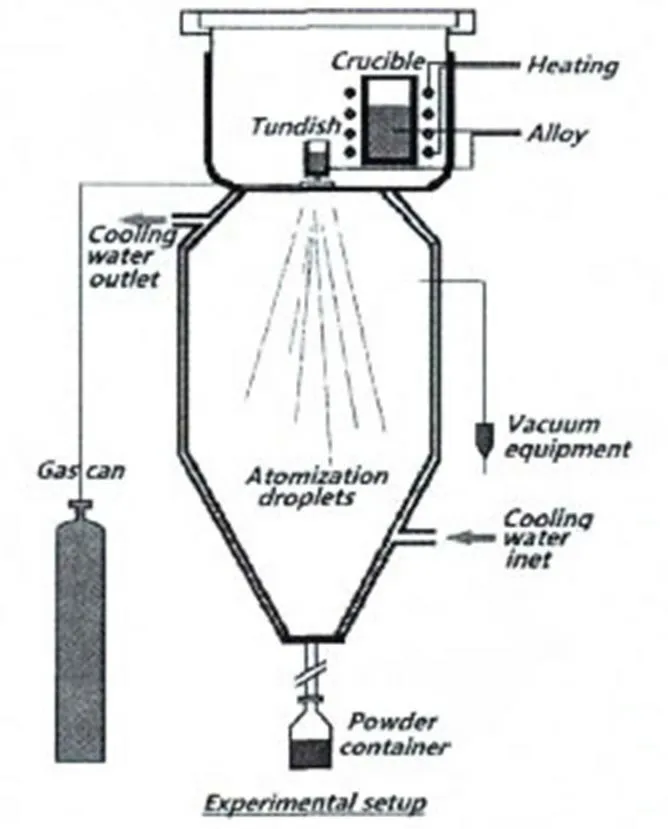
圖3 氣體霧化示意圖
發達國家對采用氣體霧化法制備鈦合金粉末開展了大量的研究工作。1985年,美國Crucible Materials Corporation發表了采用水冷銅坩鍋和Ar氣霧化鈦制取鈦合金粉末的第一項專利[16],并于1998年建立了年產高達11t的氣霧化裝置[17]。1990年,德國LeyboldAG發表了無坩鍋熔煉霧化鈦合金粉末的專利,稱為EIGA工藝(電極感應熔化氣體霧化)。之后日本住友Sitix采用相似方法建立了年產60t的氣體霧化裝置,并于1994年投入生產[18]。自此,采用氣體霧化制備鈦合金粉末實現了小規模工業化生產,但是其生產成本較高。
3.3 氫化脫氫法
1955年,美國發明了氫化脫氫法(HDH)制取鈦合金粉末[19],其基本原理可用下式表示:
氫化:Ti+x/2H2→TiHx(x=1.88~1.99)t>300℃
脫氫:TiHx→Ti+x/2H2(x=1.88~1.99)t>300℃
氫化脫氫工藝利用了鈦(鈦合金)與氫在一定溫度下的可逆反應,其主要流程是鈦料-表面凈化處理-氫化-粉碎-篩分-脫氫-粉碎-篩分-混合-組批-真空封裝-商品鈦粉。先將鈦在一定溫度下氫化生成脆性氫化鈦后破碎成微細粉末,然后將氫在高溫真空條件下脫除,從而得到鈦(鈦合金)粉末。在氫化過程中,反應是從外向內單向進行的“吸附-擴散-反應-再吸附-再擴散-再反應”過程,且由于氫化過程中擴散層的存在(如圖4所示),當原料尺寸較大時,原料內部不能被氫化透,因此在大量吸氫反應后,還需要相當長的擴散時間才能使原料內部得以充分氫化。在脫氫過程中,反應是從物料表面向內部逐漸進行的“反應-擴散-脫附-再反應-再擴散-再脫附”過程,且高溫下粉末容易燒結成塊,因此,在大量脫氫后,還需要相當長的時間才能將氫脫除,而高溫脫氫時間的延長會進一步促進粉末的燒結成塊,為此必須增加一道破碎工序才能得到鈦(鈦合金)粉末。從氫化脫氫過程分析中可知,由于反應中后期尤其是脫氫工序中后期反應時間大大延長,使得能耗增加,生產周期變長,從而導致了粉末氧含量增加[20]。
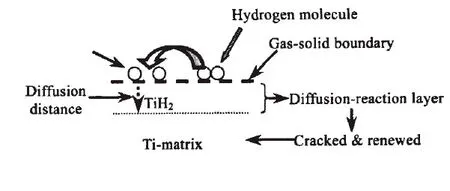
圖4 氫化脫氫法工藝原理
氫化脫氫法制備鈦合金粉末的過程比較簡單,其制備工藝對原材料的要求不高,不僅可以采用海綿鈦等原材料,還可以采用廢鈦、殘鈦、鈦屑或鈦下腳料等,是一種可以利用鈦返回料的方法,節約了原材料成本,成為國內外制備鈦合金粉末的主要方法之一。但采用該方法制備的鈦合金粉末氧含量較高,因此需要更為深入的研究來降低鈦合金粉末的微量元素。
4 增材制造用鈦合金粉末的國內外技術對比及主要差距
高品質鈦合金粉末是粉末鈦合金增材制造技術的基礎。近年來,國內外相關機構對鈦合金粉末進行了大量研究。通過對比分析可見,國內鈦合金粉末質量和國外還存在一定差距,具體表現如下[21]:
1)鈦合金粉末的松裝密度略低于國外同類產品,影響最終制件致密度
在松裝密度方面,國內外差距不是很大,國內TC4鈦合金的松裝密度和松裝密度方差分別為2.33g/cm3和0.18,而國外同類產品分別為2.55g/cm3和0.21。國外的鈦合金粉末稍好,但差異不明顯。鈦合金粉末的松裝密度與不同粒徑級配有直接關系,在保證樣品粒徑分布滿足增材制造要求的前提下,應盡可能提高松裝密度。
2)國內鈦合金粉末的流動性和一致性較差,難以保證鋪粉的均勻性
鈦合金粉末的流動性是影響增材制件內部質量的重要因素。國內粉末的流動性略低于國外粉末,但差距不是很大,分別為35.1(s/50g)和26.8(s/50g)。而在一致性方面,國內粉末明顯低于國外粉末,其方差分別為5.3和0.7。流動性和一致性較差的粉末容易出現鋪粉不均勻,這是導致增材制件內部和表面缺陷的直接原因。因此,制備鈦合金粉末時應嚴格篩選,盡可能保證鈦合金粉末顆粒形貌均為球形,以提高粉末流動性。
3)國內鈦合金粉末粒徑分布不一致,波動性大
在鈦合金粉末粒徑方面,國內外粉末差別不大,分別在25~60μm之間和23~55μm之間。但是國內鈦合金粉末粒徑數值波動較大,明顯低于國外粉末。
4)國內鈦合金粉末普遍存在空心粉和異質夾雜情況,影響最終制件質量
鈦合金粉末不可避免地存在空心球的情況,在空心球率方面,國內外鈦合金粉末沒有明顯差別,國內粉末的空心球率和方差分別為0.25和0.2,國外粉末分別為0.26和0.2。但在異質雜質方面,國內鈦合金粉末的夾雜率明顯高于國外粉末,需要從原材料上進行大量研究,以降低粉末夾雜率。
5)國內鈦合金粉末的微量元素波動大,影響最終制件性能
在微量元素控制方面,國內外的差別不是很大,均能滿足標準要求,如粉末中氧含量指標均在1500ppm以下,氮含量指標均在500ppm以下。但國產粉末中的微量元素含量波動較大,一致性方面低于國外粉末。
5 結語
鈦合金增材制造成形技術作為一項“變革性”技術,具有材料利用率高、加工余量小、生產周期短、制造成本低、柔性高效等優點,有著單件預制的制造成本和制造周期優勢,在航空航天、燃氣輪機、兵器工業等領域應用前景廣闊。近年來,鈦合金增材制造技術在成形制造工藝、成套裝備研發及工程應用關鍵技術等方面取得了突破性進展。
目前,國內外鈦合金增材制造技術產業處于高速發展期,發達國家在鈦合金增材制造的粉末制備、成形工藝、設備研發及工程應用等方面更為系統和全面,而國內鈦合金制造技術的發展主要集中于成形制造工藝和成套裝備研發,在原材料研究方面重視不足,尤其是對優質鈦合金粉末的制造工藝和制造裝備的研究不夠系統,存在粉末流動性差、粒徑波動性大、雜質含量高等問題,與國外還存在一定差距。隨著鈦合金增材制造技術向著大型化、復雜化、高質化和低成本方向發展,對高品質鈦合金粉末的需求越來越迫切,鈦合金增材制造技術和鈦合金粉末制備技術將具有更廣闊的發展前景。